基于Moldflow的熱流道雙色注射模具的流動平衡優化
2010-12-01 09:12:24賈建波王慎波
中國塑料 2010年10期
關鍵詞:優化
徐 巖,賈建波,王慎波
(北華大學機械工程學院,吉林吉林132021)
基于Moldflow的熱流道雙色注射模具的流動平衡優化
徐 巖,賈建波,王慎波
(北華大學機械工程學院,吉林吉林132021)
利用模流分析軟件Moldflow的充填分析和流動平衡分析模塊,分析了雙色牙刷熱流道注射模具的不平衡流動。通過調整流道的截面尺寸,得到良好的流動平衡,一次注射充填時間的不平衡率從38.2%降低為1.7%,充填末端壓力的不平衡率從39.6%降低為4.1%;二次注射充填時間的不平衡率為0.37%,充填末端壓力的不平衡率為4.5%。通過模擬確定了注射時間、注射壓力、熔體溫度和模具溫度等主要工藝參數。
熱流道;雙色注射成型;模具;流動平衡;工藝參數
0 前言
雙色注射成型技術可成型2種具有不同顏色的塑料制品,是一種模內組裝或焊接的“嵌件成型”工藝。常用的雙色注射成型技術是在專用的雙色注塑機上,通過具有水平旋轉機構的雙色注射模具一次注射完成[1-4]。
熱流道技術是指模具內的流道采用熱流道系統,通過加熱使澆注系統內的塑料始終處于熔融狀態,具有生產成本低、產品品質高和工藝控制優良等優點[5]。
本文采用熱流道雙色注射成型技術成型雙色牙刷。熱流道雙色注射模具一次、二次注射均采用一模八腔,屬非幾何平衡,此時考慮熔體在澆注系統中的流動平衡十分重要。本文采用Moldflow進行了兩次注射流動平衡分析,優化流道結構以達到各型腔充填時間及充填壓力的平衡,有效避免了因流道不平衡流動導致的飛邊、短射、制件密度不均勻、氣穴和熔接痕等缺陷,從而有效保證不同型腔內制件品質的一致性。
1 產品結構及模具工作原理
圖1是雙色牙刷產品效果圖,一次注射(牙刷頭部)采用韌性較好的丙烯腈-丁二烯-苯乙烯共聚物(ABS),二次注射(尾部與手接觸處部分)采用觸感較好的熱塑性彈性體(TPE)。
雙色牙刷生產采用具有旋轉機構的雙色注射模,一次雙色注射共完成8件產品,即一、二次注射均采用一模八腔結構模具。一次注射結束后,模具旋轉180°,合模,進行二次注射,且一次注射時澆口進料方向與開合模方向相同;而二次注射澆口進料方向與開合模方向成90°夾角。

圖1 雙色牙刷產品效果圖Fig.1 Double-color toothbrushes
2 流動平衡及工藝參數確定
2.1 初始計算及工藝參數設定
以流變學原理為基礎,經初步計算得到一次注射熱流道澆注系統中的二級分流道直徑大小分別為:φ8、φ6、φ4.7、φ4,澆口尺寸 φ1.5,具體排布方式如圖 2 所示[6]。
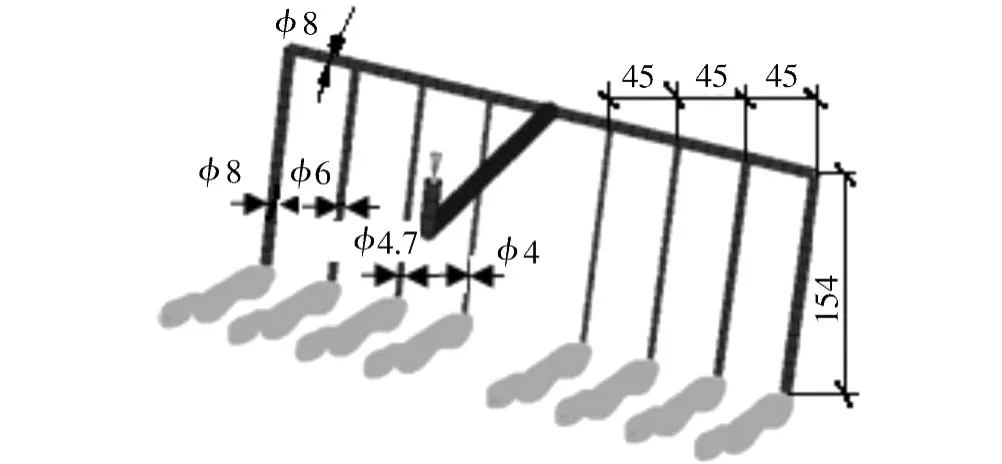
圖2 一次注射型腔布局及流道尺寸Fig.2 Cavities layout and sizes of runners for first injection molding
為確定成型最優產品的注射時間與模具溫度,采用成型窗口分析,初步確定注射時間-成型質量曲線如圖3所示。最佳成型質量系數0.9444對應的注射時間為1.112 s,在此基礎上,確定一次注射成型中的最佳注射時間、熔體溫度和模具溫度分別為1.112 s、240℃和55℃,流動前沿溫升3℃,壓力變化量4.39 MPa。
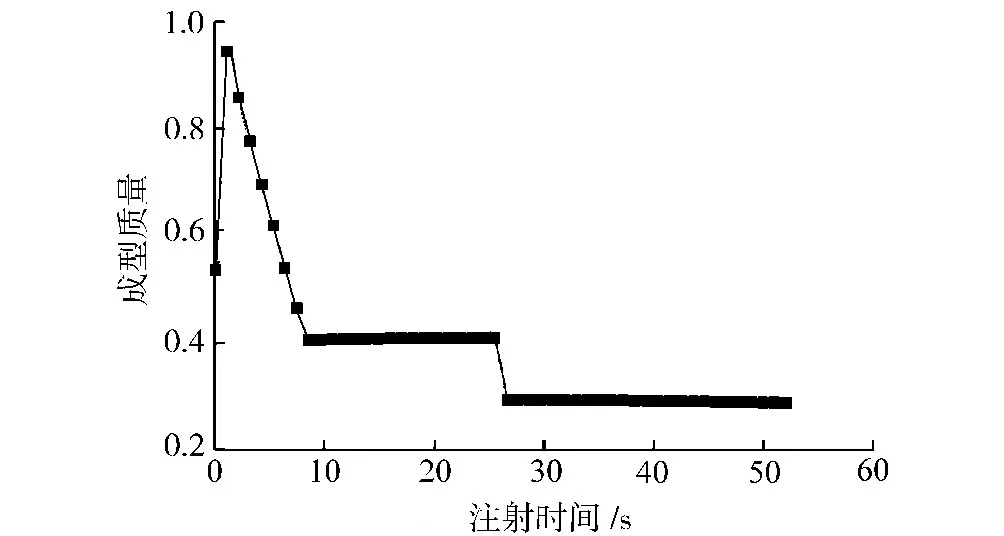
圖3 一次注射的成型質量與注射時間關系曲線Fig.3 Curves for forming quality versus different injection time for first injection molding
二次注射的型腔排布與一次注射相同,兩次注射的流道長度基本相等,通過對比,兩次注射用材料的允許最大剪切速率和最大剪切壓力相差不大,因此可將二次注射的初始二級分流道尺寸設定與一次注射相同 :直徑分別為 φ8、φ6、φ4.7、φ4,澆口尺寸為 φ1.5,型腔排布如圖2所示。由成型窗口得二次注射的最佳成型質量系數0.9531對應注射時間為1.708 s,由此確定最佳注射時間、熔體溫度和模具溫度分別為1.708 s、190℃和50℃,流動前沿溫升2.8℃,壓力變化量6.1 MPa。
2.2 流動平衡分析
U G建模,模型導入MPI前對網格進行修復簡化,以保證網格質量。在CAD doctor中進行處理,主要修復內容包括:小圓角、破面、漏空、交叉平面、自由邊界、微小結構主體單元等。本模型中主要是將牙刷頭部的圓孔簡化以提高模型的網格質量。簡化修復前后的結果如圖4所示。
將修復好的模型導入MPI進行網格劃分,網格劃分信息如表1所示。
根據 2.1 節的理論計算結果 φ8、φ6、φ4.7、φ4,依靠實體曲線,手動創建一次注射的澆注系統,賦予其熱流道屬性,之后對其進行網格劃分。按照最佳注射時間、熔體溫度和模具溫度分別為1.112 s、240℃和55℃的工藝進行充填分析。
3 結果和討論
3.1 流動平衡結果
多次手動調整二級分流道的截面尺寸,經充填分析得到一次注射流道平衡優化前后的充填時間和充填末端的壓力結果,如圖5和圖6所示。從圖5可知,流道平衡優化前,各型腔的充填時間存在較大差異,最大為1.254 s,最小為0.775 s,不平衡率達38.2%;流道平衡優化后,各型腔的充填時間均勻,不平衡率僅為1.7%,充填時間 1.209 s。
充填壓力不平衡對一模多腔產品的成型十分不利,可能導致某些產品欠充填,而某些產品又過保壓,不僅有飛邊等產生,還會降低模具的壽命。從圖6可知,流動平衡前各型腔的壓力明顯大于優化后,平衡后的充填末端壓力在16.5 MPa左右;平衡前各型腔充填末端的壓力差為14.28 MPa,不平衡率為39.6%,而平衡后壓力的不平衡率僅為4.1%;經流動平衡優化的二級分流道截面尺寸為 φ8、φ7.2、φ6.4 和 φ5.8。
用相同的方法,對牙刷尾部進行二次注射的流動平衡優化,優化后二級分流道的截面尺寸為φ8、φ7.3、φ6.5、φ5.85,平衡后的充填時間和充填末端壓力結果如圖7和圖8所示,二次注射的充填時間為1.853 s,充填末端壓力在5 MPa左右,充填時間和充填末端壓力的不平衡率分別為0.37%和4.5%,平衡效果良好。
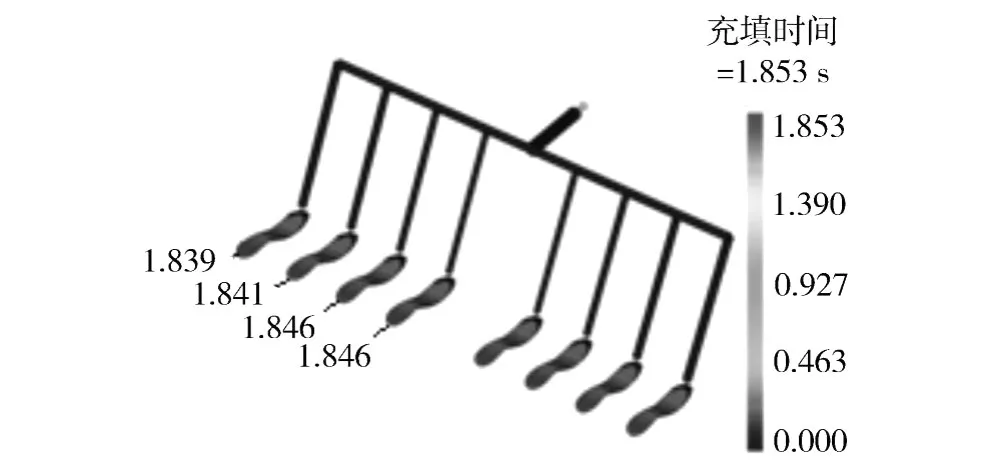
圖7 二次注射流動平衡后的充填時間Fig.7 Filling time for second injection molding after flow balance
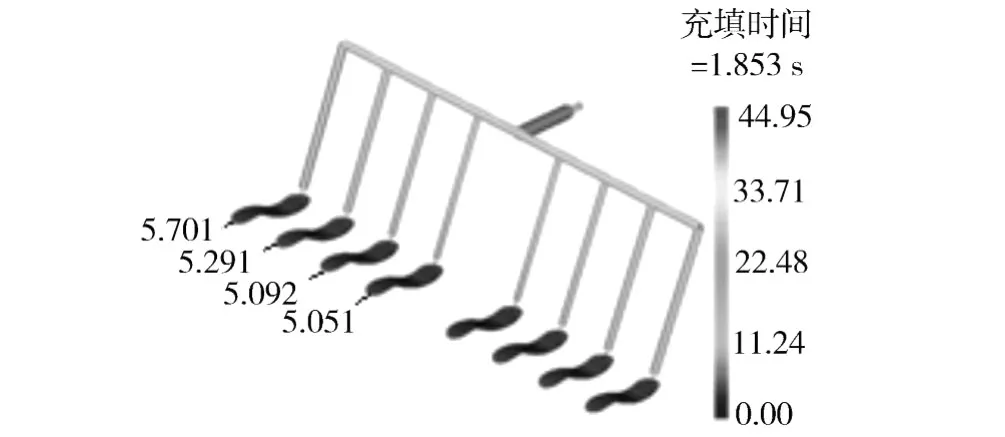
圖8 二次注射流動平衡后的充填末端壓力Fig.8 Pressure for second injection molding after flow balance
3.2 雙色注射工藝參數的確定
完成多型腔流動的平衡分析后,將流動平衡的澆注系統應用于Moldflow中的 Thermoplastics Overmolding模塊進行雙色注射的整體分析。
2次注射的注射壓力隨時間變化曲線如圖9所示。從圖9可以看出,兩次注射成型的注射壓力變化趨勢相同:在成型初期迅速增大,后逐漸減小并保持穩定狀態,直至進入保壓后逐漸增大至最大值后迅速減小;最大注射壓力分別為36.466 MPa和44.951 MPa,為成型設備的選擇提供依據。
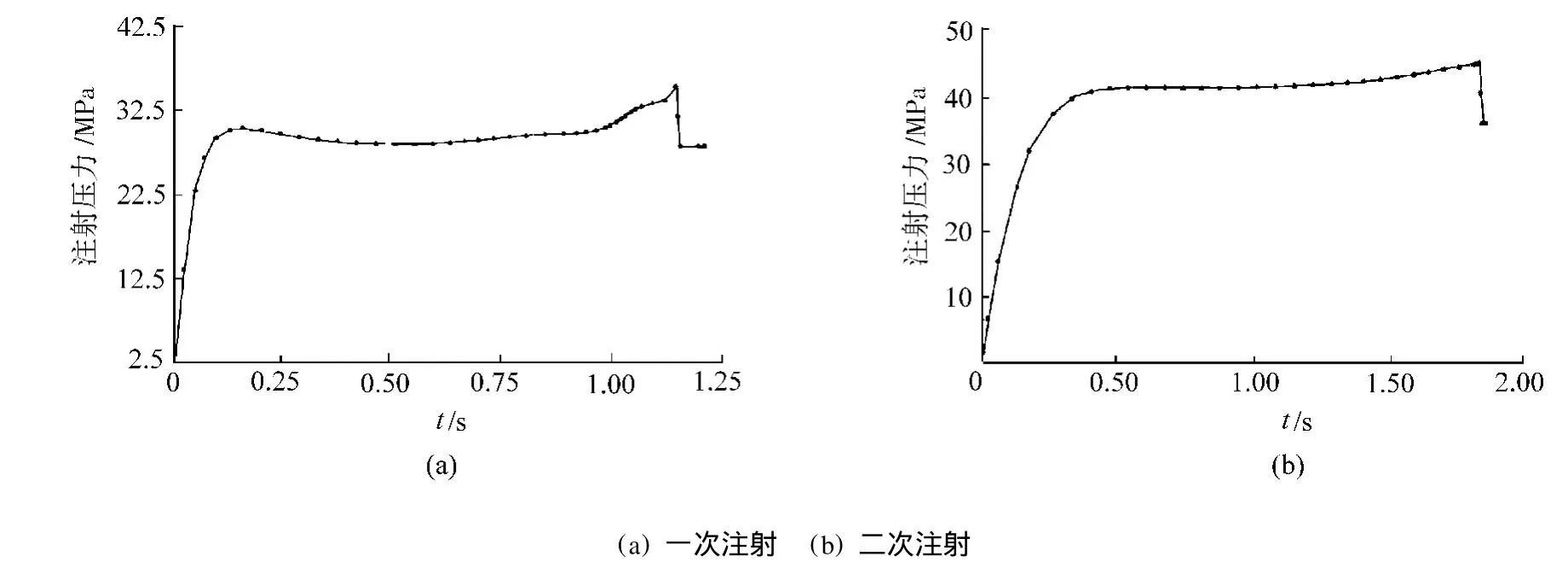
圖9 注射壓力隨時間的變化曲線Fig.9 Curves for injection pressure versus time
2次成型過程中流動前沿溫度的變化情況,結果如圖10所示。與冷流道注射不同,2次注射的流動前沿溫度呈上升趨勢,這是由于熱流道的持續加熱可忽略熱量損失,熔體流經澆口時還會產生較大的剪切熱所致;除上述原因外,還因一次注射的溫升未能及時散去,導致二次注射的溫升高于一次注射;2次注射前沿溫度的最大溫升分別為6.1℃和9.2℃,在材料允許的成型溫度范圍內,說明成型窗口確定的240、190℃的熔體溫度和55、50℃的模具溫度合理。
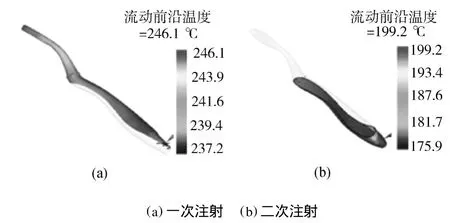
圖10 流動前沿溫度Fig.10 Temperature at flow front
4 結論
(1)經Moldflow的流動平衡優化分析,將原有兩次注射二級分流道的截面尺寸優化為φ8、φ7.2、φ6.4、φ5.8 和 φ8、φ7.3、φ6.5、φ5.85;
(2)流道平衡優化后,一次注射充填時間的不平衡率為1.7%,充填末端壓力的不平衡率為4.1%;二次注射充填時間的不平衡率為0.37%,充填末端壓力的不平衡率為4.5%;
(3)確定雙色注射的主要工藝參數為:一次注射壓力為36.466 MPa,充填時間為1.209 s,模具溫度為55℃,熔體溫度為240℃;二次注射壓力為44.951 MPa,充填時間為1.853 s,模具溫度為50 ℃,熔體溫度為190℃。
[1] 李冬梅,徐 巖,賈建波,等.雙色電器外殼的注射成型[J].中國塑料,2010,24(3):68-71.
[2] 洪劍城.基于Moldflow軟件的型腔各異模具流動平衡優化[J].工程塑料應用,2010,38(1):35-38.
[3] 翟 明,顧元憲,申長雨.注射模澆注系統位置優化設計[J].機械工程學報,2002,38(2):40-43.
[4] Beaumont J P,Nagel R,Sherman R.Successful Injection Molding:Process,Design and Simulation[M].Cincinnati:Hanser Gardner Publications,2002:118.
[5] 黃澤森.熱流道注射模流道板設計[J].模具工業,2007,33(6):45-48.
[6] 王建華,徐佩弦.注射模的熱流道技術[M].北京:機械工業出版社,2006:25-70.
Flowing Balance Optimization of Double-color Injection Mould with Hot Runners Based on Moldflow
XU Yan,J IA Jianbo,WAN G Shenbo
(School of Mechanical Engineering,Beihua University,Jilin 132021,China)
Using filling and flowing balance modules of Moldflow,unbalanced flowing of doublecolor toothbrushes injection moulds with hot runners was analyzed.By adjusting section sizes of runners,good flowing balance was obtained:in first injection molding,the unbalanced filling ratio was decreased to 1.7%from 38.2%,and the unbalanced pressure ratio was decreased to 4.1%from 39.6 %;unbalanced filling ratio and unbalanced pressure ratio was 0.37 %and 4.5 %separately for second injection molding.Main processing parameters were determined,including injection time,injection pressure,melt temperature and mould temperature.
hot runner;double-color injection molding;mould;flow balance;process parameter
TQ320.66+2
B
1001-9278(2010)10-0100-04
2010-07-17
聯系人,xuyan_916@163.com
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
