壓力棒隔距塊在棉紡中的應用探討
2011-01-19 10:23:26沈紅艷劉義龍
山東紡織科技 2011年6期
沈紅艷,劉義龍(, )
細紗鉗口隔距塊是保證膠圈鉗口大小的關鍵部件,它關系到主牽伸區中部摩擦力界的強度。隔距塊大小即鉗口隔距是細紗工序的一個主要工藝參數[1]。鉗口隔距與紡紗號數有關,一般來說,所紡紗線越粗,隔距塊則大;所紡紗線越細,隔距塊則小,但在棉紡中對不同規格壓力棒隔距塊紡各號數紗線的研究還較少。
1 壓力棒隔距塊的原理
壓力棒隔距塊的主要工作原理是當須條進入牽伸區時,即在膠圈鉗口至前羅拉間的浮游區中,增加了壓力棒,壓力棒的弧形邊緣與被牽伸的須條接觸,在浮游區內增加了附加摩擦力界,使牽伸區內纖維的摩擦力界分布顯著增強,加強了對纖維運動的控制,使纖維的變速點分布能夠集中穩定地靠近前鉗口,減少了纖維位移量的變化,有利于改善條干均勻度[2]。
2 實驗部分
2.1 試驗條件
實驗機型為FA506型細紗機,采用WRC-965膠輥、YJ2-142C型搖架和瑞士Bracker公司鋼絲圈。
測試儀器:長嶺紡電YGl72A型紗線毛羽測試儀;YG063型全自動紗線強力儀;YG135G型條干均勻度測試分析儀。
測試條件:溫度(22±2)℃,濕度(55±5)%RH。
2.2 試驗原料
CJ14.6 tex細紗:純棉精梳粗紗,定量4.25 g/10 m,捻系數114;
CJ9.7 tex細紗:純棉精梳粗紗,定量3.5 g/10 m,捻系數104;
CJ7.3 tex細紗:純棉精梳粗紗,定量3.0 g/10 m,捻系數102.3。
3 實驗結果與分析
為了合理布置牽伸區中的摩擦力界,加強浮游纖維運動的控制以改善細紗條干,在細紗牽伸區采用壓力棒隔距塊[3]。
為了進一步分析壓力棒隔距塊在棉紡中對成紗質量的影響,試驗將采用不同的號數和不同壓力棒隔距塊紡出來的紗線進行對比分析。
3.1 壓力棒隔距塊對成紗條干均勻度的影響
從表1數據可以看出:
(1)紡CJ14.6 tex紗時,采用不同型號的壓力棒隔距塊的效果比普通隔距塊條干CV好,尤其是加裝3.0mm隔距塊后條干CV降低了0.7個百分點,千米細節減少了78%,千米粗節減少了46%,千米棉結減少了34%。
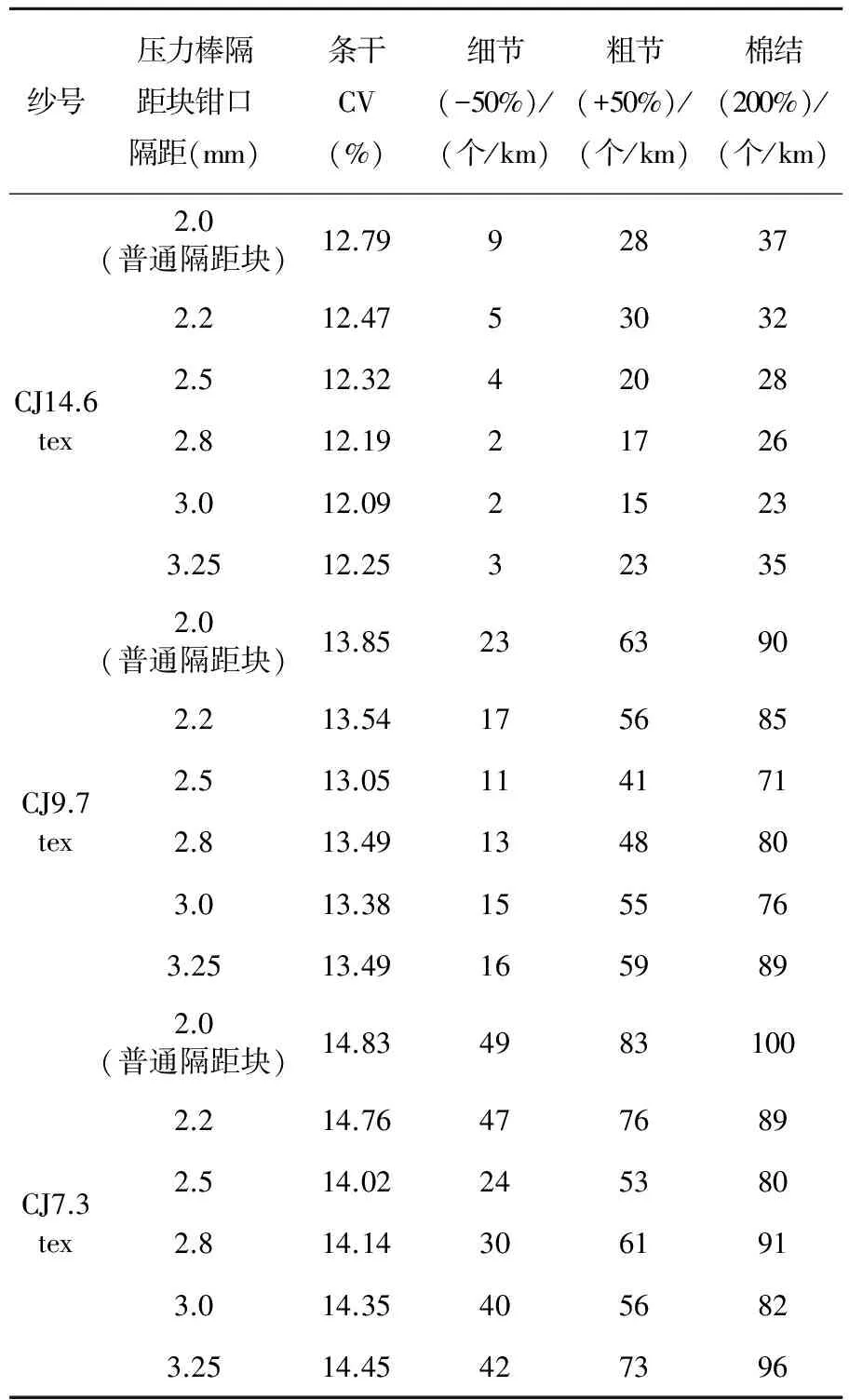
表1 壓力棒隔距塊對CJ14.6 tex CJ9.7 texCJ7.3 tex紗條干的影響
(2)紡CJ9.7 tex和CJ7.3 tex紗,采用2.5 mm隔距塊效果最佳,條干CV降低約0.8個百分點,千米細節減少約50%,千米粗節減少約35%,千米棉結減少約20%。
(3)對于CJ7.3 tex紗,紗號細,粗紗定量輕,細紗主牽伸區內的纖維相對較少,且須條存在少量的短纖維,導致纖維之間聯系力弱,前區附加壓力棒隔距塊后加強了對纖維運動的控制,使纖維的變速點集中向前鉗口靠近,使成紗條干得到較顯著的改善[4],因此壓力棒隔距塊能明顯改善細特紗的條干水平,減少了千米細節、粗節和棉結粒數[5]。
3.2 壓力棒隔距塊對成紗毛羽的影響
由表2中的數據清晰可知,紡CJ14.6 tex紗時,2.8 mm的壓力棒隔距塊可以使毛羽數降低0.8根/10 m; 紡CJ9.7 tex紗時,使用2.5 mm的壓力棒隔距塊毛羽數降低0.7根/10 m; 紡CJ7.3 tex紗時,采用2.5 mm壓力棒隔距塊紗線毛羽降低了0.8根/10 m。
總之,壓力棒隔距塊對各特數的紗線毛羽影響不是很明顯,但使用不同壓力棒隔距塊后紗線毛羽出現波動的現象,因此,在紡紗時要合理選用壓力棒隔距塊,以期得到較好的紗線毛羽[6]。
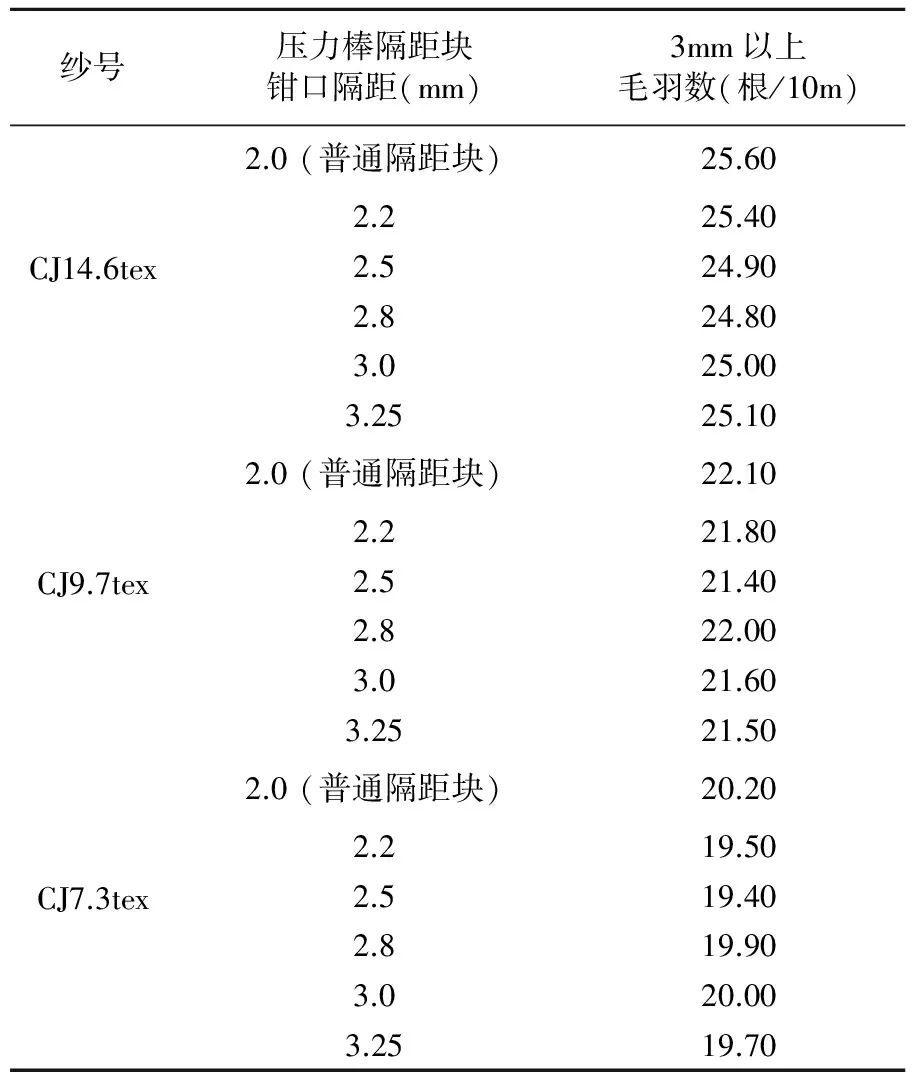
表2 壓力棒隔距塊對CJ14.6 tex CJ9.7 texCJ7.3 tex紗成紗毛羽的影響
3.3 壓力棒隔距塊對成紗強力的影響
從表3中的數據看出,紡CJ14.6 tex紗時,2.8mm的壓力棒隔距塊可以使斷裂強力增加3.5 cN;紡CJ9.7 tex紗和CJ7.3 tex紗時,采用2.5 mm的壓力棒隔距塊可以使斷裂強力上升約3 cN。
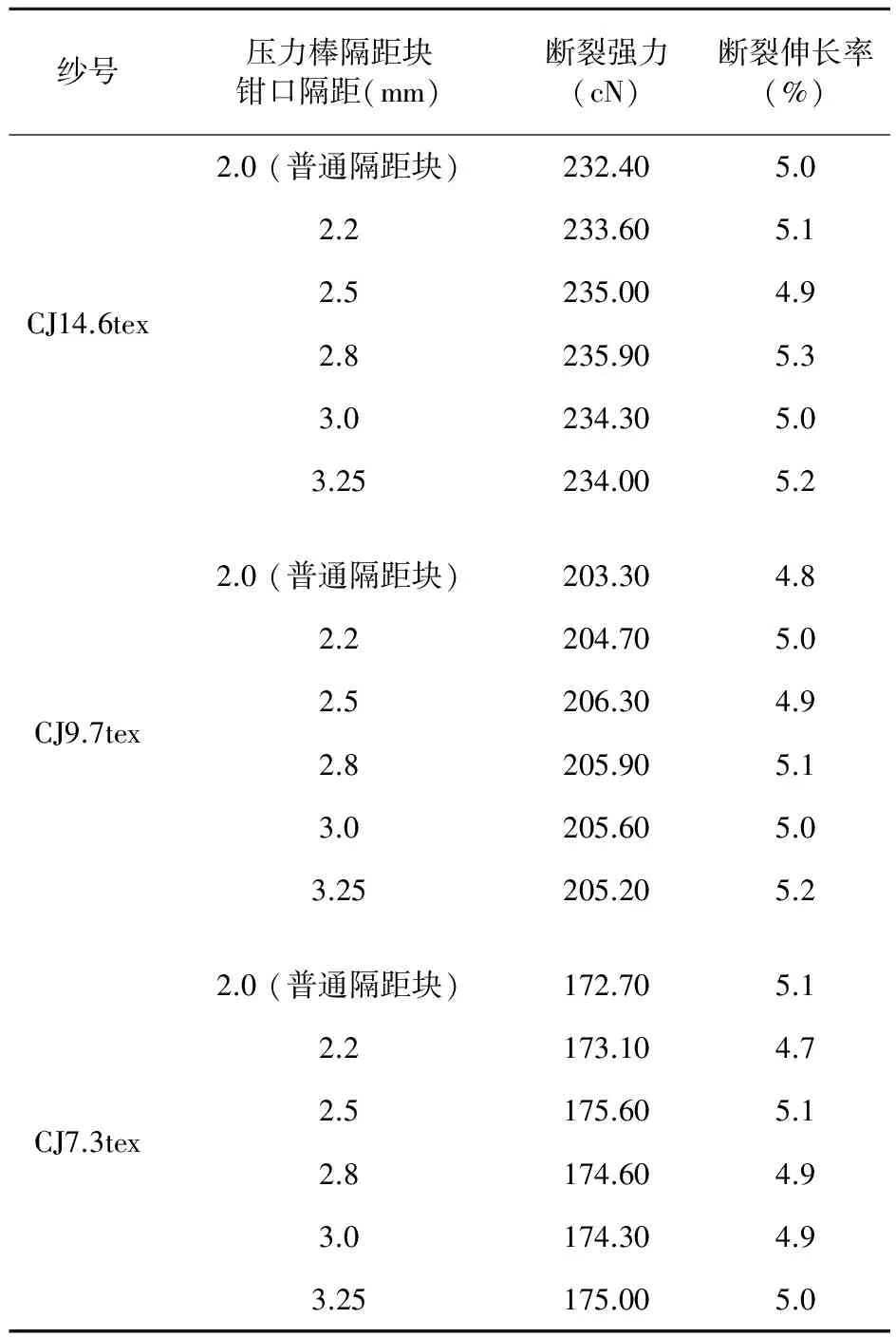
表3 壓力棒隔距塊對CJ14.6 tex CJ9.7 texCJ7.3 tex紗成紗強力的影響
總之,前區附加壓力棒隔距塊后,斷裂強力、斷裂伸長率和斷裂時間變化都不大。壓力棒隔距塊在前牽伸區建立了一個附加摩擦力界,使其合理控制和調節前區纖維須條,減少浮游纖維提前變速的機會,有利于纖維伸直平行,使紗線強力略有增加但增幅較小[7]。
4 結論
在棉紡中采用壓力棒隔距塊后,牽伸區內的浮游纖維得到有效控制,從而改善了紗線條干均勻度,減少了粗節、細節和棉結個數,但對紗線毛羽和強力影響較小,并且不同的紗號要選用合適的壓力棒隔距塊才能達到理想的紡紗效果[8]。
[1] 蔡志勇,陳名均.細紗牽伸器材及工藝配置對成紗細節的影響[J].棉紡織技術,2005,33(8):8—10.
[2] 葉向陽,謝建彬,王小龍.使用壓力棒隔距塊生產純棉特細號紗的實踐[J].棉紡織技術,2009,37(4):43—45.
[3] 蘇旭中,謝春萍,楊麗麗.附加壓力棒曲線牽伸上銷對成紗質量的影響[J].棉紡織技術,2006,34(9):43—44.
[4] 趙長萬.細紗牽伸區附加壓力棒的應用分析[J].棉紡織技術,2007,35(6):362—364.
[5] 李克來,周三喜,高海梅.細紗前區加裝壓力棒的紡紗實踐[J].棉紡織技術,2007,35(9):42—43.
[6] 向斌.淺談紗線毛羽的產生原因及預防措施[J].棉紡織技術,2010,38(2):120—123.
[7] 梅自強.紡織器件、專件要著力提高質量,提高工藝性能[J].紡織器材,2008,35(3):1—2.
[8] 高小亮,謝春萍,郭光龍.緊密紡牽伸部分主要工藝對成紗質量的影響[J].上海紡織科技,2008,36(3):41—42.
