激光拼焊板在汽車車門上的應用
2011-01-16 03:39:34楊洪剛張慶才
上海電機學院學報 2011年3期
楊洪剛, 張慶才
(1.上海電機學院 汽車學院,上海 200245;2.上海同捷科技股份有限公司汽車設計工程研究院,上海 201206)
激光拼焊板在汽車車門上的應用
楊洪剛1, 張慶才2
(1.上海電機學院 汽車學院,上海 200245;2.上海同捷科技股份有限公司汽車設計工程研究院,上海 201206)
針對激光拼焊板的優(yōu)越性能,以某轎車的前車門為例,采用數(shù)值模擬的方法,從自由模態(tài)、扭轉剛度、垂向剛度等方面對比研究了激光拼焊板和普通加強板結構的性能差別,為激光拼焊板的進一步應用推廣提供參考。結果表明:采用激光拼焊板結構可以減少零部件數(shù)量,并能顯著提高車門的垂向剛度。
汽車車門;激光拼焊板;數(shù)值模擬
能源短缺及環(huán)境污染已成為制約汽車產(chǎn)業(yè)可持續(xù)發(fā)展的突出問題。大量資料表明,汽車質量每減輕10%,燃油消耗下降6%~8%[1-2],故汽車輕量化成為眾多廠家追逐的目標。激光拼焊技術是目前世界上最先進的轎車車身制造技術,是一種減輕車身質量的有效方法[3]。
激光拼焊技術是利用“裁縫”的原理,根據(jù)汽車零件設計的要求,將不同厚度、不同強度、不同鍍層和不同材質的鋼板激光焊接成一塊整體板后,再進行沖壓的工藝技術。主要是滿足零部件對材料性能的不同要求,以提高材料利用率[4-6]。
目前,由拼焊板生產(chǎn)的汽車零部件已經(jīng)被成功地應用于車身骨架件、內外覆蓋件、車門兩側的A,B立柱以及車門內板、底板、車輪支架、減振器架和橫梁等車身部位。與傳統(tǒng)點焊工藝的產(chǎn)品相比,激光拼焊板最為顯著的優(yōu)點是減少了零部件數(shù)量和材料消耗,減輕了整車質量,簡化了裝配工藝,因而得到越來越廣泛的應用[7-8]。
本文以汽車前門為例,采用數(shù)值模擬的方法,從自由模態(tài)、扭轉剛度、垂向剛度和生產(chǎn)成本等方面,對比研究了激光拼焊板結構和普通加強板結構的性能差別,重點分析了激光拼焊板的優(yōu)越性,為激光拼焊板的進一步應用推廣提供參考。
1 有限元模型
1.1 有限元建模
車門結構類型主要有整體沖壓車門、分體沖壓車門、框式車門和無框車門。結構雖然不同,但都具有車門內外板的主要結構部分。一般的門內板設計往往采用加強板結構,如內板加強板、鉸鏈加強板、上加強板、下加強板和門鎖加強板等。若采用激光拼焊板結構則可以省去部分普通加強板,可大大減少零部件數(shù)量,提高結構整合性能。為了對比分析,本文針對某車型的左前車門,分別對整體式車門內板加強板結構和內板拼焊板結構進行了有限元建模。
采用ANSA前處理軟件進行有限元建模,模型輸入到NASTRAN求解器中進行分析計算。車門有限元模型如圖1所示,圖中T為板材厚度。模型中,忽略了對整體力學性能影響較小的幾何細節(jié),如直徑較小的孔、過渡圓角和倒角,以獲得較好的網(wǎng)格質量,提高求解精度。所有零部件都采用板殼單元Pshell進行離散處理,并盡量采用四邊形板殼單元模擬,單元尺寸在2~15mm,平均長度控制在10mm左右。點焊采用Cweld單元模擬,而縫焊則采用RBE2單元來模擬。內外板之間通過包邊工藝連接,外板加強板焊接在內板上,并通過膠粘與外板連接。采用加強板結構的車門共26 052個殼單元,三角形單元占2.82%(<5%),總質量為16.18kg;采用激光拼焊板結構的車門共25 458個殼單元,三角形單元占3.47%,總質量為16.07kg,比采用加強板結構的車門質量減少了0.11kg。

1.2 邊界條件
自由模態(tài)分析中,車門模型去除上、下鉸鏈,且整個模型處于自由狀態(tài),無約束。
扭轉剛度分析中,結合車門結構特點及技術要求,根據(jù)車門剛度性能校核標準,分析確定工況,分為上部加載和下部加載。前門為關閉狀態(tài),約束前門鉸鏈與車身鏈接處的所有自由度,釋放鉸鏈繞軸的轉動自由度,約束門鎖處的所有平動自由度。上部加載時,在窗框最上接頭處加Y軸負方向200N的力;下部加載時,在下緩沖塊接觸位置加Y軸負方向200N的力。
垂向剛度分析中,車門附件采用集中質量單元COM2模擬,同時約束前門鉸鏈與車身鏈接處的所有自由度,釋放鉸鏈繞軸的轉動自由度,門鎖處約束車門開啟方向的自由度。按照國家規(guī)定乘員體重的標準確定車門工況,考慮車門自重,在門鎖處施加750N的Z向節(jié)點力。
2 結果與分析
2.1 自由模態(tài)分析
汽車行駛過程中,發(fā)動機運轉、路面不平等都會引起車門的振動。當這些振源的激勵頻率接近車門的固有頻率,便會發(fā)生共振現(xiàn)象,產(chǎn)生劇烈的振動和噪聲。通過模態(tài)分析可以了解和評價車門結構的固有頻率及振動型式是否合理,能否滿足實際使用要求,為基于動態(tài)特性的結構設計開發(fā)提供參考依據(jù)[9-10]。
激光拼焊板的車門一階振型如圖2所示,與普通加強板的一階振型相似。前5階的固有頻率對比分析如表1所示。與加強板結構相比,采用激光拼焊板結構后,車門的固有頻率未出現(xiàn)較大差異。主要是由于這兩種車門結構特征和板材厚度相似,而且質量變化不大。
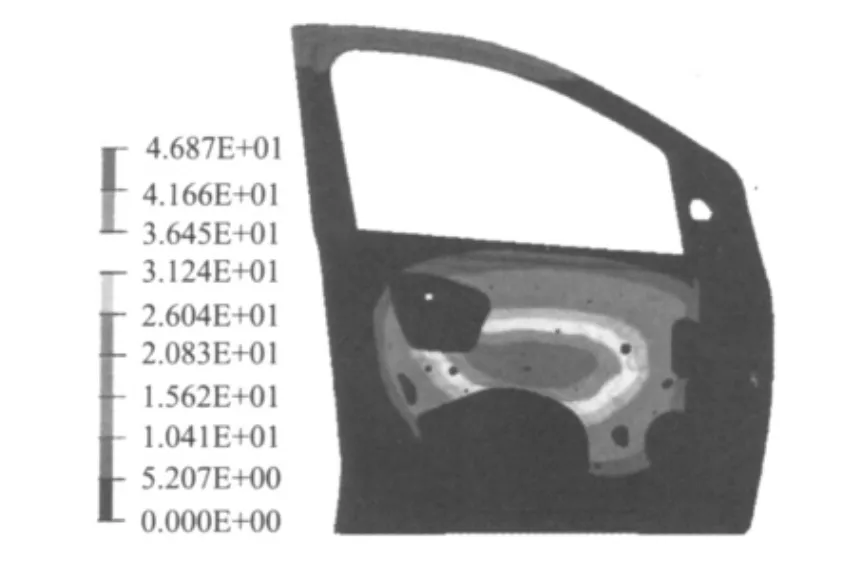
圖2 激光拼焊板車門一階振型Fig.2 Vibration type of laser tailored blank door

表1 固有頻率對比分析Tab.1 Comparison of inherent frequency Hz
2.2 扭轉剛度分析
開閉件是汽車的關鍵總成,除了保證外形美觀以外,開閉件的開、關應可靠,故開閉件應有足夠的剛度。剛度不足,會導致開閉件局部區(qū)域出現(xiàn)過大的變形,影響密封性,從而影響汽車的正常使用[11-13]。
不同工況下,采用激光拼焊板結構的車門扭轉剛度位移云圖如圖3所示,扭轉剛度對比見表2。由分析結果可見,車門上部剛度遠小于下部剛度,主要是由于車門下部截面積較大,且受力點鉸鏈、門鎖均在下部,而上部窗框缺乏這樣的支撐點。與加強板結構相比,采用激光拼焊板后,車門扭轉剛度有所增強,上部剛度和下部剛度分別提高了1.84%和3.49%。


表2 扭轉剛度對比分析Tab.2 Comparison of torsional stiffness N/mm
2.3 垂向剛度分析
車門具有足夠的剛度對汽車的整體性能有著重要影響。車門垂向剛度不足會影響車門開關可靠性,嚴重時會造成漏風、滲水、行走過程中車門振動及噪聲等問題,這將對乘坐舒適性造成嚴重影響[14-15]。
垂向剛度分析中,由仿真結果可得,普通加強板結構的車門最大變形出現(xiàn)在車門后上部,門鎖處變形量為3.64mm,垂向剛度為235.1N/mm。激光拼焊板結構的車門門鎖處變形量為3.19mm,垂向剛度明顯增強,增加到268.3N/mm,提高了14.12%。
2.4 成本分析
汽車制造過程中,模具成本和材料成本占生產(chǎn)成本的較大比例。與普通加強板結構形式相比,采用激光拼焊板結構可以減少多余加強板的使用,從而減少了開模數(shù)量,降低了模具成本。同時,零部件數(shù)量的減少,使得生產(chǎn)設備和制造工藝簡化,大大提高了生產(chǎn)效率,進一步降低了生產(chǎn)材料及裝配成本。
3 結 論
針對激光拼焊板的優(yōu)越性能,以汽車車門為研究對象,采用數(shù)值模擬的方法,從自由模態(tài)、扭轉剛度、垂向剛度和生產(chǎn)成本等方面,對比分析了普通加強板結構和激光拼焊板結構的性能差別,得出以下結論:
(1)與普通加強板結構相比,采用激光拼焊板結構后,車門質量有所減輕。車門的固有頻率未發(fā)生明顯變化,但是車門扭轉剛度得到提高,尤其是車門下部剛度。
(2)采用激光拼焊板結構后,車門垂向剛度得到大大加強,提高了14.1%。
(3)由于減少了零部件數(shù)量,采用激光拼焊板結構可以有效降低模具和材料成本,大大提高生產(chǎn)效率。
[1]龍江啟,蘭鳳崇,陳吉清.車身輕量化鋼鋁一體化結構新技術的研究進展[J].機械工程學報,2008,44(6):27-35.
[2]林 輝,施 磊.淺談激光拼焊板在汽車車身上的應用[J].機械制造,2010,48(8):66-68.
[3]駱 銳,王 艷,吳 沁.汽車輕量化前沿制造技術的研究進展[J].制造技術 與機床,2010(10):142-145.
[4]王非森.激光拼焊板的研究現(xiàn)狀[J].電焊機,2010,40(5):177-179,183.
[5]林建平,孫東繼,胡巧聲,等.汽車用拼焊板國內外研究進展[J].汽車技術,2007(8):1-5,33.
[6]何 毅.激光拼焊汽車板的新進展[J].汽車工藝與材料,2009(8):1-3.
[7]趙淮北,蔡成征,舒 潔,等.車身制造中的激光拼焊技術[J].現(xiàn)代零部件,2010(3):56-58.
[8]陳根余,顧春影,梅麗芳,等.激光焊接技術在汽車制造中的應用與激光組焊單元設計[J].電焊機,2010,40(5):32-38.
[9]雷明準,張豐利,王建楠,等.基于有限元的車門模態(tài)分析與優(yōu)化研究[J].汽車技術,2008(12):4-7.
[10]郝 琪,張繼偉.基于數(shù)值模擬的轎車車門靜態(tài)性能綜合評價及模態(tài)分析[J].機械設計與制造,2008(11):247-249.
[11]侯 飛.轎車側門強度驗證的計算機模擬方法[J].清華大學學報:自然科學版,2001,41(5):84-89.
[12]鄧國紅,吳祖興,楊鄂川,等.某經(jīng)濟型轎車車門剛度分析及結構優(yōu)化[J].四川兵工學報,2010,31(7):41-43,56.
[13]黃石華,成艾國,胡朝輝,等.基于6σ穩(wěn)健性的拼焊板車門輕量化研究[J].汽車工程,2011,33(3):262-266.
[14]施欲亮,朱 平,林忠欽.利用拼焊板結構改進車門內板的輕量化設計[J].農業(yè)機械學報,2008,39(3):178-181.
[15]馬 超,陳道炯.汽車車門內板拼焊技術應用與分析[J].汽車科技,2009(6):41-45.
Application of Laser Tailored Blank to Automotive Door
YANG Honggang1, ZHANG Qingcai2
(1.School of Automobile,Shanghai Dianji University,Shanghai 200245,China;2.Institue of Automotive Design Engineering,Shanghai TJ Innova Engineering &Technology Co.,Ltd.,Shanghai 201206,China)
With the advantage of laser tailored blank,taking a front car-door as an example,laser tailored blank and normal strength structure are studied using a numerical method.This is done based on analysis of modal,torsional stiffness and vertical stiffness.The study provides guidance for application of laser tailored blanks.The results show that the number of parts can be reduced,and vertical stiffness can be greatly increased by using a laser tailored blank structure.
automotive door;laser tailored blank;numerical simulation
TG 456.7;U 463.834
A
2095-0020(2011)03-0178-04
2011-05-02
上海市高校選拔培養(yǎng)優(yōu)秀青年教師科研專項基金項目資助(sdj10005);上海電機學院科研啟動經(jīng)費項目資助(10C417)
楊洪剛(1979-),男,講師,博士,專業(yè)方向為車輛工程,E-mail:yanghg@sdju.edu.cn
猜你喜歡
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
湖北經(jīng)濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
機械工程師(2015年10期)2015-02-02 01:14:03
決策探索(2014年21期)2014-11-25 12:29:50
計算物理(2014年2期)2014-03-11 17:01:39
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
船海工程(2013年6期)2013-03-11 18:57:27
