藍擎氣缸體鑄件裂紋缺陷解決措施探討
2011-01-06 05:16:26濰柴動力股份有限公司山東濰坊市261001
中國鑄造裝備與技術(shù) 2011年4期
齊 建(濰柴動力股份有限公司,山東濰坊市 261001)
藍擎氣缸體鑄件裂紋缺陷解決措施探討
齊 建(濰柴動力股份有限公司,山東濰坊市 261001)
分析了藍擎氣缸體裂紋原因,通過完善產(chǎn)品結(jié)構(gòu)、合理布置溢流系統(tǒng)、嚴格控制制芯工藝、延長鑄件保溫時間等綜合措施,有效地解決了氣缸體鑄件裂紋缺陷。
氣缸體鑄件;裂紋
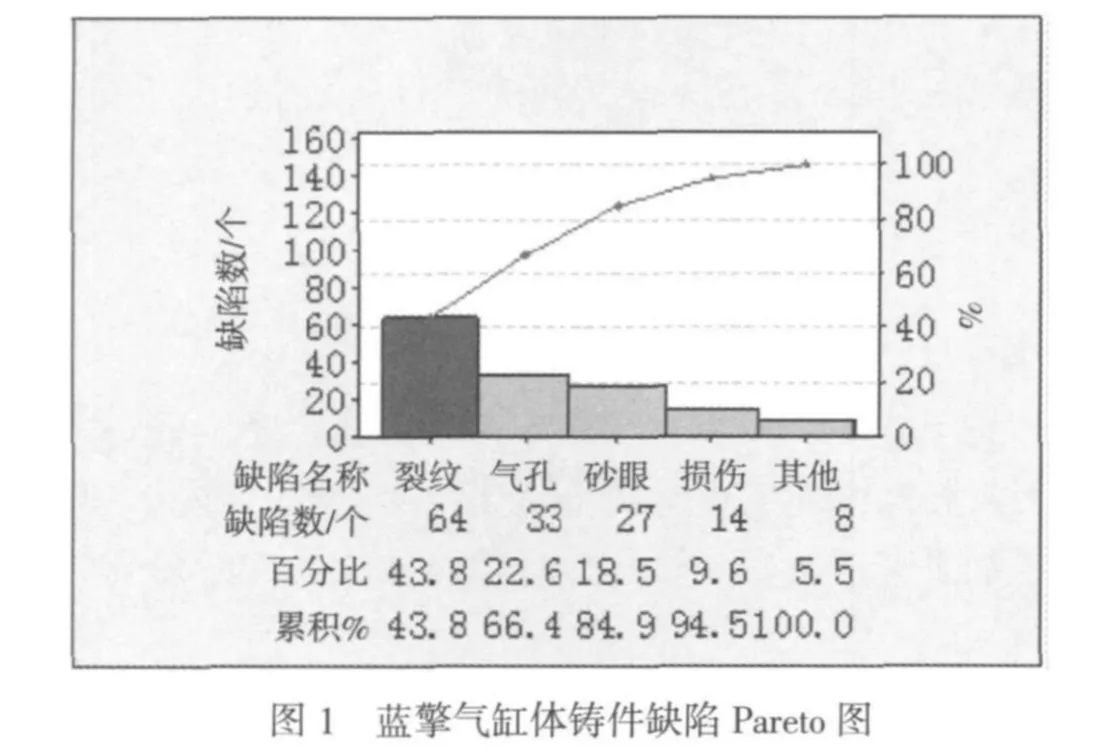
藍擎柴油機是我公司自主研發(fā)的一款發(fā)動機,其氣缸體具有壁薄、筋多、結(jié)構(gòu)復雜的特點,對鑄造工藝開發(fā)是一個挑戰(zhàn)。地該氣缸體鑄件批量生產(chǎn)工藝開發(fā)期間,鑄件裂紋是主要的廢品缺陷之一,廢品率一度達到4%,占綜合廢品率的一半,具體廢品情況如圖1。為解決裂紋缺陷,我們從產(chǎn)品結(jié)構(gòu)和鑄造工藝兩個方面進行了研究分析,經(jīng)過采取多項措施并反復驗證,氣缸體裂紋缺陷基本得到解決,廢品率降至1%以下。
1 裂紋描述
藍擎氣缸體曲軸軸線與氣缸體下表面在同一平面上,屬于一般式氣缸體,鑄件尺寸 957×394×424(mm),主要壁厚為8mm,材質(zhì)為HT280(企業(yè)標準)。
裂紋缺陷發(fā)生在右側(cè)二三四五缸與曲軸箱把合的法蘭翻邊處、正對缸孔中心線位置,其中中間三四缸居多,裂紋情況如圖2所示。
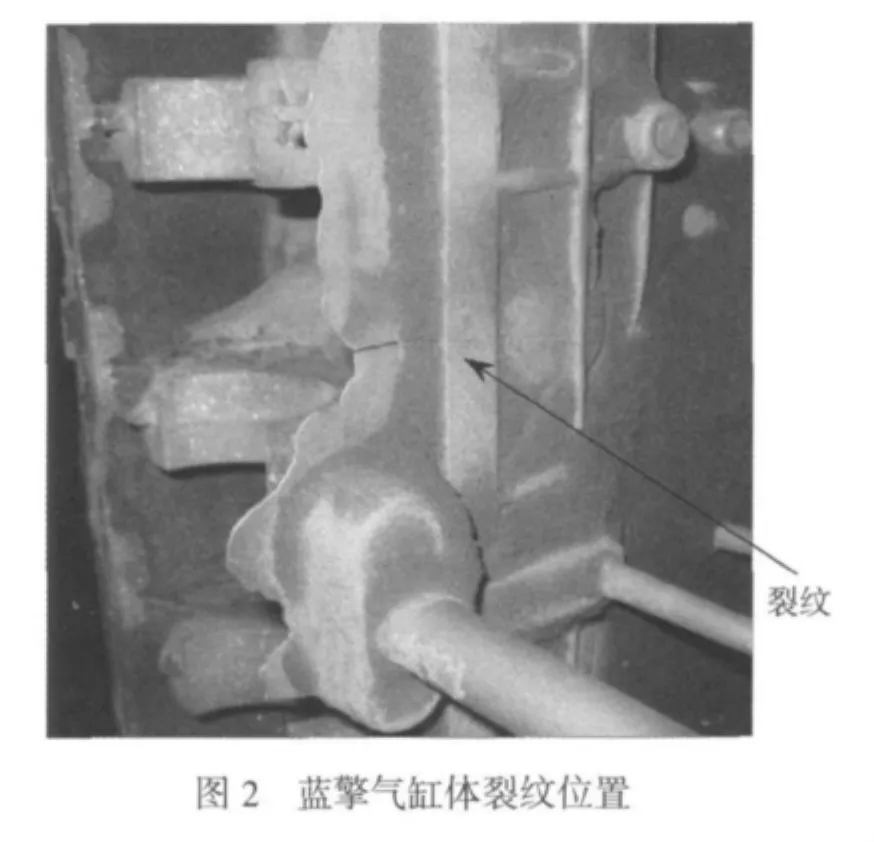
該裂紋缺陷出現(xiàn)在鑄件打箱落砂后,大部分在加工工序發(fā)現(xiàn);從結(jié)構(gòu)上看該部位應(yīng)力集中,在鑄件冷卻過程中承受拉應(yīng)力;裂紋走向呈連續(xù)的曲線。
2 原因分析
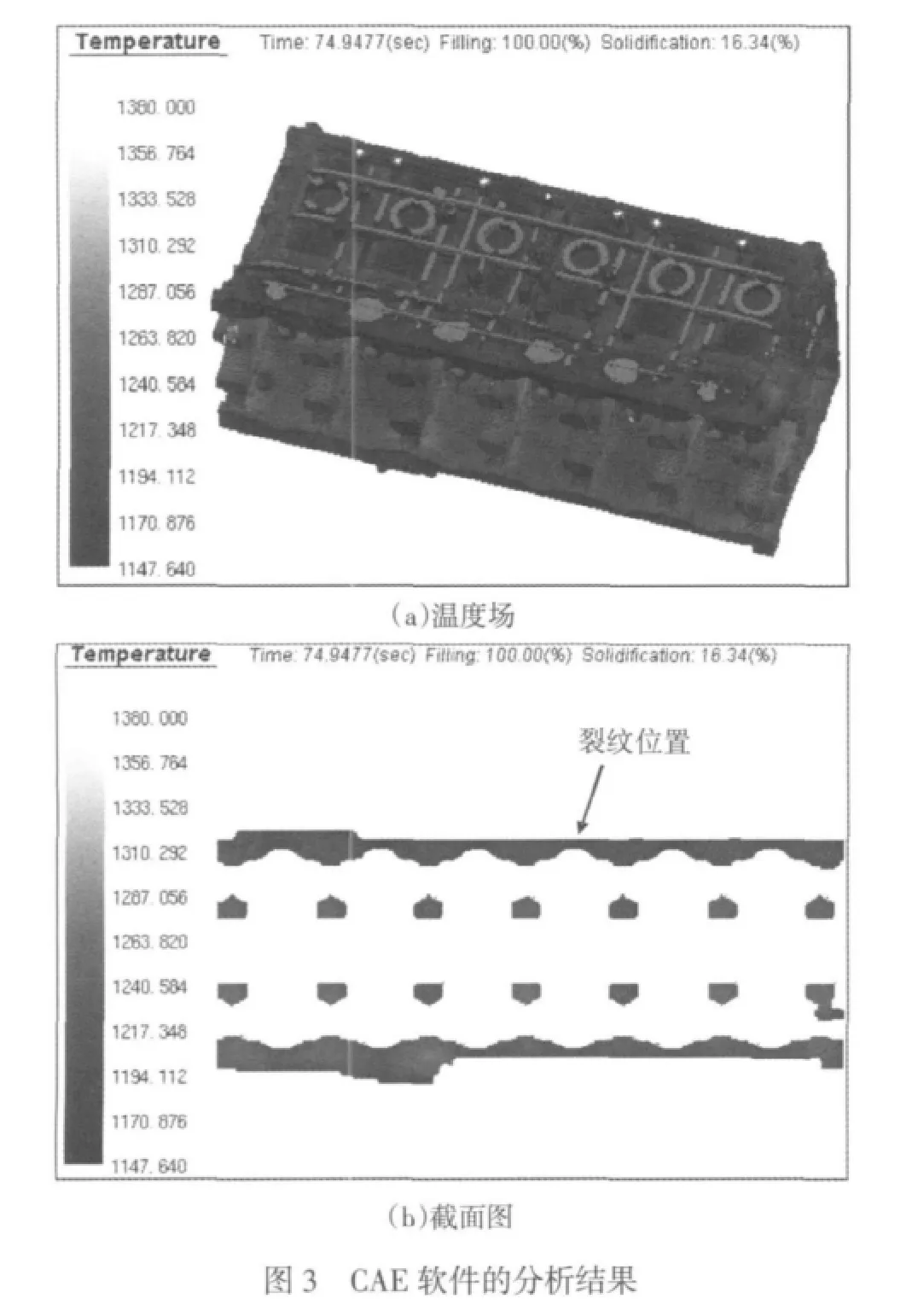
針對藍擎氣缸體鑄件的裂紋缺陷,利用鑄造CAE軟件進行了模擬分析,通過溫度場可以發(fā)現(xiàn),從澆注開始計時,75s后氣缸體底部各缸正對中心線位置的薄弱部位顏色呈藍色,溫度明顯低于兩側(cè)厚大部位,經(jīng)過測量,此處溫度低于兩側(cè)的厚大部位約100℃。可以判斷氣缸體鑄件在整個冷卻過程中該處存在殘余熱拉應(yīng)力,其中三四缸位置承受的拉應(yīng)力最大,在冷卻過程中最容易產(chǎn)生裂紋,該結(jié)果與實際生產(chǎn)情況相同。模擬分析結(jié)果見圖3。
下面從鑄件結(jié)構(gòu)和鑄造工藝方面分析裂紋形成原因。
2.1 藍擎氣缸體鑄件屬于箱體剛性結(jié)構(gòu),該結(jié)構(gòu)不容易發(fā)生鑄態(tài)變形來松弛鑄造應(yīng)力,故易產(chǎn)生裂紋。由圖3(b)可以發(fā)現(xiàn),氣缸體裂紋部位壁厚較薄,兩側(cè)存在厚大結(jié)構(gòu),壁厚不均勻,造成應(yīng)力集中。
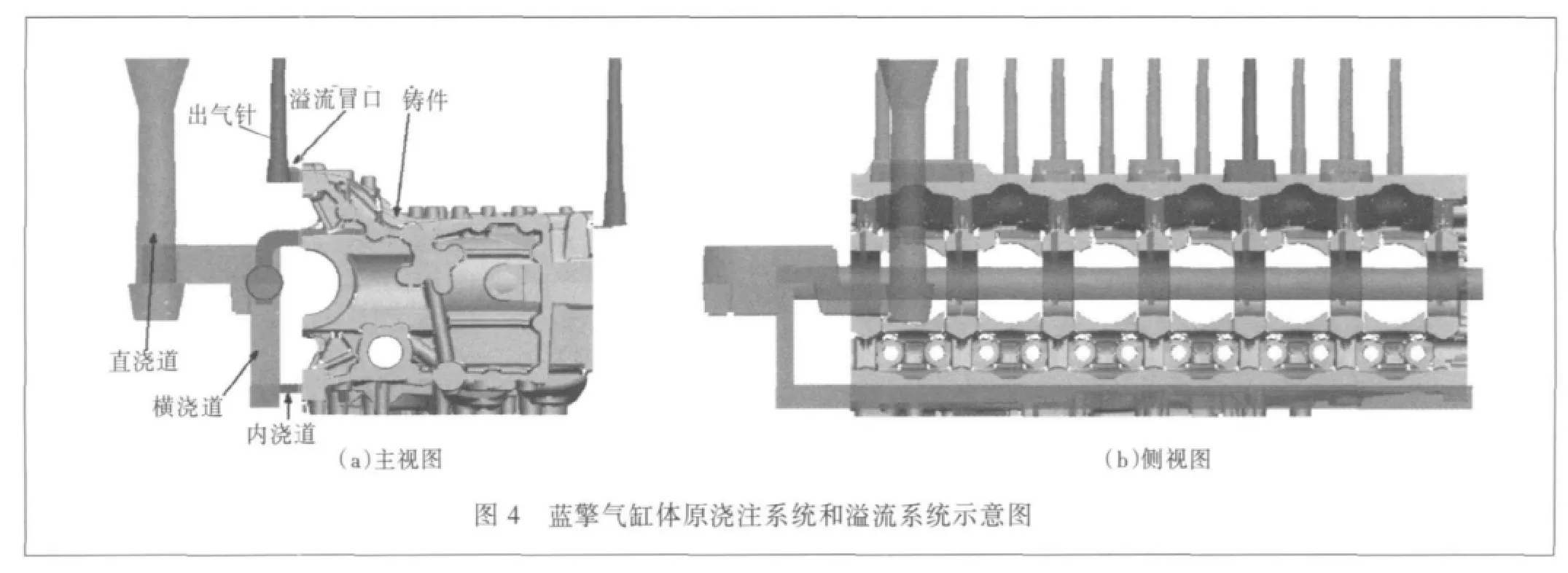
2.2 裂紋位置位于氣缸體鑄件澆注位置的上箱,并且是最高點,離直澆道較遠,是冷鐵液集中的地方。特別是溢流冒口設(shè)計在鑄件厚大結(jié)構(gòu)處,增大了冷卻過程中的殘余熱拉應(yīng)力。氣缸體工藝如圖4所示。
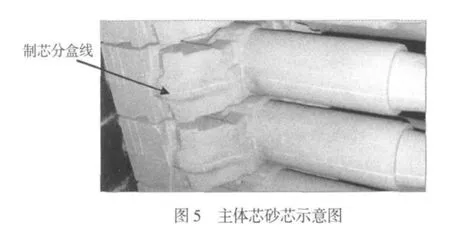
2.3 藍擎氣缸體是“薄壁大芯”的箱體灰鑄鐵件,使用組合下芯工藝生產(chǎn)。在鑄件凝固和冷卻過程中,整個芯組阻礙鑄件的收縮而產(chǎn)生應(yīng)力。當殘留的應(yīng)力超過合金材料的抗拉強度時,鑄件就產(chǎn)生裂紋缺陷。另外砂芯也影響了裂紋的產(chǎn)生。裂紋的部位是主體芯制芯工藝的分盒線,該處砂芯存在制芯披縫,此處披縫若清除不好將誘發(fā)裂紋。砂芯如圖5所示。
2.4 鑄件冷卻時間不足。藍擎氣缸體結(jié)構(gòu)相對復雜,加上產(chǎn)量需求較大,原工藝中4小時左右的打箱時間不能滿足鑄件生產(chǎn)工藝要求,氣缸體中的殘余應(yīng)力得不到充分的釋放。
3 采取的措施
對于裂紋缺陷,鑄件設(shè)計要避免壁厚過渡急劇;在鑄造工藝方面,防止鑄件裂紋的主要措施是預防或消除鑄件的鑄造應(yīng)力。根據(jù)上述原則,在藍擎氣缸體裂紋的解決過程中主要采取了以下幾方面的措施。
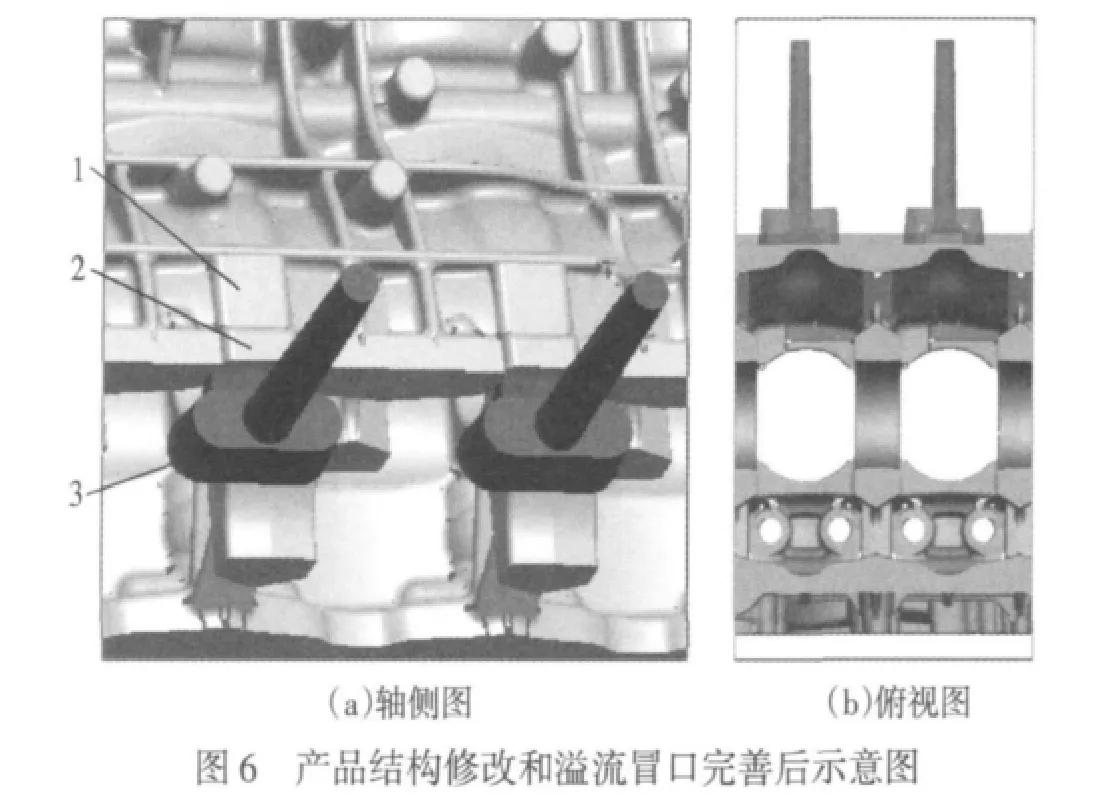
3.1 完善產(chǎn)品結(jié)構(gòu)。減小裂紋傾向性,鑄件壁厚要均勻,厚、薄過渡之處應(yīng)緩和。一是在接合面翻邊薄弱部位增加壁厚,以緩和此處與兩側(cè)壁厚的急劇變化;二是在不影響氣缸體加工裝試的前提下增加“拉筋”,即局部加厚,如圖6(a)軸側(cè)圖所示。產(chǎn)品結(jié)構(gòu)局部加厚既可以增加裂紋處的強度,又可以增加裂紋處的鐵液量,以減小溫度梯度。
3.2 優(yōu)化溢流系統(tǒng)。把圖4中設(shè)置在厚大部位的溢流冒口移至易裂紋部位,如圖6(b)俯視圖所示,讓集中在易裂紋處的冷鐵液通過冒口溢出,盡量實現(xiàn)同時凝固,不僅減小了鑄件凝固時期金屬中溫度差而有利于防止熱裂,而且亦減小了鑄件冷卻時厚實和細薄處之間的溫度梯度,以減小熱拉應(yīng)力而有助于防止裂紋。
3.3 完善制芯工藝。一是適當?shù)慕档蜆渲尤肓浚龃笊靶镜臐⑸⑿院屯俗屝裕欢峭晟乒に囇b備,避免制芯錯模,盡量實現(xiàn)砂芯無披縫;三是嚴格把關(guān)砂芯質(zhì)量,修芯時要求砂芯披縫清理徹底,以杜絕裂紋誘因。
3.4 正確制定鑄件的打箱工藝。讓鑄件在砂箱中停留足夠的時間來釋放應(yīng)力,然后打箱將鑄件從砂型中清理出來。原生產(chǎn)流程中鑄件澆注后采用三條冷卻通道冷卻,打箱時間為4小時左右,調(diào)整后采用四條冷卻通道冷卻,保證打箱時間在5小時以上。這段時間實際就是鑄件在砂型中的保溫時間,砂型是一種良好的“緩冷容器”,能使鑄件厚實和細薄處的溫度均勻化,減小它們之間的溫度差,降低熱應(yīng)力。
另外,通過適當調(diào)整鐵淮成分,控制S、P含量;提高清鏟質(zhì)量,清理溢流冒口時嚴禁敲擊鑄件;嚴格執(zhí)行時效處理工藝等措施減小鑄件殘余應(yīng)力,以防止鑄件裂紋。
4 結(jié)論
(1)從產(chǎn)品結(jié)構(gòu)設(shè)計入手,讓厚薄結(jié)構(gòu)過渡緩和,杜絕產(chǎn)生應(yīng)力的因素,從根本上解決鑄造裂紋的產(chǎn)生。
(2)根據(jù)產(chǎn)生裂紋的原因,通過完善鑄造工藝,可以有效解決裂紋的產(chǎn)生。本文針對性地布置冒口系統(tǒng),均衡了鑄件中的溫度場;通過控制生產(chǎn)過程,提高砂芯質(zhì)量以杜絕裂紋誘因;適當?shù)匮娱L打箱時間可以有效緩解鑄件的殘余應(yīng)力。
[1]王文清,李魁盛.鑄造工藝學[M].北京:機械工業(yè)出版社,2002,10.
[2]陳國楨,肖柯則,姜不居,等.鑄件缺陷和對策手冊[M].北京:機械工業(yè)出版社,1996.
About Measures Solution to Crack on Cylinder Block Castings of Certain Model
QI Jian
(Weifang Diesel Power Co.Ltd.,Weifang 261001,Shandong China)
The causes for crack on certain model cylinder block castings have been analyzed.With integrated measures such as complete product structure,reasonable layout of overflow system,strict control of coremaking technology and longer castings holding time,the defect of crack on cylinder block castings has been removed effectively.
TG250.6;
B;
1006-9658(2011)04-3
2011-04-12
2011-048
齊建(1980-),男,工學碩士,主要從事柴油機缸體缸蓋鑄造工藝開發(fā)
猜你喜歡
艦船科學技術(shù)(2022年13期)2022-08-11 09:29:16
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03