紡皮馬棉/澳棉50/50 9.7 Tex工藝路線的探索
2011-01-19 10:23:24徐小凡
山東紡織科技 2011年6期
關鍵詞:工藝
徐小凡(, )
Pima 100% 紗做出的針織面料手感柔滑,絲質光澤,吸濕性好,天然親膚,得到市場一些高端客戶的青睞。應客戶要求,本廠曾紡出不同比例的Pima/Cotton混紡紗,但是,當Cotton比例超過50%時,做出的針織面料逐漸失去Pima 100%的手感。本公司生產的9.7 tex Pima/Cotton (50/50)紗客戶投訴不斷,主要反映面料條干差,棉結非常多,只能做漂白針織面料和個別淺色針織面料,嚴重阻礙客戶的市場開發。原因是Pima棉纖維主體長度是38 mm,Cotton(澳大利亞棉)的主體長度是28 mm,兩種纖維長度差異大,按照(50/50)混紡,必然造成各牽伸區浮游纖維難以控制,條干惡化;另外,Pima 100%純紡紗客戶投訴最多的是棉結,證明Pima紡紗過程棉結比較難清除,所以9.7 tex Pima/Cotton(50/50)質量未能如意。為此,2009年初,本廠成立攻關小組,尋找9.7 tex Pima/Cotton(50/50)的最佳工藝路線。
1 原工藝方案
原工藝方案即方案一客戶反映條干差和棉結非常多,只能做漂白針織面料和個別淺色針織面料。
1.1 方案一工藝流程
FA306A→HSR1000→HY492A→FA506→賜來福338
1.2 成紗質量
筒紗成紗質量烏斯特數據如表1所示。
1.3 原因分析
分析客戶反映棉結非常多的原因是Pima纖維原料是皮輥棉,經AFIS檢測,原料棉結比Cotton鋸齒棉少,但雜質比Cotton多,針對Pima原料棉結少,CVT三個打手速度最低設定,刺輥速度偏低掌握,各打手與塵棒隔距也較大設置,但是,與Cotton同工藝經過特呂茨勒清梳聯的Pima生條棉結比Cotton生條多,說明棉結多的主因是Pima,另一方面,也表明Pima纖維在DK740上的棉結清除效率低。DK740主要工藝如表2所示。

表1 筒紗烏斯特數據
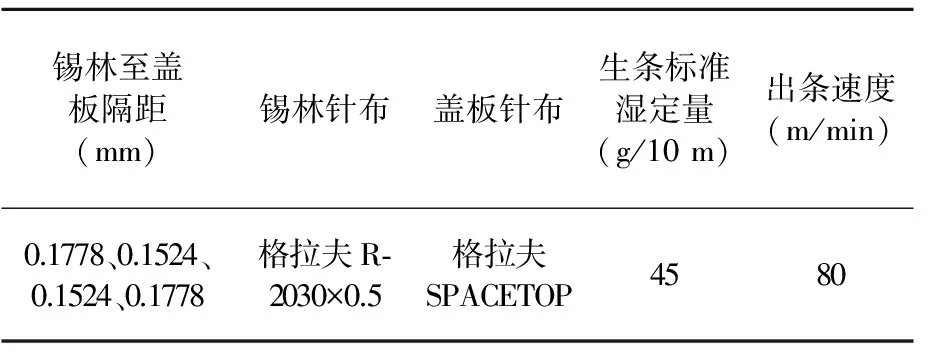
表2 DK740主要工藝
2 增加一道梳棉工藝
在不改變梳棉工藝的前提下,要提高梳棉的清除效率,方案二采取Pima增加一道梳棉工藝,投產紡出9.7 tex Pima/Cotton (50/50)棉紗453.6 kg。
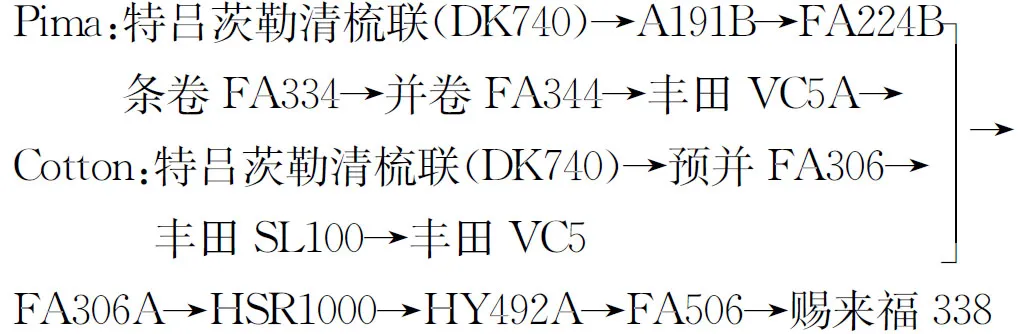
2.1 方案二工藝流程
2.2 成紗質量
筒紗烏斯特數據如表3所示。
2.3 客戶反映
與方案一比較,條干差不多,棉結似乎少一些,但是也只能適用漂白針織面料和個別的淺色針織面料。
3 采用傳統清花工藝
方案二棉結有所減少,表明二道梳棉工藝值得進一步探討,至于成紗棉結減少不明顯,應該與Pima經特呂茨勒清梳聯的CVT三個打手的打擊過度有關。由于打擊過度,Pima纖維損傷不少,即使有二道梳棉,相對增加的棉結也未能徹底清除,相反損傷的纖維在后道的牽伸中不斷產生棉結。必須針對Pima纖維的纖維長度和皮輥棉特點,進一步尋找清花工序減少打擊的工藝路線。于是我們方案三采用國產清花成卷再上梳棉的辦法。Pima和Cotton按50/50比例在抓棉槽相混,各打手速度降到最低,加大各打手與塵棒隔距,梳棉輕定量慢速度。由于此方案較獨特,質量存在風險,只投產紡出226.8 kg的9.7 tex Pima/Cotton (50/50)棉紗。
3.1 方案三工藝流程
(Pima 20%+Cotton 50%)FA002→FA016A→FA022(8)→FA106A(梳針)→FA142→FA224B→FA334→FA344→VC5A→FA306A→HSR1000→HY492A→FA506→賜來福338
3.2 成紗質量
筒紗烏斯特數據如表4所示。

表3 筒紗烏斯特數據

表4 筒紗烏斯特數據
3.3 客戶反映
客戶反映不論是條干或是棉結,都比方案一差多了。
4 傳統清花和清梳聯相結合
方案三質量更差,原因是雖然Cotton原料含雜比Pima少,但帶纖維籽屑比Pima高,特呂次勒有軸流開棉機,并且各機吸風比國產機好,對清除帶纖維籽屑有利,而國產設備清除效果差,所以Cotton與Pima相同工藝經過國產清花設備時,Cotton的棉結、雜質的清除肯定不理想,必定影響到最終紡紗質量。于是采用Pima經國產清花,Cotton經特呂茨勒清梳聯的工藝路線,將生條Pima50%和Cotton50%在條卷機并合,再經過第二道梳棉。考慮到Cotton過多兩道梳棉后,擔心精梳條過熟,精梳后只過一道并條。投產紡出453.6 kg的9.7 tex Pima/Cotton 50/50棉紗。
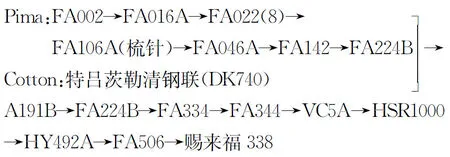
4.1 方案四工藝流程
4.2 成紗質量
烏斯特數據如表5所示。
4.3 客戶反映
客戶反映條干比方案二好,棉結比方案二少。可做漂白、淺色和部分中色針織面料,但大部分的中色和全部的深色針織面料不能使用。
5 優化工藝方案
攻關組按照方案四的方向繼續探討,終于找到質量突破的最佳途徑。方案四的缺陷,主要是精梳后還有一部分彎鉤纖維。因此,方案五在方案四的基礎上增加一道并條。頭道采用纖維伸直工藝,第二道采用條干均勻工藝。投產紡出453.6 kg的9.7 tex Pima/Cotton 50/50棉紗。
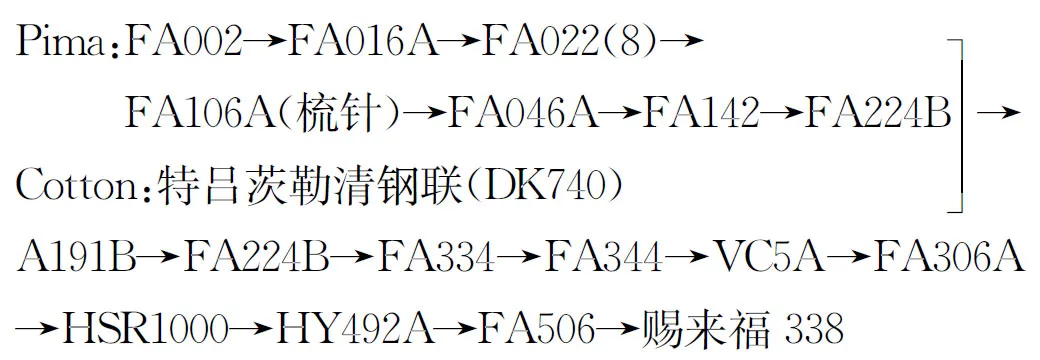
5.1 方案五工藝流程
5.2 成紗質量
筒紗烏斯特數據如表6所示。
5.3 客戶反映
客戶反映條干比方案四好,棉結也比方案四減少。淺色、中色針織面料都無問題,但深色針織面料還有一部分未能完全滿意,主要是布面白點偏多,但經人工用鑷子鉗去一些白點后,就可以使用。總體來說,9.7 tex Pima/Cotton 50/50棉紗基本上可做任何顏色的針織面料。因此,9.7 tex Pima/Cotton 50/50工藝路線確定采用方案五。

表5 筒紗烏斯特數據

表6 筒紗烏斯特數據
6 總結
縱觀整個探索過程,體會如下:
6.1Pima與Cotton纖維的原棉特性不同,清梳的紡紗工藝必須有區別。
6.2Pima與Cotton的纖維在條卷并合,在第二道梳棉單纖維狀態混和,再經精梳后,在并條牽伸時兩種纖維已融為一體,避免通常在并條并合時某一瞬間羅拉握持的兩種纖維的比例不一樣,產生條干不勻,增加棉結,這是質量突破的關鍵。
6.3精梳后宜用兩道并條。
經過兩年多的探索,終于找到生產精梳9.7 tex Pima/Cotton (50/50)棉紗的最佳工藝路線,棉紗做出的針織面料基本滿足客戶的要求。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
