基于正交試驗與數值模擬的木塑異型材擠出機頭流道設計方法
2010-12-01 09:12:20苗立榮劉天濤方曉鐘
中國塑料 2010年10期
趙 峰,薛 平*,苗立榮,劉天濤,方曉鐘
(1.北京化工大學機電工程學院,北京100029;2.安徽國風木塑科技有限公司,安徽合肥230011)
基于正交試驗與數值模擬的木塑異型材擠出機頭流道設計方法
趙 峰1,薛 平1*,苗立榮1,劉天濤1,方曉鐘2
(1.北京化工大學機電工程學院,北京100029;2.安徽國風木塑科技有限公司,安徽合肥230011)
建立了一種基于正交試驗與數值模擬的木塑異型材擠出機頭流道的設計方法,其主要原理是:在結合木塑復合材料流變行為的基礎上,將異型材擠出機頭流道的主要幾何參數定義為正交試驗因素,利用正交設計方法對這些幾何參數進行試驗安排;使用Inventor軟件三維參數化尺寸驅動系統實現流道模型的迅速建立;通過專業計算流體力學有限元分析軟件Polyflow完成機頭流道內熔體的模擬計算和仿真分析;選擇適當的評價標準對模擬結果進行正交優化,最終獲得機頭流道的合理參數。依據這種方法,對立柱木塑異型材進行了機頭流道的設計,最終得到理想的設計結果。
正交試驗;數值模擬;異型材;機頭;流道;木塑復合材料
0 前言
隨著木塑復合材料在建筑領域的應用,異型材制品的種類越來越多,市場對其品質的要求也越來越高。一般來說,木塑復合材料異型材的截面形狀非常復雜,配合尺寸和精度要求較高,在機頭各模板幾何尺寸基本確定的情況下,機頭的流道、構造及加工精度是決定異型材形狀、尺寸精度及表觀質量的主要因素。在傳統工業生產中,擠出機頭的設計一般采用“Trial and Error”的方法,該方法需要反復試模、修模來達到預期效果,導致制造周期長[1],制造成本提高。隨著計算科學及CAD/CAE/CAM技術的不斷發展,形成了多種以數值模擬為手段的機頭設計方法,其中包括數值計算方法、機頭CAD設計系統及將機頭內熔體的流動狀態與機頭流道參數相結合的設計方法,并取得了豐富的研究成果[2-6]。但是,前人研究的數值計算方法主要應用在常規塑料擠出機頭和一些斷面幾何形狀較簡單的異型機頭上,而對斷面復雜和特殊物料的異型機頭研究相對較少。為了能夠更好地指導異型材機頭的設計,縮短設計周期,優化流道結構,就需要找到一套應用方便、理論與經驗相結合,在企業中易于使用的木塑異型材機頭流道設計方法。因此,本文展開了對一種基于正交試驗與數值模擬的木塑復合材料異型材機頭流道設計方法的研究。
1 擠出機頭流道設計方法
1.1 試驗設計方法
試驗設計方法主要討論如何合理地安排試驗以及對試驗所得的數據如何分析等問題[7-8]。正交試驗設計法具有如下特點:(1)完成試驗要求所需的實驗次數少;(2)數據點的分布很均勻;(3)可用相應的極差分析方法、方差分析方法、回歸分析方法等對試驗結果進行分析,得出許多有價值的結論。正交試驗設計法利用規格化的正交表合理安排實驗,在多因素多水平試驗中選擇有代表性的搭配,以較少的實驗次數即可了解到全面的情況,從而避免全面試驗,高效地獲得最優方案。因此,這種方法日益受到研究工作者的重視,在實踐中獲得了廣泛的應用。
1.2 計算機輔助分析
塑料模具CAE技術主要是利用高分子材料學、流變學、傳熱學、計算力學和計算機圖形學等基本理論,建立塑料成型過程的數學和物理模型,構造有效的數值計算方法,實現成型過程的動態仿真分析。它使人們對塑料成型過程的認識從宏觀進入微觀、從定性進入定量、從靜態進入動態,為優化模具設計和控制制品成型過程,獲得理想的最終產品,提供科學依據和設計分析手段。
1.3 流道設計方法
使設計者和工程技術人員在模具加工前完成試模工作,使生產操作人員預測工藝參數對制品外觀和性能的影響,有目的地修正設計方案和工藝條件,多快好省地進行新產品、新工藝的研究開發,成為現階段模具CAE技術的熱點問題。根據安徽國風木塑科技有限公司國家級企業技術中心項目的要求,針對生產的具體木塑異型材產品,建立了木塑復合材料加工特性參數、CAD參數化設計、Polyflow逆向擠出口模設計技術及正交試驗優化設計方法的異型材擠出機頭流道計算機仿真系統。通過該系統,可以仿真木塑復合材料熔體在異型材機頭流道內的流動狀況,獲得流道中的速度分布、壓力分布及剪切速率分布等流場數據,并結合正交試驗優化方法進行優化,最終得到較理想的流道結構。本文建立的基于正交試驗優化的木塑異型材擠出機頭CAE設計方法的流程圖如圖1所示。

圖1 木塑異型材擠出機頭流道的計算機輔助分析及優化流程圖Fig.1 Design procedure charts of profile die runner based on numerical simulation and orthogonal test
從圖1可以看出,本文采用了具有三維參數化尺寸驅動系統及獨特的自適應技術的Autodesk Inventor Professional軟件進行機頭流道仿真模型的建立,通過直接對參數表中的參數進行更改、公式編輯和注釋等,只要公式合理和參數變化在合理的范圍內,三維實體都將根據變化后的參數值而改變,這樣可以有效提高建模效率,節省大量時間。本文所建立的機頭流道設計方法還運用了Polyflow軟件“逆向擠出”技術,通過Polyflow重新生成網格功能和漸變法對制品自由表面和口模內的固定部分及自適應部分進行設定,并對其進行反復迭代計算以得到合適的口模形狀和尺寸,對逆向擠出的口模結果進行數據圓整和修正,最終確定該異型材制品擠出機頭的口模尺寸。
2 實例研究
為了驗證基于正交試驗的木塑異型材擠出機頭流道設計CAE方法的可行性,選擇了木塑復合材料立柱異型材制品的機頭進行流道的CAE仿真分析及優化設計。
2.1 立柱木塑異型材制品截面形狀
圖2所示的是立柱木塑異型材制品及其截面形狀。該木塑立柱異型材制品的特點是表面有凹槽,中心存在十字加強筋。從圖2可以看出,制品截面中心位置熔體流通面積最大,4個角及4個棱邊與十字加強筋交匯的T形位置流通面積次之,加強筋截面面積最小。在考慮到木塑復合材料流變數據特殊性的前提下,怎樣確保出口流速均勻,成為設計的難點。

圖2 立柱制品外觀及截面尺寸Fig.2 Appearance and section geometry size of pillar products
2.2 本構方程及假設條件
根據本文所建立的設計方法,使用Instron3211毛細管流變儀對立柱木塑異型材制品所用材料進行流變參數測量。從測試結果可以看出,木塑復合材料的黏度相對較低,在其加工范圍內呈現較標準的假塑性流體性質,又知其彈性較小,因此該種木塑復合材料適用于冪律模型,如式(1)所示。

式中 K——黏度系數,通常為聚合物熔體的零切黏度,Pa·s
λ——松弛時間,s
n——非牛頓指數˙
γ——剪切速率,s-1
該木塑復合材料在170℃時熔體的零切黏度是7000 Pa·s,在擠出機剪切速率范圍內的非牛頓指數為n=0.385。松弛時間λ在這里不考慮,取默認值1。
為了便于計算,同時使所研究的流動過程能滿足工程近似的要求,根據機頭流道的特點和物料的特性,作出如下假設:(1)流場為等溫穩定層流流場;(2)慣性力和重力等體積力忽略不計;(3)熔體為黏性不可壓縮流體;(4)物料在機筒內壁面無滑移。
2.3 邊界條件
(1)入口邊界條件設定為體積流量,根據SZSJ-80/156型錐形雙螺桿擠出機產量的80%計算得到入口流量為 Q=9.174×10-5m3/s;
(2)出口設為壓力邊界,設定出口壓力為零;
(3)根據壁面無滑移的假設,與壁面接觸的熔體層速度為零。
2.4 流道建立及流場模擬
根據上文所建立的基于正交試驗與模擬的異型材擠出機頭流道設計方法,本文建立了定型段和自由段的模型,并應用Polyflow逆向擠出技術進行機頭口模設計。將所得口模的尺寸進行圓整后,用于整體流道幾何模型的建立。以機頭出口熔體流速均勻性為優化目標建立流道幾何模型,分別建立了模型1、模型2和模型3。其流道幾何結構及速度場仿真結果如圖3、圖4、圖5所示。
從模型1的機頭流道幾何結構可以看出,該機頭結構是企業中常見的、典型的組合式機頭流道,該流道分流型芯的結構簡單,主要作用是對進入機頭中的熔體進行擴張、壓縮及定型。從模型1的速度場可以看出,熔體通過分流型芯后,速度分布不均勻,沿擠出方向的速度梯度大。從機頭口模出口熔體流動的等速線圖可以看出,加強筋十字中心的熔體速度要遠高于型材四角及 T形交匯區域的速度。這說明,傳統的分流型芯只是簡單地對熔體進行分配,只能保證熔體能夠充滿整個制品截面,但不能保證熔體達到均勻分布的效果,擠出將出現不穩定現象。因此,針對此種模型需要在中心區域增加阻流元件,來減小中心熔體的流動速度。

圖3 模型1的流道結構及流場仿真結果Fig.3 Runner structure and analysis results of model 1
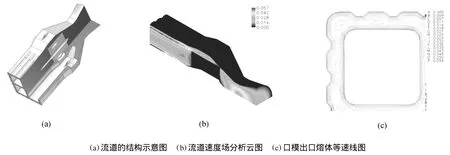
圖4 模型2的流道結構及流場仿真結果Fig.4 Runner structure and analysis results of model 2
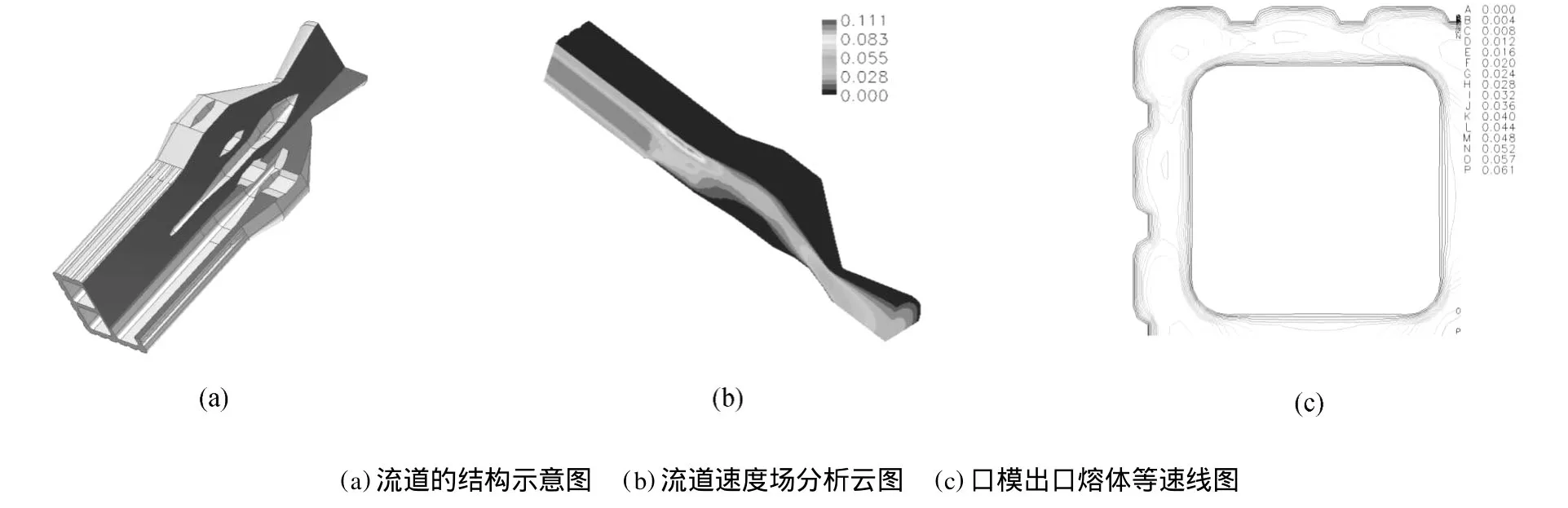
圖5 模型3的流道結構及流場仿真結果Fig.5 Runner structure and analysis results of model 3
從模型2的機頭流道幾何結構可以看出,在模型1流道幾何結構的基礎上,在型材中心位置增加了1根梭形阻流塊,該阻流元件伸出的4個側壁對過渡段加強筋流道中的熔體進行分流,使過渡段熔體速度分布更加均勻。從模型2的速度場可以看出,雖然熔體速度分布較均勻,但熔體流入機頸段后存在一定的湍流現象,由于分流板對十字加強筋的阻流作用,導致了十字加強筋流道中熔體的流動速度相對減小。從模型2口模出口的熔體流動等速線圖可以看出,模型2的速度均勻性相對模型1有了明顯的提高,但中心位置和四角位置熔體的流動速度還略高于其他位置,速度梯度還有待進一步的改善,需要對中心阻流塊的位置及十字加強筋流道的尺寸進行改進。
從模型3的機頭流道幾何結構可以看出,中心阻流塊的尺寸有所增大,且與分流型芯擴張段相連接,取消了過渡段加強筋中分流板的設置。從模型3的速度場可以看出,沿擠出方向熔體的速度梯度相對較小,且速度分布比較均勻,機頸段的湍流區域有所改善。從模型3的口模出口熔體流動的等速線圖可以看出,十字加強筋部分的熔體流速有所提高,機頭口模截面的熔體速度分布更加均勻。
通過對3個模型的比較可知,模型3的熔體速度分布更為均勻,流道結構較理想。下面按照本文所建立的CAE設計方法確定模型3的影響參數,并進行正交優化設計。
2.5 正交試驗
根據正交試驗設計方法及對3種不同幾何結構的分析,本文確定了7個結構參數作為影響熔體流動情況的主要因素:定型段長度(A)、收縮角正切值(B)、擴張角正切值(C)、型芯壓縮段截面定位尺寸(D)、型芯壓縮段截面尺寸(E)、型芯擴張角正切值(F)、型芯定型段中心阻流塊長度(G),其位置示意如圖6所示。每個因素取3個水平,采用 L18(37)正交表,共產生18個模型,分別定義為M1~ M18,其因素與水平值如表1所示。

圖6 立柱機頭流道試驗因素位置圖Fig.6 Locations of experimental factors for column-shaped extrusion die

表1 立柱機頭流道因素與水平表Tab.1 Factor and levels of pillar die runner
本文采用立柱口模對稱中心線上熔體速度的標準偏差、立柱口模對稱中心線上熔體最大速度與最小速度的差值、機頭壓力的最大值和剪切速率的最大值作為模型的優化指標進行模擬數據的采集,通過正交試驗的數據處理方法進行分析比較,得到了針對不同優化指標的最優方案,優化方案如表2所示。

表2 立柱機頭流道的優化方案Tab.2 Optimized solutions for pillar die runner
根據表2中不同評價標準得到的優化方案,對7個因素進行縱向分析,可得到以下結論:
(1)隨著定型段長度的增加,機頭口模處熔體速度的均勻性逐漸降低,機頭壓力逐漸增加,剪切速率先增加后降低。由于在木塑復合材料的擠出過程中,較高的機頭壓力可以保證獲得表面質量好、性能優異的制品,故隨著定型段長度的增加,制品的尺寸更加穩定,且隨定型段長度的增加,熔體速度均勻性降低的不很明顯。綜合考慮,定型段長度取160 mm較合適,機頭流道結構較合理。
(2)隨著收縮角正切值的增加,速度均勻性明顯增加,但機頭壓力隨之降低,剪切速率小幅增加。即隨著收縮角的增加,機頭壓力逐漸降低,但速度均勻性升高,剪切速率變化不明顯。綜合考慮,收縮角正切值取0.6時,機頭流道結構較合理。
(3)隨著擴張角正切值的增加,機頭口模處熔體速度的均勻性、機頭壓力及剪切速率逐漸增大。雖然剪切速率有所增大,但其仍在該物料的加工工藝限制的剪切速率范圍內。綜合考慮下,擴張角正切值取0.7時,機頭流道結構較合理。
(4)隨著型芯壓縮段截面定位尺寸的增加,對口模處熔體速度的均勻性和機頭剪切速率的影響不大,而機頭壓力隨著它的增加而有所降低。綜合考慮下,型芯壓縮段截面定位尺寸取23 mm時,機頭流道結構較合理。
(5)型芯壓縮段截面尺寸對機頭壓力,出口速度均勻性和剪切速率的影響都不大,考慮到速度均勻性的要求,型芯壓縮段截面尺寸取23 mm時,機頭流道結構較合理。
(6)隨著型芯擴張角正切值的增加,機頭口模處熔體速度均勻性、機頭壓力、機頭剪切速率都明顯降低。綜合考慮下,擴張角正切值取0.2時,機頭流道結構較合理。
(7)隨著型芯定型段中心阻流塊長度的增加,機頭出口速度均勻性得到明顯的改善,機頭壓力有一定的增加,而剪切速率則先減小后顯著增大。綜合考慮下,型芯定型段中心阻流塊長度取50 mm時,機頭流道結構較合理。
通過以上對正交優化結果的綜合分析可知,該立柱異型材擠出機頭流道的最終優化方案為:A3/B3/C3/D1/E3/F1/G3。根據該優化方案,建立新的流道模型進行模擬計算,其流道結構及模擬結果如圖7所示。從圖7可以看出,口模出口熔體速度分布、壓力分布等都達到了非常理想的效果。
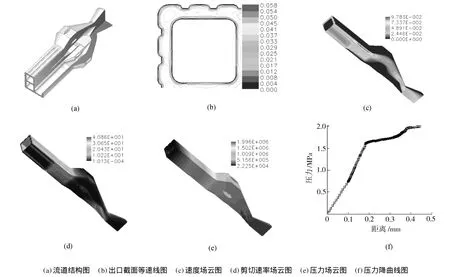
圖7 優化模型的流場仿真結果Fig.7 Simulation results of the optimized scheme
3 結論
(1)采用Inventor軟件三維參數化尺寸驅動系統實現了幾何模型的迅速建立;利用專業有限元分析軟件Polyflow完成了黏彈性流體的數值計算;采用正交試驗方法對機頭參數進行試驗安排及優化,使盡快有效地獲得最優方案;
(2)基于以上特點,此種方法能夠快速有效地完成復雜斷面的木塑異型材機頭流道的設計;
(3)依據這種基于正交試驗的木塑異型材擠出機頭流道設計CAE方法,對立柱制品進行了機頭流道的優化設計,最終得到了理想的機頭流道幾何結構及流場仿真結果,驗證了這種方法的合理性和可行性。
[1] 劉 斌,王敏杰,劉耀中.基于數值分析的塑料擠出模優化設計方法研究[J].機械工業學報,2003,39(5):139-144.
[2] Carneiro O S,Nobrega J M,Pinho F T.Computer Aided Rheological Design of Extrusion Dies for Profiles[J].Materials Processing Technology,2001,114:75-86.
[3] Nadhir L,Fabrice S,Stephan P.Design and Optimization of Three-dimesional Extrusion Dies Using Constraint Optimization Algorithm[J].Analysis and Design,2009,45:333-340.
[4] Chitkara N R,Celik K F.Extrusion of Non-symmetric T-shaped Sections:An Analysis and Some Experiments[J].Mechanical Sciences,2001,43:2961-2987.
[5] 楊超君.基于三維實體造型的塑料異型材擠出機頭CAD系統[J].江蘇理工大學學報,1998,19(5):28-33.
[6] 宋滿倉,趙丹陽,王敏杰.塑料異型材擠出模CAD系統研究[J].大連理工大學學報,2003,43(5):627-631.
[7] 馬成良,張海軍,李素平.現代試驗設計優化方法及應用[M].鄭州:鄭州大學出版社,2007:121-137.
[8] 任露泉.試驗設計方法[M].北京:科學出版社,2009:6-60.
Design Method of Die Runners for WPC Profiles Based on Numerical Simulation and Orthogonal Test
ZHAO Feng1,XUE Ping1*,MIAO Lirong1,LIU Tiantao1,FAN G Xiaozhong2
(1.School of Mechanical and Electrical Engineering,Beijing University of Chemical Technology,Beijing 100029,China;2.Anhui Guofeng Wood-plastic Composite Co,Ltd,Hefei 230011,China)
In this paper,a design method for a profile die runner was developed based on orthogonal test and numerical simulation.The procedure was as follows:the main parameters of the extrusion flow were defined as the experimental factors,a simulation model was formulated using Inventor software,and the situation of plastic melt flowing in the profile dies was simulated through Polyflow as a finite element analysis software.The appropriate criterion was selected to evaluate the results of orthogonal test and the parameters were optimized repeatedly,then the reasonable parameters were gained.Based on this method,column-shaped extrusion die for wood-plastic composite was designed and optimized,and eventually the ideal design results were obtained.
orthogonal test;numerical simulation;profile;die;runner;wood-plastic composite
TQ320.66+3
B
1001-9278(2010)10-0094-06
2010-05-15
2009年北京市教委共建項目
*聯系人,xuepmail@263.net
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
現代裝飾(2020年7期)2020-07-27 01:27:42
數學物理學報(2020年2期)2020-06-02 11:29:24
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
