不同地區膨潤土鑄造性能試驗研究
2011-01-06 08:28:46謝愛虎
中國非金屬礦工業導刊 2011年6期
關鍵詞:改性
謝愛虎
(湖北中非膨潤土有限公司,湖北 鄂州 436061)
不同地區膨潤土鑄造性能試驗研究
謝愛虎
(湖北中非膨潤土有限公司,湖北 鄂州 436061)
各地區膨潤土因成礦條件不同造就了其各自不同的性能與特點。本文對湖北、新疆、遼寧、河南、浙江等不同地區的膨潤土進行了鈉化改性試驗,探討了適合于各地區不同品級鑄造用膨潤土的工藝方案。
膨潤土;鈉化改性;鑄造性能
1 引言
膨潤土具有粘結強、可塑性高、脫膜好、透氣性優、高溫濕態條件下物理化學性能穩定等特點,廣泛用于鑄造行業粘土粘結砂中。
我國膨潤土資源豐富,儲量大,各地膨潤土礦因礦床形成機理不同,其性能各具特點。如新疆大部分膨潤土礦為天然鈉基土,具有非常好的膨脹性、阻水性等特點;遼寧部分地區膨潤土為鈉鈣基土,改性后膨脹性、熱穩定性好;湖北、河南地區膨潤土蒙脫石含量高、吸附性強等。
中國膨潤土礦床可分為三大成因類型[1]:火山沉積型、風化殘積型及熱液型。不同類型的膨潤土礦床受當地區域氣候、地理地貌、水文和水化學條件等因素影響,膨潤土成因不同造成其各自化學成分有明顯區別。如西北部高緯度干旱地區(甘肅、新疆)氣候干燥,雨量稀少,在強蒸發作用下,鈣呈方解石、石膏而析出,因此增高了介質中的鈉、鎂離子含量,使部分膨潤土自然改型為鈉基、鎂基膨潤土,其他地區則多為鈣基膨潤土。同種品位不同類型的膨潤土在同一種用途上具有一定的差別,需要進行膨潤土改性研究工作,使膨潤土的優異性能充分發揮出來。
2 試驗方法
2.1 試樣來源及性質
為了使不同地區膨潤土的鑄造性能得到充分比較,筆者從國內5個膨潤土礦藏量較大的地區各取了兩個不同的原礦,從中各自選擇鑄造性能更好的原礦進行改性處理。5種原礦產地分別為湖北鄂州、新疆、遼寧建平、河南信陽和浙江安吉,其中新疆兩原礦均為天然鈉基膨潤土,其余原礦均為鈣基膨潤土。
不同地區膨潤土原礦的鑄造性能指標詳見表1(注:膨潤土的復用性(即熱穩定性)是以膨潤土粉在600℃恒溫下經1h灼燒后吸藍量與灼燒前吸藍量比值)。
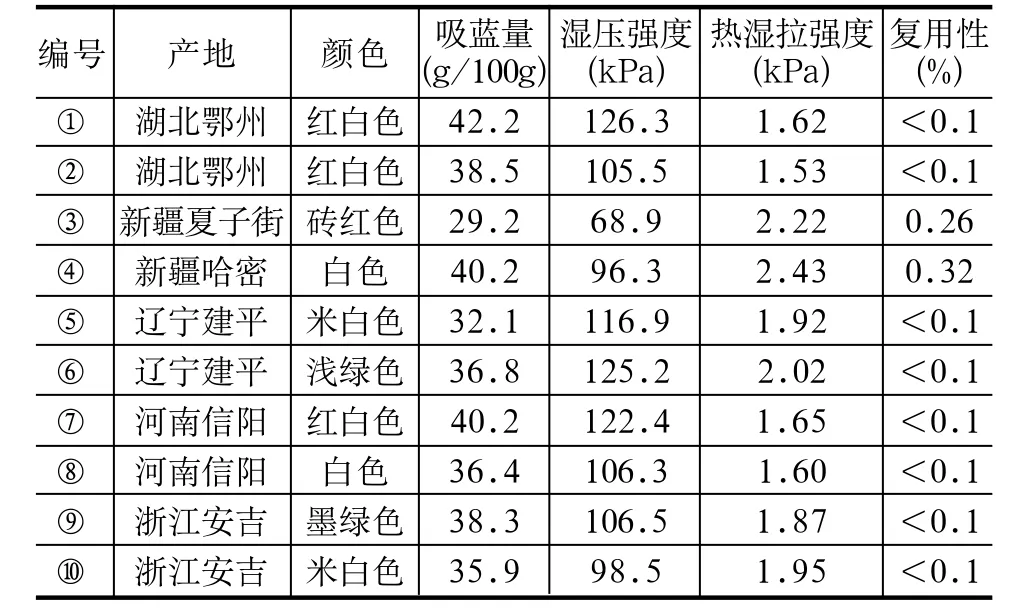
表1 不地區原礦鑄造性能指標
從表1可看出,從單獨某個區域來說,膨潤土濕壓強度與吸藍量均成正比,但因其各自性能不同,不同地區的膨潤土濕壓強度無法通過吸藍量作比較,如遼寧土⑥吸藍量只有36.8g/100g,但濕壓強度達到了125.2kPa,與湖北河南吸藍量40以上的土濕壓強度相當,而新疆哈密土吸藍量達到40.2g/100g,濕壓強度卻只有96.3kPa。新疆土因是天然鈉基土,復用性與熱濕拉強度均優于其他鈣基土。原礦熱濕拉強度與復用性都很低,因此需進行改性處理才能生產高檔次的鑄造用膨潤土產品。
2.2 試驗過程及步驟
為使各種改性方法的鈉化效果得到充分體現,均選擇各地區原礦性能較好膨潤土進行改性處理。
從5個地區分別選出編號①、④、⑥、⑦、⑨的原礦,采用堆場鈉化、對輥擠壓鈉化和螺旋擠壓鈉化等3種方法作對比,從而選擇各地區膨潤土合適的改性方法,為各地膨潤土生產廠家實際生產時節省能耗、降低成本提供依據,同時比較各地區膨潤土經過改性后的鑄造性能,為廣大用戶對鑄造用膨潤土產品的選擇作參考。
堆場鈉化試驗步驟:原礦→手選→破碎至5mm→加堿混勻→加水混勻→堆場陳化→干燥→磨粉檢測。
對輥擠壓鈉化試驗步驟:原礦→手選→破碎至2mm→加堿混勻→加水混勻→對輥擠壓→干燥→磨粉檢測。試驗采用手動小型對輥設備進行擠壓,雙輥間隙1mm。
螺旋擠壓試驗步驟:原礦→手選→破碎至2mm→加堿混勻→加水混勻→螺旋擠壓→干燥→磨粉檢測。試驗采用手動農用絞肉機進行擠壓。
3 試驗結果及討論
3.1 堆場鈉化結果與對比
堆場鈉化法陳化周期長,鈉化效果不明顯,但實際生產成本較擠壓鈉化低很多。殷錫鵬[2]通過對建平土進行改性研究發現,影響鑄造用膨潤土性能的關鍵因素是原礦類型、加工工藝及純堿的添加量。因此要想考察各地區膨潤土改性后的性能變化,需對同一種土做多組條件試驗,確定其加工最佳工藝條件。
不同地區膨潤土堆場鈉化最佳工藝條件及產品性能指標見表2。
由表2可知,因不同地區膨潤土吸水能力不同,堆場時利于其鈉化的水分也不一樣,新疆土為天然鈉基土吸水能力極強,因此堆場時表觀水分顯得很低,需要添加更多水量才能利于其鈉化,而湖北、河南土吸水能力弱,27%水分即可達到良好的外部水環境,利于離子交換。
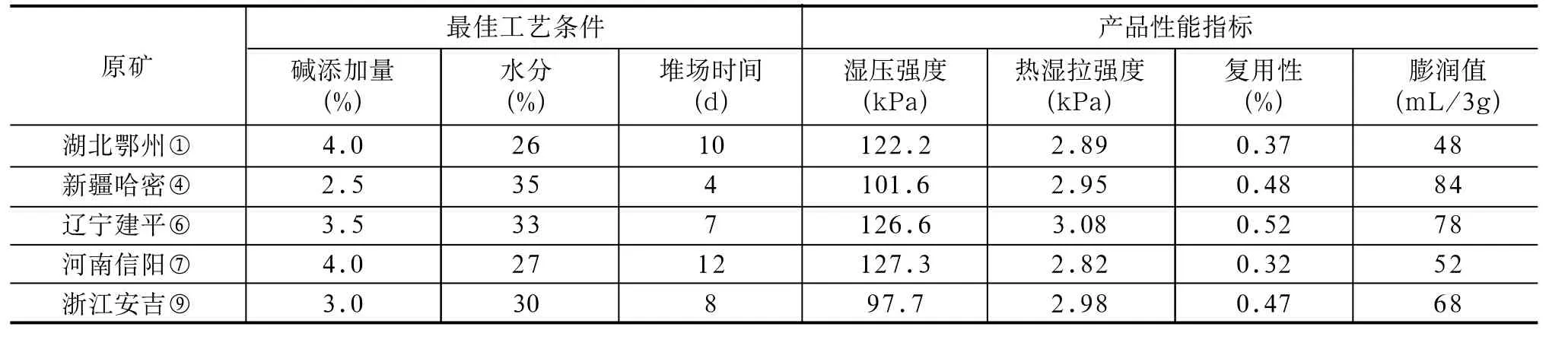
表2 不同地區膨潤土堆場鈉化最佳工藝條件及產品性能指標
不同地區原礦種類的不同也決定了其改性的難易程度也不同,遼寧、浙江土只需堆場7~8d即可達到穩定的鈉化效果,而湖北、河南土需10~12d才能穩定,并且前兩者堆場后性能明顯優于后兩者。
經過堆場鈉化后,膨潤土的濕壓強度與原礦指標相比變化不大,熱濕拉強度、復用性和膨潤值有了明顯提高,其中以遼寧土鈉化效果最好,熱濕拉強度達到3.08kPa,復用性和膨潤值相對較高。
3.2 對輥擠壓鈉化結果與對比
通過在各地考察發現,鑄造用膨潤土改性用的最為普遍的就是本方法,以遼寧地區為盛。對輥擠壓鈉化加工周期短,成本低,操作也相對簡單。試驗通過改變堿添加量、水分與對輥擠壓次數等3個條件,得到了不同地區膨潤土采用對輥擠壓鈉化方法的最佳工藝條件及產品性能指標,詳見表3。
試驗中發現,物料水分過小對輥擠壓出料呈散裝,物料水分過大則擠壓容易粘輥,出料不順暢且擠壓力小改性效果差。當水分為上表中所列時對輥出料成片狀且不粘輥,此時擠壓力最大改性效果最好。最合適的堿添加量與堆場鈉化所需堿添加量比較,除遼寧、浙江土堿添加量有些微增加,基本無變化。對輥擠壓次數又與膨潤土改性難易程度有關,湖北、河南土對輥3次才能達到最好效果,說明這兩種土改性難度超過另外三種土。
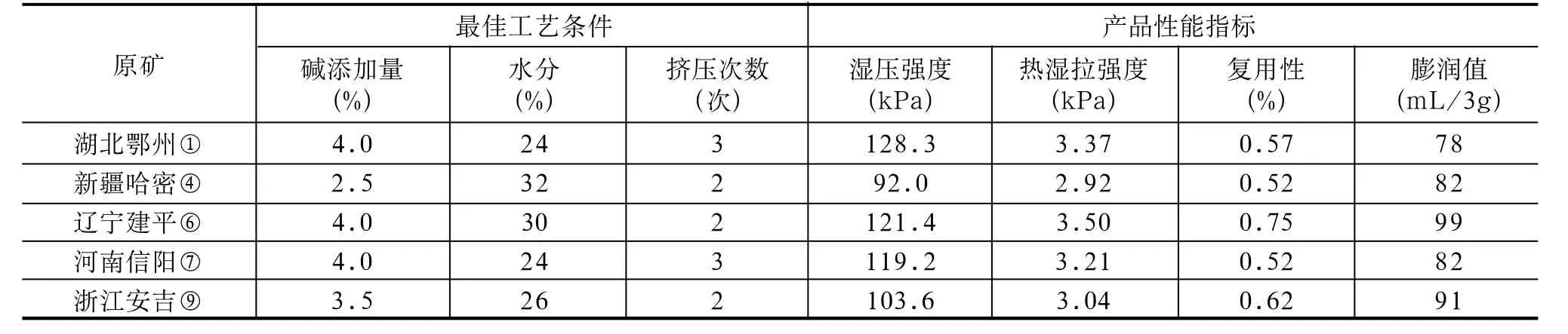
表3 不同地區膨潤土對輥擠壓鈉化最佳工藝條件及產品性能指標
采用對輥擠壓鈉化后膨潤土性能較原礦有了大幅提升,指標也高于堆場鈉化。新疆、浙江土兩種土對輥擠壓鈉化與堆場鈉化相比,熱濕拉強度基本無變化,而膨潤值、復用性只有小幅提升,說明兩土鈉化效果已近極限,采用強力鈉化工藝對指標的提升空間有限,意義不大。湖北、遼寧、河南土對輥鈉化后熱濕拉強度均超過了3.20kPa,且其他指標均很高,能滿足大部分鑄造用戶需求。
3.3 螺旋擠壓鈉化結果與對比
螺旋擠壓鈉化加工周期短,改性效果優異、穩定。試驗通過改變堿添加量、水分與擠壓次數等3個條件,得到了不同地區膨潤土采用螺旋擠壓鈉化方法的最佳工藝條件及產品性能指標,詳見表4。
采用螺旋擠壓對物料水分要求高,比對輥擠壓要求水分平均高出4%~5%,而且出料成塊狀不利于后期干燥處理。螺旋擠壓均只需擠壓兩次就能達到理想鈉化效果,即使較難改性的湖北、河南土也是如此,且從各地區膨潤土改性后產品指標來看,也略高于對輥擠壓產品,說明螺旋擠壓改性效果優于對輥擠壓。
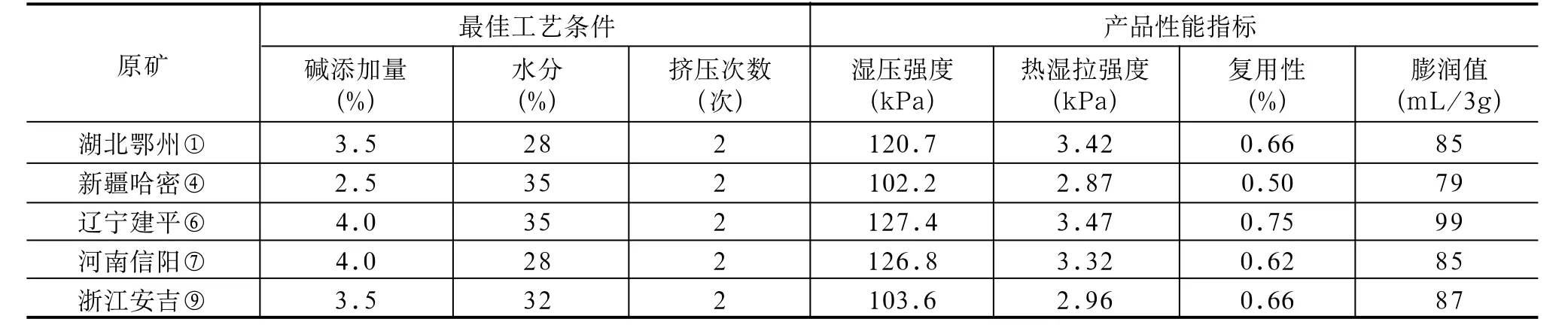
表4 不同地區膨潤土螺旋擠壓鈉化最佳工藝條件及產品性能指標
對新疆、遼寧、浙江土鈉化效果,螺旋擠壓鈉化與對輥擠壓鈉化相比基本相當,而對湖北、河南土指標均略有提升,說明湖北、河南土采用螺旋擠壓工藝比較合適。
4 結論
隨著現在鑄造工業的飛速發展,鑄造工藝對膨潤土的質量要求也越來越高,如GB/T 20973-2007《膨潤土》標準中規定鑄造用膨潤土一級品濕壓強度100kPa、熱濕拉強度2.5kPa,已難以滿足現代鑄造行業使用要求。據了解,現在多數大型鑄造廠對鑄造用膨潤土一級品要求濕壓強度120kPa、熱濕拉強度3.2kPa;二級品要求濕壓強度100kPa、熱濕拉強度3.0kPa。結合本文的試驗研究,認為不同地區鑄造用膨潤土合適的改性工藝如表5所示。
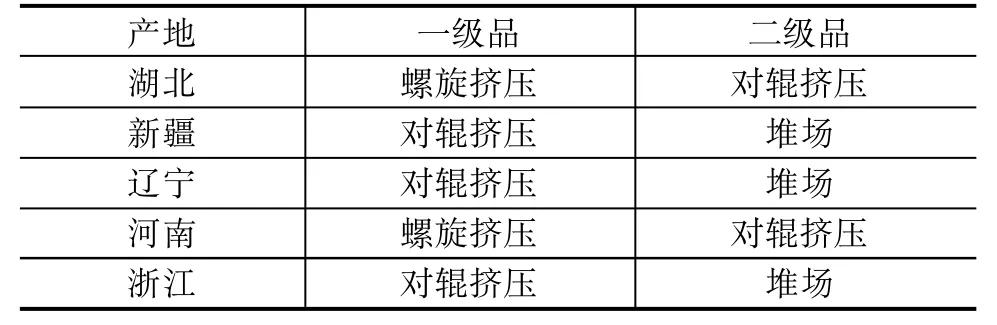
表5 不同地區鑄造用膨潤土建議生產工藝
試驗中新疆土與浙江土的吸藍量、濕壓強度未達到一級品標準,而按上述工藝生產的前提是:原礦的吸藍量、濕壓強度必須能達到相應的指標要求。公司現采用螺旋擠壓方法對湖北膨潤土改性,所生產的鑄造用膨潤土能達到濕壓強度120kPa、熱濕拉強度3.3kPa、膨潤值75mL/3g、復用性0.55%的高指標產品,并且產品已在湖北黃石某知名鑄造企業試用,使用效果良好。
[1]王克勤,楊越.遼西火山巖型膨潤土礦床成礦作用的研究[J].地質與勘探,2000(1):6-9.
[2]殷錫鵬.建平鑄造用膨潤土的加工述評[J].造型材料,2004(4):39-41.
Research About Casting Performance of Bentonite From Various Regions
XIE Ai-hu
(Hubei Zhongfei Bentonite Co., Ltd., Ezhou 436061, China)
Bentonite from various regions has different performance and characters because of their different formation mechanism. In this article, some sodiumizing modification experiments are carried out on Bentonite from Hubei、Xinjiang、Liaoning、He’nan and Zhejiang five different regions, at last, we get the best production process of bentonite from the five different regions using for casting.
bentonite; sodiumizing modification; casting performance
P619.255;TG22
A
1007-9386(2011)06-0027-03
2011-07-01
猜你喜歡
紡織科學研究(2020年1期)2020-05-21 00:31:06
中國塑料(2016年12期)2016-06-15 20:30:07
中國塑料(2016年2期)2016-06-15 20:30:00
中國塑料(2016年2期)2016-06-15 20:29:59
中國塑料(2016年5期)2016-04-16 05:25:36
廣西林業科學(2016年3期)2016-03-16 05:43:30
中國塑料(2015年3期)2015-11-27 03:41:38
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年9期)2015-10-14 01:12:17
中國塑料(2015年4期)2015-10-14 01:09:19