風電機組鑄鋼行星架鑄造工藝
2011-01-05 11:40:50邱桂永楊智勇管遵輝徐洪德
中國鑄造裝備與技術 2011年2期
邱桂永,楊智勇,管遵輝,徐洪德
(1.南車四方車輛有限公司,山東青島市 266300;2.北京交通大學軌道車輛結構可靠性與運用檢測技術教育部工程研究中心,北京 100044)
風電機組鑄鋼行星架鑄造工藝
邱桂永1,楊智勇2,管遵輝1,徐洪德1
(1.南車四方車輛有限公司,山東青島市 266300;2.北京交通大學軌道車輛結構可靠性與運用檢測技術教育部工程研究中心,北京 100044)
針對1.5MW風電機組行星架鑄造成型存在的技術難度進行工藝研究,重點從造型材料、澆注系統設計、熱處理等方面進行優化設計,并結合計算機數值模擬,生產出合格的產品。
風電機組;行星架;鑄鋼;鑄造工藝
近年來,隨著我國能源的持續緊缺及生態環境的日益惡化,風能作為最有開發利用前景和技術最成熟的一種可再生的清潔能源,越來越受到重視。我國的風能資源非常豐富,風電技術也日趨成熟,風力發電的發展非常迅速。風電齒輪箱是風電機組中的核心部件,對可靠性的要求也極為苛刻。大型風電齒輪箱均采用行星傳動,通過行星架輸入風輪葉片傳來的轉矩,行星架是典型的低速、重載、變轉矩和增速傳動件。在齒輪箱的故障率中行星傳動的故障率約占40%[1],行星架質量的可靠性對機組的安全運行具有重要影響。1.5MW級機組用鑄鋼行星架鑄件輪廓尺寸?1200mm×1200 mm,毛坯重約4.4t;受力很復雜,機組對行星架強度、剛度和內在質量都有很高的要求;材料采用超高強度等級的G32NiCrMo8-5-4,該材料合金含量較高,鋼液流動性差,有一定的鑄造難度。本文針對1.5MW機組用鑄鋼行星架為研究對象,以MAGMA-soft軟件為模擬手段,通過對其凝固過程模擬分析和工藝優化,形成了行星架鑄件的成套生產工藝,生產出的行星架合格率高、生產經濟性好,具備了批量工業化生產的基礎。
1 鑄件結構及質量要求
1.1 行星架簡介
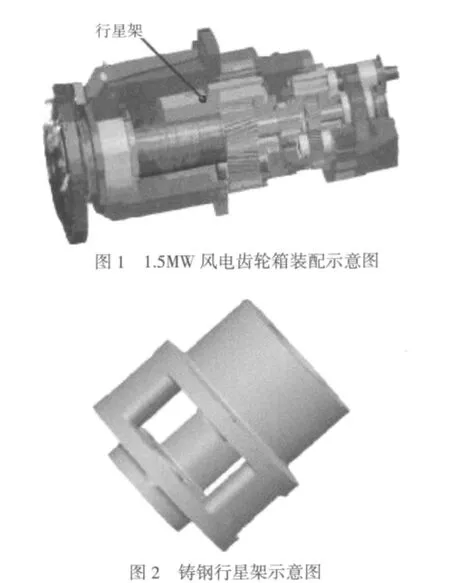
由圖1可見,行星架是齒輪箱的核心部件,結構如圖2所示。工作時,其支撐主軸、承受縱向力。因風電機組必須滿足長期工作免維護的要求,故系統對行星架有很高的可靠性要求。
1.2 鑄造質量要求
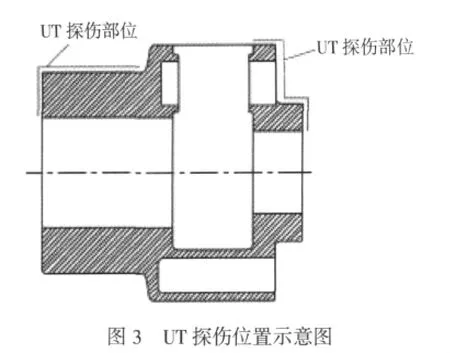
行星架選用的材料是G32NiCrMo8-5-4,有良好的強韌性、較高的屈強比。鑒于行星架在齒輪箱中的重要性,行星架鑄件不得有影響強度的缺陷,輪轂處及各孔處等主受力部位應經超聲波探傷(UT),探傷部位如圖3所示,質量要求不低于JB/T5000.14—1998技術條件中的2級。鑄件外表面及內表面經濕法熒光磁粉探傷(MT)檢查,不應有裂紋。
2 鑄造工藝設計及其模擬分析
2.1 行星架的鑄造工藝
為確保鑄件內、外質量,決定采用透氣性和潰散性均較優的酯硬化水玻璃砂造型[2],局部砂芯和圓角處采用水玻璃鉻鐵礦砂-CO2硬化。
采用底注式澆注系統,以使鋼液平穩進入鑄型。直澆道直徑?80mm,橫澆道2道,直徑為?60mm,內澆道4道,直徑為?60mm。形成開放式澆注系統,各截面的比例為:F直∶F橫∶F內=1∶1.125∶2.25。開放式澆注系統的優點是鋼液平穩進入鑄型,能避免鋼液飛濺產生鐵豆。
為了提高冒口的補縮效率,采用階梯式澆注系統,在接近冒口根部設置階梯內澆道,直徑為?80mm。當澆注鋼液到達冒口根部高度時,階梯澆口開始進鋼液,冒口進入高溫鋼液,以提高冒口的補縮效率。
鑄件設置一個頂冒口,直徑?940mm,高度550mm。鋼液澆注完畢后在冒口液面覆蓋冒口發熱劑(加入量為鋼液量的1.5%),以減緩冒口的冷卻速度,提高冒口的補縮效率。
鑄件澆注溫度為1550~1560℃,漏包澆注,澆注口直徑?60mm,單件澆注7200kg,每包澆2件。
2.2 化學成分優化
為提高G32NiCrMo8-5-4鋼的鑄造工藝性能和焊修性能,在保證滿足力學性能的前提下,決定將C及Ni、Mo、Cr等合金元素控制在表1規定值的下限,制定了冶煉時的內控化學成份指標,如表1所示。

表2 試樣的力學性能
2.4 力學性能要求
隨爐砂型單鑄試棒力學性能見表2。
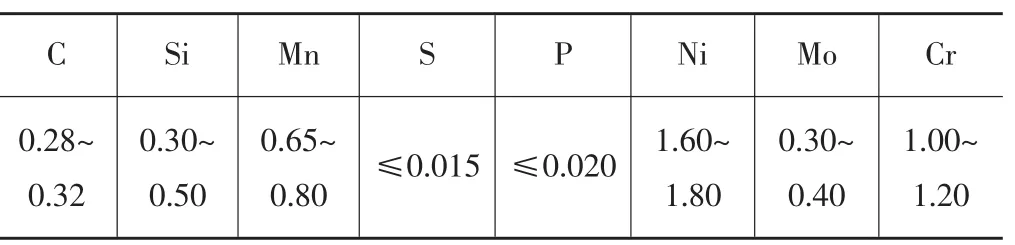
表1 化學成分控制(質量分數,%)
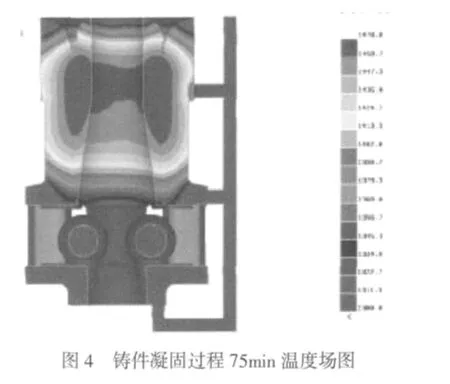
2.4 鑄造工藝模擬
為確保上述澆注參數選擇合理,使用澆注分析軟件MAGMA-soft進行了凝固溫度場分析,圖4是模擬計算得出的鑄件澆注75min后的溫度場分布圖。由圖示溫度分布可知,鑄件在凝固過程中形成由下而上到冒口,溫度逐步升高的溫度場分布形式,這種溫度場分布形式有利于鑄件的凝固補縮。因此可以認為鑄件的澆注參數設計是合理的。
3 試制中出現的問題及其解決措施
3.1 試制中出現的問題
用上述工藝試制了94版和03版兩個規格的鑄鋼行星架,鑄件力學性能、內在質量和表面質量等雖然基本達到了用戶要求,但存在鑄件表面和內部缺陷較多,焊修工作量大、成本和廢品率較高等缺點。經對缺陷進行技術分析,主要有以下幾類:
(1)二次夾渣
對行星架進行濕法熒光磁粉探傷時,鑄件表面局部有大量的毛細裂紋狀缺陷,對這些缺陷進行分析,實際上均是夾渣。圖5是行星架鑄件缺陷部位的取樣。
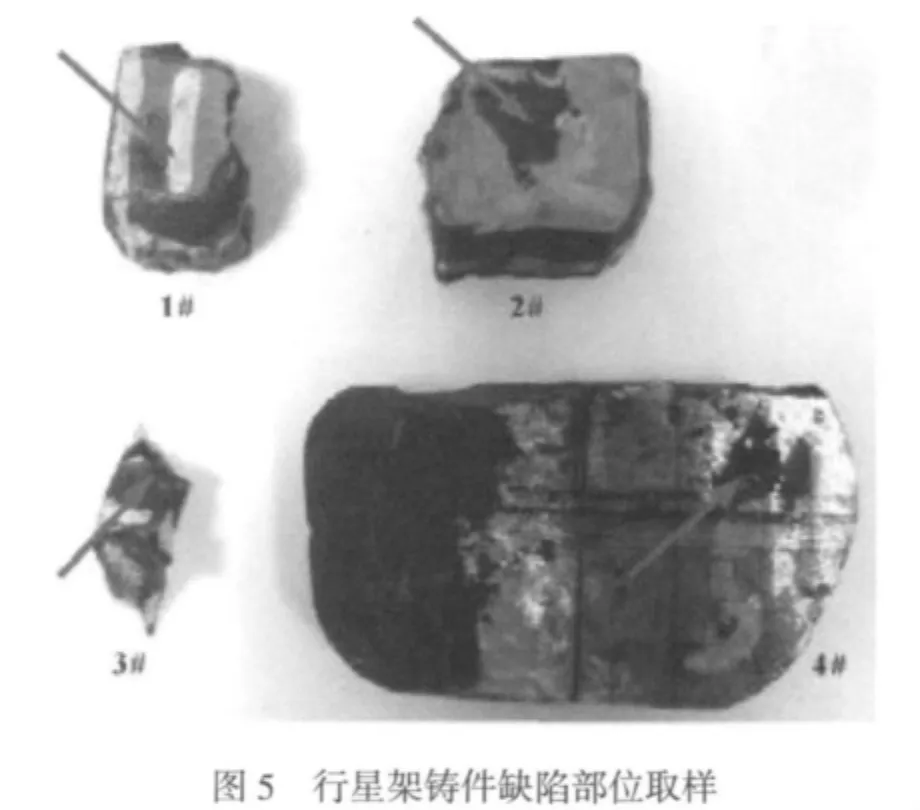
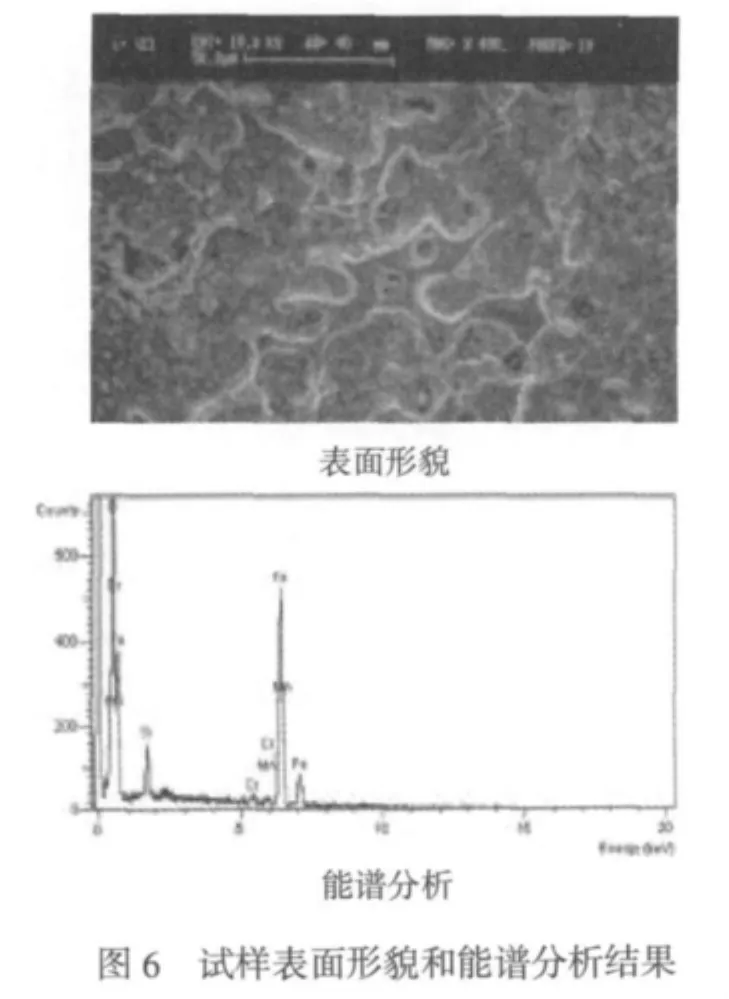
圖6(a)中試樣的表面形貌呈流態狀,能譜分析結果表明成分主要由 Fe、Si、Mn、Cr、O 等元素組成,表明該處是 Fe、Si、Mn、Cr的氧化夾渣。
(2)氣孔
在澆注結束后可以在冒口中看到不斷有氣泡冒出,說明鋼液中產生了氣體,在凝固過程中析出。氣體的來源有三種可能:
第一種可能是鋼液含氣量高,隨著鋼液溫度降低,氣體從鋼液中析出。
第二種可能是鋼液與造型材料(型砂或涂料)發生反應產生氣體,氣體進入鋼液形成氣泡,氣泡不斷上升從冒口析出。然而,根據澆注后鑄件的表面質量分析,鑄件表面光滑,沒有發生鋼液/造型材料反應的跡象。
第三種可能是造型材料發氣。造型材料在高溫鋼液加熱下發氣,產生的氣體進入鋼液形成氣泡,一部分氣泡不斷上升從冒口析出,來不及溢出的氣泡在鑄件中形成氣孔。
因此,鋼液質量和造型材料發氣是產生氣孔的根源。
(3)行星架上下法蘭間的3個三角立柱跟部裂紋
經統計分析,3個三角立柱根部沒有裂紋的鑄件約占20%,1處有裂紋的鑄件約占20%,2處有裂紋的鑄件約占60%,沒有發現3個三角立柱根部都有裂紋的鑄件。這一方面與鑄件凝固收縮受阻有關,而且還與鑄件凝固過程中徑向溫度場分布不均勻有關。
3.2 解決措施
針對行星架鑄件的缺陷,鑄造工藝上采取了以下措施。
(1)提高鋼液冶煉質量
嚴格控制鋼液冶煉過程,減少鋼液氣體含量和夾渣物含量,有利于較少鑄件夾渣和降低產生氣孔的可能性。
(2)改進澆注系統將開放式澆注系統改成半封閉式澆注系統,較少澆注過程中鋼液的氧化吸氣。直澆道由?80mm改為?100mm,橫澆道和內澆道保持不變,則澆注系統各截面的比例為:F直∶F橫∶F內=1∶0.72∶1.44。
由于澆注系統采用了半封閉結構,階梯式澆口必須進行相應的修改或去除。如去除階梯澆口,則澆注完畢后必須補澆冒口,提高冒口鋼液的溫度,以提高冒口的補縮效率。補澆冒口完畢后在冒口鋼液液面覆蓋發熱劑。
(3)內澆道與鑄件結構呈對稱布置,提高溫度場徑向分布均勻性;局部提高砂芯的退讓性,防止鑄件圓角處產生裂紋。
(4)行星架上下法蘭間砂芯近表面布置?10mm通氣繩,使造型材料產生的氣體盡可能通過通氣道排出,防止氣體進入鑄件。
(5)行星架上下法蘭間砂芯近3個三角立柱跟部處填埋秸稈等易燃材料,鑄件澆注后這些填埋材料被燒毀,改善砂芯的退讓性,防止鑄造裂紋的產生。
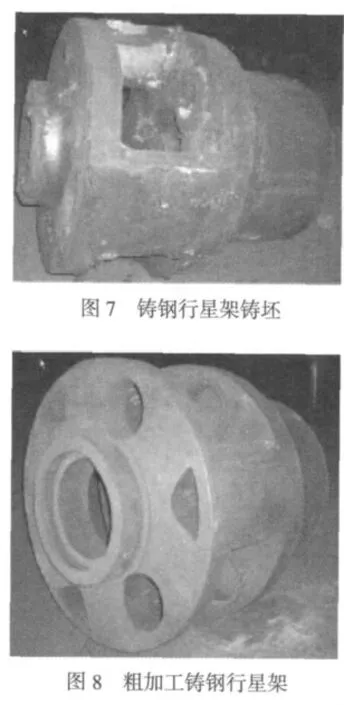
按以上改進后的工藝及流程開始了小批量生產行星架,經探傷、熱處理、加工,生產出了合格產品,鑄件加工前后的外觀情況分別見圖7、圖8。從探傷結果看,鑄件表面(MT探傷)合格率達到了97%,內部質量(UT探傷)合格率達到了95%,證明通過本項研究所確定的鑄件工藝合理、完善,且根據目前資料看還具備一定的先進性。同時,由于保證了成品率,使鑄件的生產有較好的經濟性,具備了批量工業化生產的基礎。
4 結論
通過對風力發電機組行星架結構工藝性研究,以及鑄造用合金鋼化學成分的優化的研究,形成了行星架鑄件的成套生產工藝;冶煉出了化學成份和各項性能均合格、且燒注性能較優的G32NiCrMo8-5-4鋼液;通過對鑄鋼行星架鑄造工藝的優化設計,生產出的行星架合格率高、生產經濟性好,具備了批量工業化生產的基礎。此外,所研制的工藝具有參數選擇合理、布局流暢、經濟性好、系統性強等優點,具有一定的先進性。
[1]劉忠明,段守敏,王長路.風力發電齒輪箱設計制造技術的發展與展望[J].機械傳動,2006,30(6):l~6.
[2]俞正江,鄭慧.有機酯水玻璃砂在特大型鑄鋼件上的應用[J].鑄造,2007,56(11):l2l5~l2l7.
Casting Technique of Planet Carrier Used for W ind Turbine Set
QIU GuiYong1,YANG ZhiYong2,GUAN ZunHui1,XU HongDe1
(1.CSR Sifang Rolling Stock Co.Ltd.,Qingdao 266033,Shandong,China;2.Engineering Research Center of Struc ture Reliab ility and Operation Measurement Technology of Rail Guided Vehic les,Beijing Jiaotong University,Beijing 100044,Beijing China)
The p rocess d ifficulty of the p lanet carrier casting used for 1.5MW w ind turbine set has been stud ied w ith emphasis in op timal design of aspects such as the mold ing materials,gating system design,heat treatment etc.,and combined w ith com puter numerical simulation,hence the qualified castings were obtained.
Wind turbine set;Planet carrier;Steel castings;Casting technology
TG260;
A;
1006-9658(2011)02-4
2010-10-11
2010-148
邱桂永(1968-),男,工程碩士,研究方向:大型鑄鋼件成型工藝研究
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02