銷釘單螺桿混煉段分布混合性能的數值研究
2010-11-29 08:52:12李曉翠陳晉南
中國塑料 2010年2期
李曉翠,彭 炯,陳晉南
(北京理工大學化工與環境學院,北京100081)
銷釘單螺桿混煉段分布混合性能的數值研究
李曉翠,彭 炯,陳晉南
(北京理工大學化工與環境學院,北京100081)
用正交設計法設計了9組不同排布的銷釘單螺桿。采用混合熵作為評價銷釘單螺桿混煉段混合性能的指標,數值模擬了不同銷釘結構的單螺桿混煉段內聚丙烯熔體的等溫流動過程,考察了一個導程內銷釘排數、每排銷釘個數和銷釘高度對銷釘單螺桿混煉段混合性能的影響。結果表明,在所設計的正交試驗中,沿螺桿擠出方向各截面的混合熵逐漸增大,出口處該值達到最大;在銷釘螺桿混煉段一個導程內安裝5排,每排5個高度為12 mm的銷釘時,其混合性能較優。
銷釘螺桿;混合性能;數值模擬;混煉段
0 前言
螺桿擠出廣泛用于聚合物的加工。近年來,隨著改性共混材料的迅速發展和種類的不斷增加,研究和開發混合設備越來越受到重視[1]。銷釘螺桿擠出機具有優良的擠出性能,眾多研究者較深入地研究了銷釘螺桿的擠出量、功耗、擠出溫度等宏觀性能。但是,設計高品質的銷釘螺桿擠出機還需要掌握擠出機內物料流動與混合均化的機理和規律。1997和1998年,Yao等[2-3]用碘與硫代硫酸鈉溶液反應所需時間量化螺桿混煉段的混合性能,實驗研究了帶孔銷釘螺桿混煉段的分布混合能力,比較了帶孔銷釘、普通銷釘和普通螺桿的混合性能。2000年,Wong等[4]用加入不同示蹤劑,觀察記錄顏料完成分散所需螺桿長度的量化方法,實驗研究了普通、銷釘、菠蘿型、Maddock和障礙5種螺桿的混合性能以及轉速對混合性能的影響。2001年,Yao等[5]用混煉段總體混合率和停留時間分布作為評價指標,研究了銷釘排間距對銷釘螺桿混煉段混合性能的影響。2004年,Hwang等[6]根據動力學理論,用Poincare截面圖實驗和數值模擬的方法,研究了不同銷釘排布對螺桿混合性能的影響。2005年,Alemaskin等[7]根據2種顏色聚合物的Shannon熵估計顏色混合程度和系統的顏色均勻性,分析了常規單螺桿擠出機的混合性能。2008年,劉菊等[8]用分布混合判別系數(G),研究了圓形、方形和菱形銷釘螺桿元件在計量段對熔料的混合效果及銷釘周圍的熔料滯留情況。
本文用有限元法數值模擬了銷釘單螺桿擠出機混煉段流道內聚丙烯(PP)熔體的流動過程。用示蹤粒子法研究了混煉段流道內粒子的運動軌跡和動態混合過程。采用混合熵作為評價混合性能的指標,研究了銷釘排數、每排銷釘個數和銷釘高度對單螺桿擠出機混煉段混合性能的影響。
1 數學模型和計算方法
1.1 數學物理模型
數值模擬中使用的材料為PP,假設PP熔體在流道內為不可壓縮純黏性等溫穩態流動,流道壁面無滑移。由于PP熔體的高黏性,不考慮熔體彈性和拉伸黏度,擠出流動過程中黏性力遠大于慣性力和質量力,所以忽略慣性力和質量力。因此,描述螺桿流道中PP流動的控制方程為:
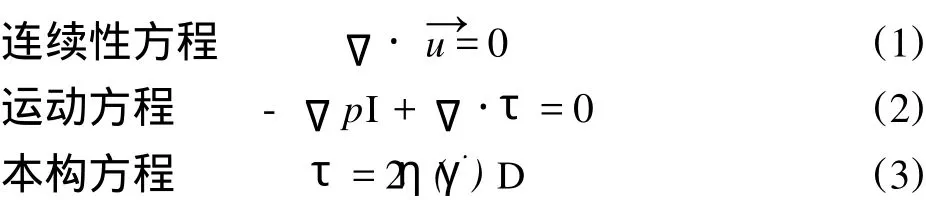
式中 p——壓力,Pa
I——單位張量
τ——應力張量,Pa
η——表觀黏度,Pa·s
D——變形速率張量,s-1˙
γ——剪切速率,s-1——速度向量,m/s
采用Carreau模型描述其表觀黏度隨剪切速率的變化:
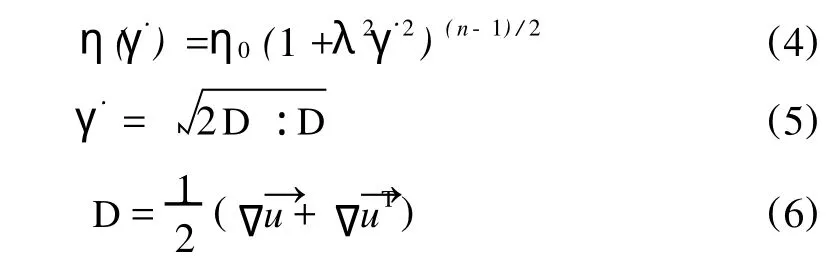
式中 η0——零剪切黏度,Pa·s
λ——自然時間,s
n——非牛頓指數
由PP的流變測試數據得知,自然時間λ為2.15 s,零剪切黏度η0為26470 Pa·s,非牛頓指數n為0.38。
1.2 混合與熵
實驗過程中,為了評價一個系統的混合性能,往往在流體中加入一定量的示蹤粒子,隨著流體的流動,示蹤粒子隨波逐流。1989年,Ottino[9]指出,最佳混合即在任何一個區域內,每種物料的濃度均與整個系統中該物料的濃度一致。混合熵是一種評價混合性能的量化方法。
對含有C種組分的多組分體系,劃分格子數為M時,其Shannon熵的表達式為[7]:

式中 pj,c——粒子種類c出現在格子j中的概率
根據Khinchin第四定理,S可以用Ss與Sl的和表示,即

式中 Ss——與粒子種類有關的熵
Sl——與粒子空間位置有關的熵
其中Sl僅與粒子空間分布相關,與粒子種類無關,用lnM歸一化后,Sl與劃分格子數無關。因此,Ss為評價流體混合性能的重點。由于0≤Ss≤lnC,將Ss用lnC歸一化,當其值為0時,表示分離達到最佳,其值為1時,表示混合達到最佳。格子數M決定了觀察的尺度。
1.3 幾何模型和試驗步驟
研究φ90 mm雙頭銷釘螺桿擠出機,機筒半徑為45.3 mm,螺桿根部半徑為30 mm,螺桿外徑為45 mm,螺棱寬度為6 mm,螺槽寬度為54 mm,螺槽深度為15 mm,銷釘直徑為4 mm[10]。取一個導程長度的流道作為研究對象,為了分析熔體在螺槽中的流動而簡化模型,將螺桿和機筒展成平面。流道長(即熔體流動z方向)為300 mm,寬(即熔體入口寬度x)為60 mm,高度y為15.3 mm,螺紋升角為11.99°。使用Polyflow軟件包的Gambit模塊,按照上述結構尺寸建立銷釘螺桿擠出機混煉段幾何模型。
數值計算中把螺桿視為靜止不動,機筒以Ub的速度移動,Ub如式(9)所示:

式中 Db——機筒內徑,mm
N——螺桿轉速,r/min
操作中螺桿轉速為100 r/min,將Ub分解為橫過螺槽方向的速度ux=0.1 m/s,順著螺槽的速度uz=0.46 m/s,螺槽深度方向的速度uy=0,銷釘和螺槽壁面速度為零。
數值計算得到PP熔體在流道中的流場,將流場數據導入Fieldview軟件中,將入口截面等分為6個區域,交叉加入2種不同顏色的示蹤粒子,每個區域加入的粒子數為2000,每種顏色的粒子數為6000,粒子總數為12000。將6個區域粒子的運動軌跡以文件形式輸出,用混合熵計算分析程序進行計算,得出不同銷釘結構的銷釘螺桿單螺桿擠出機混煉段的粒子分布和混合熵。
為了找出哪個工藝參數對分布混合性能影響最大,用正交試驗研究銷釘排數為3、4、5,每排個數為2、3、5,銷釘高度為4、8、12時流體的混合情況。銷釘均勻分布在流道內。根據因素水平數,選用L9(34)正交表安排試驗。表1給出了試驗方案及結果。
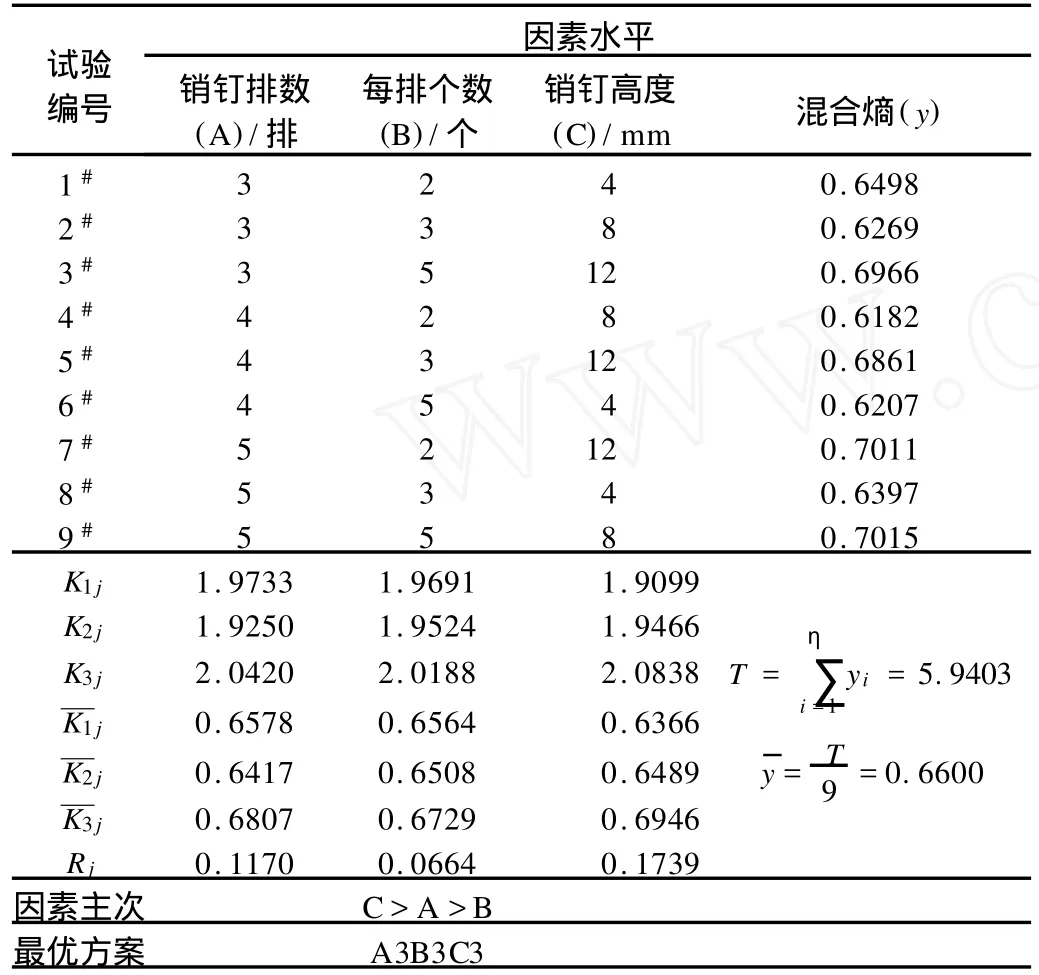
表1 試驗方案及試驗結果Tab.1 Experimental design and results
2 結果與討論
用有限元法計算得到銷釘螺桿擠出機混煉段內PP熔體的流場,計算不同銷釘結構下的混合熵。模擬計算的收斂精度為10-5。
為了研究粒子在流道內的混合情況,沿擠出方向將流道分為25個等距截面。其中取了入口、距入口軸向距離分別為60、120、240 mm和出口5個截面考察粒子沿流道的混合情況。
圖1給出了第1組試驗方案即1個導程中安裝有3排,每排2個4 mm銷釘情況下,2種顏色粒子的混合過程。由圖1可知,沿z軸方向,2種顏色粒子層的厚度逐漸變薄,熔料混合性能逐步變好。
圖2給出了第1組試驗方案下沿擠出方向不同截面上混合熵的變化。由圖2可知,同一格子數下,沿z軸方向各截面的混合熵逐漸增大,出口處該值達到最大,即出口處分布混合最好。對于同一個截面,其混合熵隨著格子數的增加而逐漸減小。例如,在出口處,36格子數的混合熵為0.9071,2500格子數混合熵為0.3625。但是,在安裝有銷釘的部位,同一格子數下,其混合熵略微突變。這是由于銷釘的作用使混合熵有所變化。
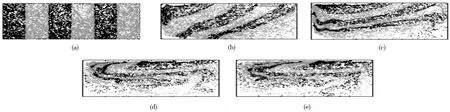
圖1 不同截面的示蹤粒子的分布Fig.1 Distribution of the trace particles on different cross-sections
圖3給出了第1組試驗4個截面上混合熵隨格子數的變化。由圖3可知,由入口到出口,同一截面上的混合熵隨格子數的增加而減小;格子數相同時,靠近出口截面的混合熵較大。
通過數值計算得到9種不同銷釘結構下的混合熵。在格子數為400的情況下,匯總9種試驗方案出口截面的混合熵,將結果列入表1中。通過研究結構參數對分布混合性能的影響程度順序,得到最佳混合效果的銷釘結構。分析表1的試驗數據可知,影響混合性能的最重要因素是銷釘高度,其次為銷釘排數和每排銷釘個數;最優方案是一個導程內安裝5排,每排5個12 mm銷釘的排布方式。另外又研究了一個導程內銷釘排數為6排,每排銷釘個數為6個,銷釘高度為12 mm時單螺桿擠出機混煉段的混合情況,與安裝5排,每排5個銷釘情況的相比,混合性能有所降低。
3 結論
(1)所考察的3個因素中,銷釘高度對銷釘螺桿混煉段混合性能的影響最大,其次是銷釘排數和每排銷釘個數;
(2)最佳銷釘結構是一個導程內安裝5排,每排5個12 mm銷釘。
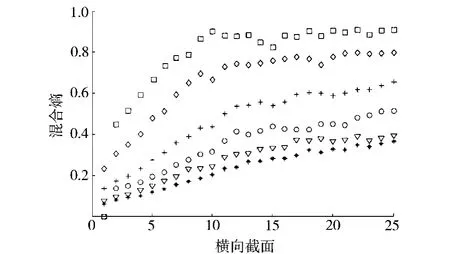
圖2 沿擠出方向不同截面上混合熵的變化Fig.2 Normalized mixing entropy on different cross-sections along the extrusion direction
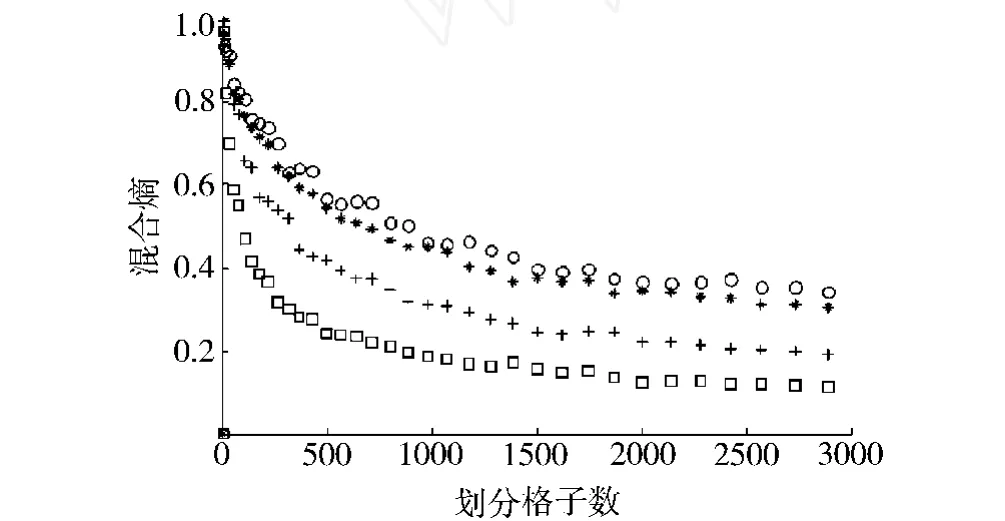
圖3 混合熵隨格子的變化Fig.3 Normalized mixing entropy against grid number
[1] Soundararajan S,Shit C S.Studies on Properties of Polyolefins,PolypropyleneCopolymer(PPCP)Blends withPoly(oxy methylenes)(POM)[J].Polymer Testing,2001,20:313-316.
[2] Yao W G,Takahashi K,Koyama K.Experimental Study on Distributive Mixing Characteristics of a New Type of Pin Mixing Section[J].Polymer Engineering and Science,1997,37(3):615-622.
[3] Yao W G,Takahashi K,Koyama K.The Effect of a New Type of Pin Mixing Section on the Performance of a Single-screw Extruder[J].Polymer Engineering and Science,1998,38(10):1623-1632.
[4] Wong A C Y,Lam J C M.Comparison of Mixing Characteristics of Single-screws Having Different Mixing Elements[J].Advances in Polymer Technology,2000,19(1):1-13.
[5] Yao W G,Tanifuji S,Takahashi K,et al.Mixing Efficiency in a Pin Mixing Section for Single-screw Extruders[J].Polymer Engineering and Science,2001,41(6):908-917.
[6] Hwang W R,Kang K W,Kwon T H.Dynamical Systems in Pin Mixers of Single-screw Extruders[J].American Institute of Chemical Engineers,2004,50(7):1372-1385.
[7] AlemaskinK,Manas-ZloczowerI,Kaufman M.Color Mixing in the Metering Zone of a Single Screw Extruder,Numerical Simulations and Experimental Validation[J].Polymer Engineering and Science,2005,45(7):1011-1020.
[8] 劉 菊,董力群,梁 軍.銷釘注塑螺桿對物料混合效果的研究[J].橡塑技術與裝備,2008,34(1):1-6.
[9] Ottino J M.The Kinematics of Mixing:Stretching,Chaos and Transport[M].Cambridge:Cambridge University Press,1989:3.
[10] 耿孝正,張 沛.塑料混合及設備[M].北京:中國輕工業出版社,1993:117.
Numerical Study on Distributive Mixing Performance of Mixing Section of Pin Single-screw Extruders
LI Xiaocui,PEN GJiong,CHEN Jinnan
(School of Chemical Engineering and Environment,Beijing Institute of Technology,Beijing 100081,China)
The mixing efficiency in the pin mixing section of a single-screw extruder was evaluated using the normalized mixing entropy.Nine different arrays of the pin mixing sections were designed with the orthogonal design method.The isothermal flow fields of polypropylene melt in the mixing section were calculated using a finite element method.The effects of the row number in a pitch length,the pin number in each row and the pin height on mixing efficiency were discussed.It was found that the normalized mixing entropy increased along the extrusion direction.The best mixing efficiency was obtained by a configuration with five rows of five 12 mm high pins in a single screw pitch.
pin screw;mixing efficiency;numerical simulation;mixing section
TQ320.66
B
1001-9278(2010)02-0109-04
2009-10-14
聯系人,jiongpeng@bit.edu.cn
