基于轉杯紡紗的混紡苧麻和棉工藝優選
2011-01-19 05:36:37房云玲鄭麗莎耿向陽曲京武
山東紡織科技 2011年1期
房云玲,鄭麗莎,高 山,耿向陽,曲京武(, )
1 前言
苧麻纖維是一種稀有天然纖維,僅占天然纖維總量的1.5%。苧麻在我國有著悠久的種植歷史。苧麻纖維具有良好的服用性能,潔白、滑爽,既具有挺括、粗獷的外形,又具有良好的散濕、出汗不粘身等特點,在國際市場受到廣泛歡迎。苧麻紡織工業是我國具有民族特色的傳統產業,在國際上基本沒有先進、成熟的生產工藝與設備可以借鑒。因此,要求我們站在全球視野的高度,積極開拓苧麻紡織市場,不斷探索苧麻紡織最佳工藝路線,在后經濟危機時代下,力爭發展更上一層樓。
本文通過多種工藝試驗對比,從理論和實踐的角度綜合分析了紡制OE Rm/C 55/45 58.7 tex號轉杯紡紗的工藝過程,進而提出了實現質量的原料配比要求和工藝設計原則。
2 原料性能指標及配棉
2.1 苧麻纖維與棉纖維情況
紡制OE Rm/C 55/45 58.7 tex紗的苧麻原料是湖北省的精梳落麻,原棉是新疆棉,其主要技術指標見表1。
2.2 苧麻/棉配棉投料比
苧麻/棉成紗混紡比要求為55/45,但因經開清、梳、轉杯紡工序,苧麻落麻比較多,經反復試驗得出經驗值是:正常質量的精梳落麻的投料百分比率應比成紗要求配比高出13%~15%,方能保證成紗配比質量要求。
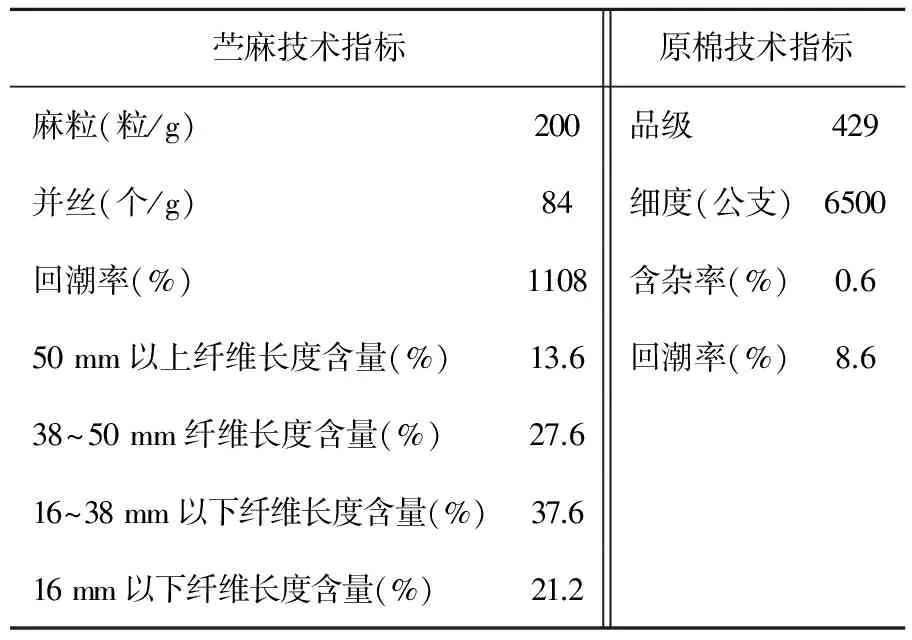
表1 苧麻纖維與棉纖維的技術指標
3 工藝流程 技術配置及半成品 成品質量
3.1 開清棉工序
因苧麻纖維落麻多,我們將兩種開清棉工藝流程作對比試驗,見表2。
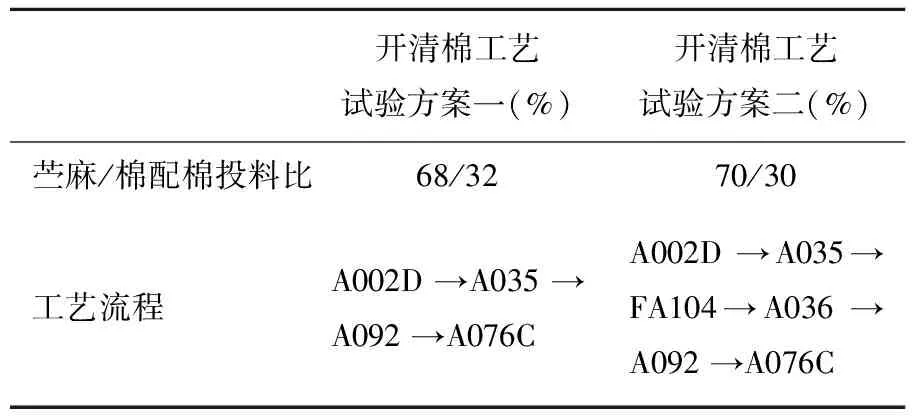
表2 兩種開清棉工藝流程
通過實驗對比,兩種開清棉工藝流程對應的成紗質量,第二種方案較第一種方案在成紗疵點及烏斯特條干方面均略有提高。詳細質量數據在以下工序中涉及。
3.2 梳棉工序
梳棉工序出現成網困難,跨網嚴重,麻網聯系力小,極易破網、毛邊、連續成條困難、形成條子散亂及嚴重的粗細不勻。因此對梳棉工序采取加大棉條定量,由原來20 g/5m 提高到24 g/5m,將道夫速度由原來22 rpm降至18 rpm,并制作鍍鉻托盤托住麻網,使其順利收縮成條。
苧麻落麻含有較多并絲、麻粒,對成紗條干和成紗疵點等質量指標影響較大,因此對梳棉等其他工序也接著對應上述兩種試驗方案做了試驗對比。梳棉工序在開清棉采用第一種工藝流程的情況下,制作兩種試驗方案,主要工藝參數見表3。
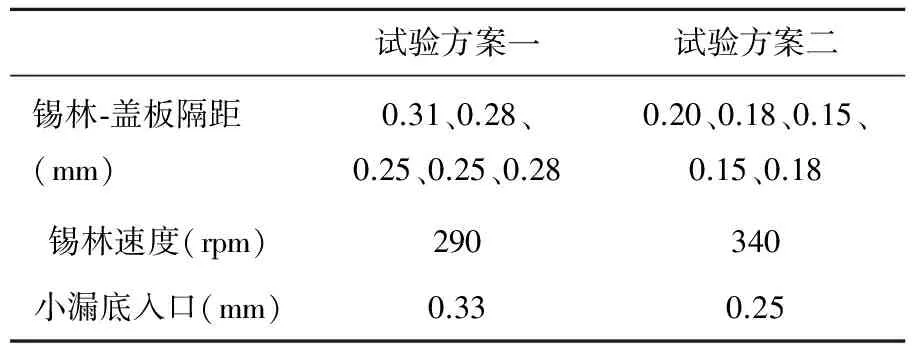
表3 梳棉工序兩種方案的工藝參數
對應的半成品、成品質量情況見表4。
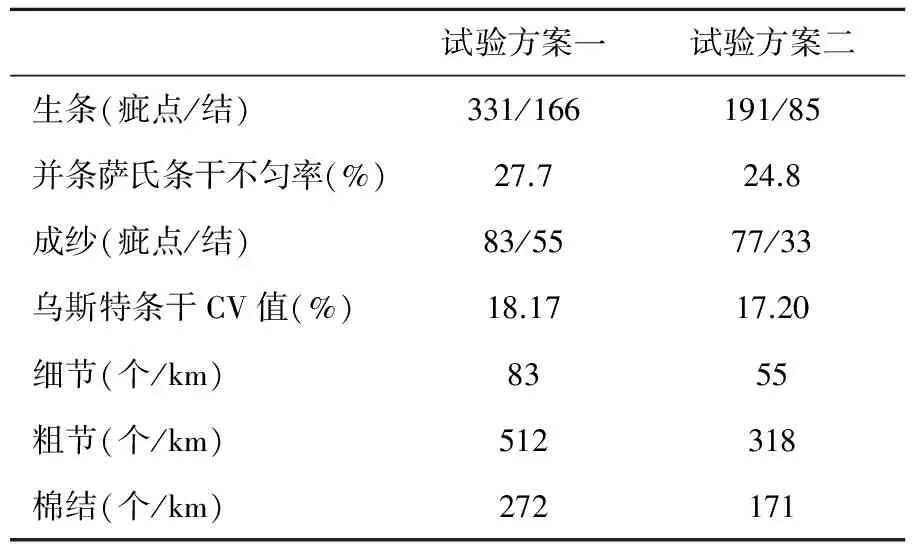
表4 梳棉工序兩種方案所對應的半成品、成品質量情況
合理配置錫林至蓋板隔距對生條成紗質量至關重要。隔距過大,麻纖維分梳不開,過分擦搓,易使高指數的麻纖維搓成麻結。過小又會損傷纖維,影響針布使用壽命。錫林至蓋板的緊隔距可以得到強分梳,錫林速度的提高也利于纖維的分梳。而刺輥至小漏底的進口隔距過大時,刺輥附面層氣流會較多地進入小漏底,從而使落棉率降低,降低了梳棉排雜能力,直接影響生條的含雜情況。顯而易見,梳棉的第二種工藝方案(試驗二)較第一種工藝方案(試驗一)半成品、成品質量得以明顯提高。
梳棉工序在開清棉采用第二種工藝流程的情況下,優選第二種梳棉工藝方案,麻/棉投料比采用70/30(試驗三)時,對應的半成品、成品質量情況是:生條疵點/結為241/105,并條薩氏條干不勻率為26.1%,成紗疵點/結為65/27,烏斯特條干CV值為16.86%,細節為51個/km,粗結為284個/km,棉結為125個/km。不難看出,試驗三較試驗二成紗質量略有提高。原因是開清棉工序的多落有利于成紗質量的提高,但同時也造成過多麻纖維的損傷及多落。因此在成紗質量能夠滿足客戶要求的情況下,開清棉第一種工藝流程也是可行的。因第一種開清棉工藝流程能夠降低落麻量,并減少易脆斷的麻纖維的損傷,節約用麻、節省開臺,從而帶來一定的經濟效益。
3.3 并條工序
在氣流紡紡制麻/棉混紡紗時,采用兩道并條基本上能夠滿足紡紗質量要求。在生產過程中,纖維易纏皮輥和羅拉,所以要嚴格控制溫濕度,勤洗皮輥。
由于麻纖維長度變異系數大,牽伸變速點難以控制,短纖維容易集聚,生條短片段不勻率提高。所以,并條工序應主要著眼于改善條干不勻率,選用末道牽伸倍數小于并合數。為避免須條在羅拉鉗扣下打滑,牽不開,羅拉隔距要適當放大,2~3羅拉間隔距為10 mm,4~5間羅拉隔距為14 mm。羅拉壓力比紡純棉時增加30%左右,增加摩擦力界,使纖維變速點前移、集中、穩定,以改善紗條條干均勻性能。
3.4 轉杯紡工藝
苧麻纖維較粗硬、剛性大、抱和力小,捻系數應偏大掌握,以保證成紗強力。紡杯直徑選用66 mm(大紡杯)。因混紡主體長度在38 mm以上,為避免或減少繞分梳輥現象,選用OK40型分梳輥。同時為保證分梳效果,分梳輥選用較高的速度。在運轉操作管理方面,紡杯每班清掃一次。條子斷頭后不包卷,重新生頭,減少成紗長粗節。
轉杯紡工序有關工藝參數為:成紗干定量5.290 g/100m,設計捻系數485,紡杯速度為36000 rpm,分梳輥速度為8000 rpm,給棉板加壓3.0±0.15,隔離盤型號150。
4 結語
在OE Rm/C 55/45 58.7 tex紗紡制過程中,由于苧麻的性能特點,在配棉上麻的投料百分比率應比成紗要求配比適當高出。出于對麻棉混紡紗成紗質量的較高要求,清鋼工藝宜選用強分梳、適當緊隔距;并條工藝采用倒牽伸、隔距適當放大,以利條干;轉杯紡應根據原料的纖長選用較大的紡杯并采用較高的分梳輥速度,設計捻系數也應適當提高。才能紡制出較高質量的轉杯麻棉紗。
[1] 吳秀文.氣流紡生產大麻/棉混紡紗工藝[J].四川紡織科技,2003,(3):36—38.
[2] 王建明.轉杯紡亞麻棉53 tex紗的生產實踐[J].山東紡織科技,2008,49(6):28—29.
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03