純銅粉末包套-等徑角擠壓工藝實驗研究
2011-01-23 05:30:22王曉溪薛克敏
武漢科技大學學報 2011年4期
關鍵詞:變形
王曉溪,薛克敏,李 萍,張 翔,王 成
(合肥工業大學材料科學與工程學院,安徽合肥,230009)
粉末材料作為材料的重要組成部分已在工業領域得到廣泛的應用。然而,由于傳統粉末冶金工藝生產過程較為復雜,且制品內部存在一定的孔隙,相對于致密材料而言,塑性變形能力較弱,在后續加工變形過程中易產生破壞,難以累積產生大的有效應變,從而影響晶粒細化效果,使其強度和韌性大大降低[1]。為了簡便、快速、有效地制備高致密度和性能優良的塊體細晶材料,很有必要改進現有生產工藝,開發新型粉末塑性加工技術。等徑角擠壓法(ECAP)是大塑性變形法中最具代表性、也是發展最為迅速的一種方法[2-3]。該方法通過試樣在模具轉角處發生劇烈剪切變形使材料內部產生加工硬化,最終達到細化組織、提高材料性能的目的。
與傳統粉末冶金工藝相比,ECAP過程中所提供的大剪切變形和高靜水壓力可以使粉末材料在較低的變形溫度下實現基體組織明顯細化,殘余孔隙有效收縮。目前,國外已對鋁[4]及鋁合金[5-6]、銅[7]、鈦[8]、鎂[9]等粉末材料和新型復合材料[10]展開了相關研究,并取得了一定成果。但與致密材料的研究相比,粉末材料ECAP研究仍處于起步階段,且國內少見報道[11-12]。為此,本文針對粉末材料低塑性的特點,在室溫條件下采用包套-等徑角擠壓工藝(PITS-ECAP)將純銅粉末顆粒直接固結成高致密度塊體細晶材料,以期為利用大塑性變形法制備高性能細晶材料提供依據。
1 實驗
1.1 實驗材料
以工業電解純銅粉末為原料,其主要化學成分為:w(Fe)<0.02%,w(Pb)<0.05%,w(Sb)<0.01%,w(A s)<0.005%,其余為Cu。采用MALVERN2000型激光粒度測試儀對純銅粉末粒度進行測定,測得其顆粒平均粒徑為46.85 μm,粒度分布如圖1所示。純銅粉末原始顆粒SEM形貌如圖2所示。
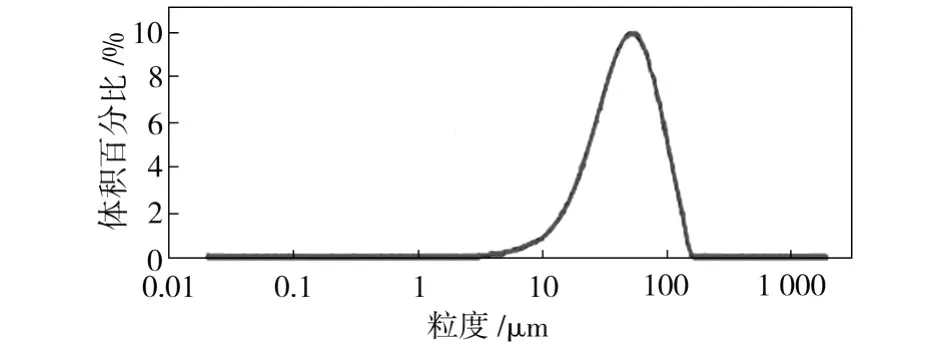
圖1 純銅粉末粒度及其分布Fig.1 Size distribution of as-received pure copper particles
1.2 實驗方法
為了使粉末材料在變形過程中能夠得到有效的固結和細化,實驗前需將粉末顆粒封裝在金屬包套內,使其具有一定的初始緊實度。裝粉過程完畢后,將試樣用包套塞封口,放入與包套外形尺寸相匹配的ECAP模具中進行擠壓。在ECAP所提供的劇烈剪切變形和包套塞子所傳遞的靜水壓力共同作用下,原始粉末顆粒被固結成組織和性能優良的塊體細晶材料。
本次實驗選用致密純銅作為包套材料,純銅粉末顆粒初始緊實度約為70%。ECAP模具的具體幾何參數如下:通道橫截面尺寸為10 mm×10 mm,模具內角φ=90°,模具外角φ=37°,模具內角圓弧R=0.5 mm。試樣在室溫條件下沿Bc路徑進行4道次擠壓,擠壓速度約為1 mm/s。
根據文獻[3],計算出4道次ECAP變形過程后的材料等效應變累積值約為4。為減小摩擦對試樣變形的影響,擠壓過程中以石墨-機油作為潤滑劑。
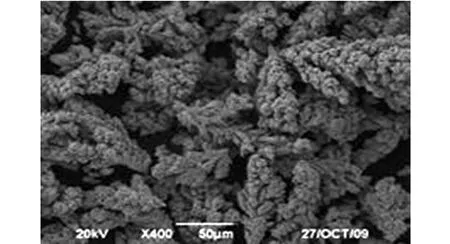
圖2 純銅粉末原始顆粒SEM照片Fig.2 SEM images of pure copper powder particles
1.3 試樣檢測
實驗結束后,將試樣線切割去除包套并加工成各種規格的檢測樣品。采用4XB-TV型金相顯微鏡對不同道次ECAP試樣的橫截面X、流動面Y、縱截面Z進行光學顯微組織觀察;采用排水法測定PITS-ECAP工藝變形后試樣的相對密度;應用M H-3型顯微維氏硬度計測量試樣橫截面的顯微硬度,施加載荷為100 g,加載時間為10 s。
2 結果與分析
2.1 材料的宏觀變化
在室溫條件下,試樣沿Bc路徑順利完成了4道次等徑角擠壓。圖3為不同道次變形后試樣的宏觀實物圖。在變形過程中,當試樣經模具轉角時,由于上下端面材料流動速度不同,擠出后的試樣出現了近似平行的斜面,同時其表面受摩擦影響出現了“擠痕”。由此可見,隨著擠壓道次的增加,試樣的整體變形越為劇烈,斜面傾斜的趨勢更加嚴重,整體長度也略有縮短。

圖3 不同道次變形后試樣的宏觀實物圖Fig.3 Macroscopic image of samplesafter different ECAP passes
2.2 材料的顯微組織變化
圖4為試樣沿Bc路徑經1~4道次擠壓變形后的光學顯微組織。由圖4可看出,1、2道次變形后,原始形貌呈樹枝狀的純銅粉末顆粒在剪切應力的作用下得以密實并累積了一定的塑性應變,初始孔隙得到有效焊合,晶粒被明顯拉長,呈條帶狀組織。在流動面Y上,由于材料剪切變形最為充分,晶粒最為狹長,在其內部可以觀察到明顯的剪切痕跡。此外,在材料組織得到有效細化的同時,其致密程度也大幅度提高。大部分粉末顆粒較好地結合在一起,但仍可觀察到少量的微孔隙(見圖4中圓圈部分)。
在Bc路徑下每道次擠壓變形后,試樣繞其軸向依次沿順時針旋轉90°。隨著擠壓道次的增加,各個平面依次經歷了模具轉角的剪切變形作用。經3、4道次變形后,試樣各個平面晶粒內部均形成近似平行的細長條帶狀剪切變形帶,晶粒被剪切破碎而變得更加細小,內部位錯密度迅速升高,原始晶界變得模糊,呈明顯的流線纖維組織特征。同時,2道次變形后,試樣內部殘余少量的微孔隙在劇烈剪切變形和較強靜水壓力作用下進一步收縮,光學顯微鏡下已難以辨認到孔隙的存在。
2.3 材料的顯微硬度變化
顯微硬度在一定程度上可間接地反映出粉末材料變形過程中應變能的累積情況和粉體壓坯的密實效果。圖5為PITS-ECAP工藝各道次變形后試樣各截面上的顯微硬度變化。由圖5可看出,各擠壓道次下不同截面上材料顯微硬度的變化趨勢基本相同,變形初期增幅明顯,變形后期趨于平緩。4道次變形結束時,各截面上材料顯微硬度分布趨于均勻,平均值高達1 470 M Pa。與工業傳統的致密純銅塊體(HV約為1 050 M Pa)相比,材料顯微硬度約提高42%。
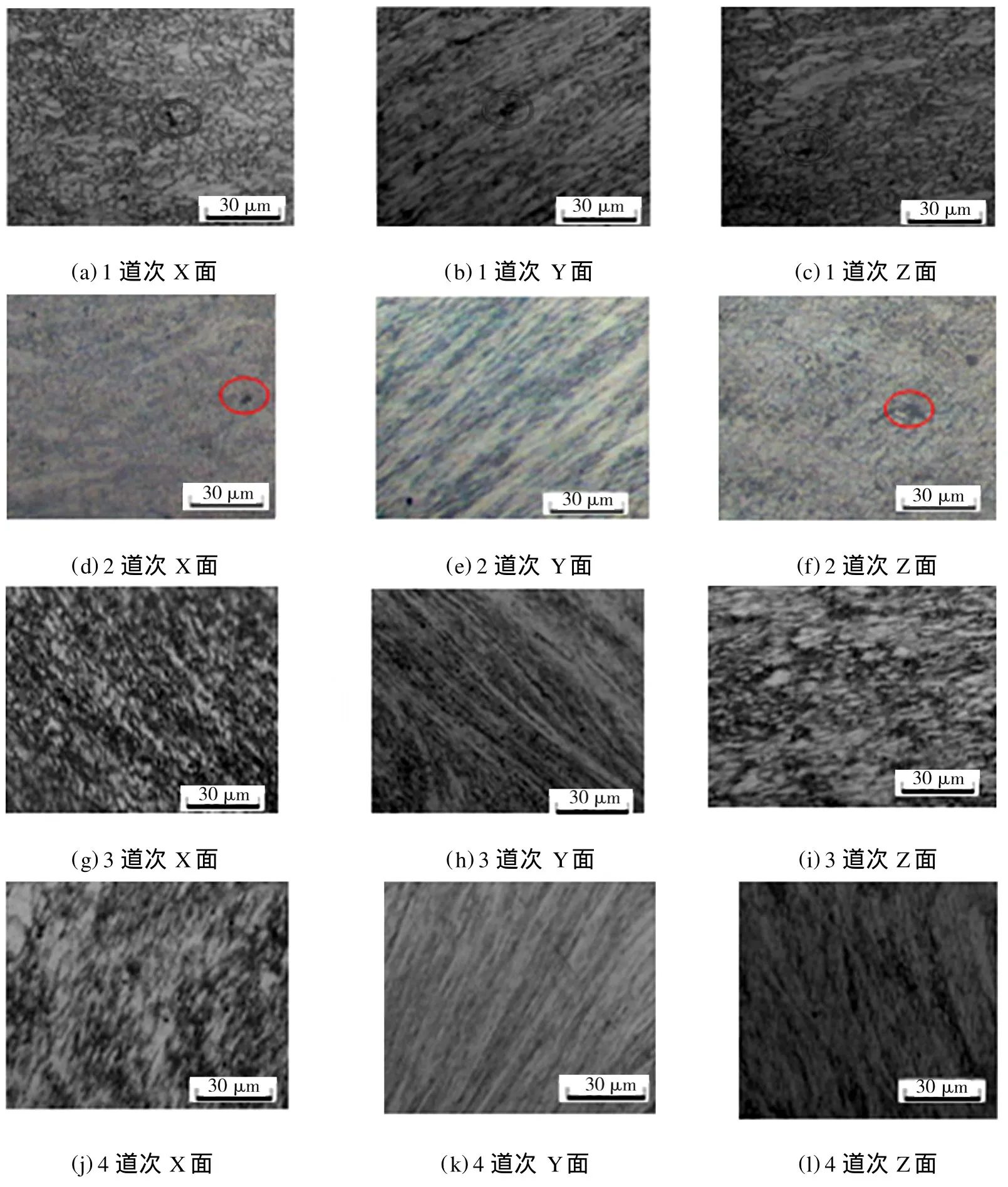
圖4 PITS-ECAP工藝各道次變形后試樣的顯微組織Fig.4 Microstructure of samples at X,Y and Z planes after different passes of PITS-ECAP
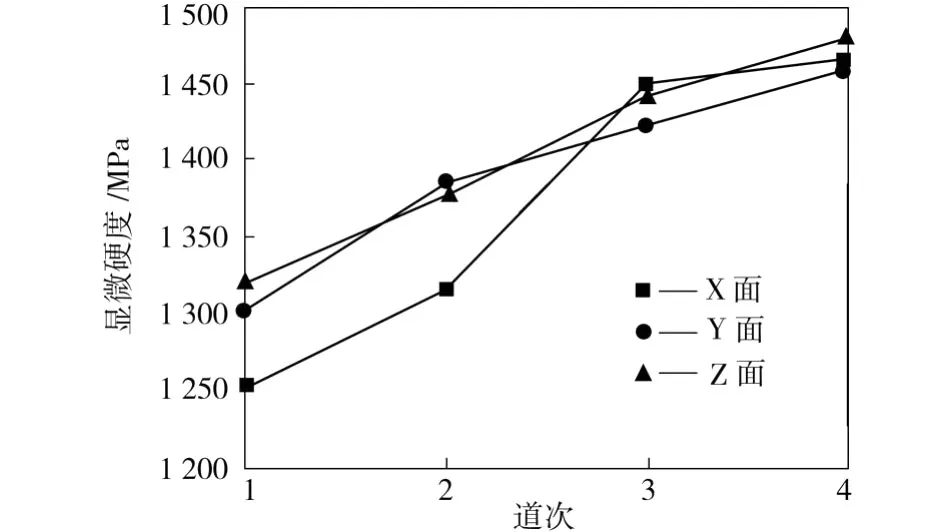
圖5 PITS-ECAP工藝不同道次變形后材料的顯微硬度Fig.5 Microhardness of samples after different PITSECAP passes
對比圖4和圖5可以發現,材料顯微硬度的這一變化趨勢與其微觀組織的演變行為相一致。在初始道次的變形過程中,由于材料經歷了劇烈剪切變形,內部形成了大量剪切變形帶,晶粒不斷破碎,位錯密度和點缺陷濃度急劇升高,亞結構(如胞狀組織、亞晶界、孿晶界等)逐漸形成,晶界所占比例較高,晶格畸變能也較大,位錯運動和晶界滑移都將受到很大阻力[13-16]。因此,材料塑性變形抗力增加,產生了加工硬化現象,從而使材料顯微硬度明顯提高。隨著擠壓道次的增加,大量位錯發生當量堆積、吸收和湮滅,位錯密度將維持在一個相對恒定的數值,變形機理由晶內位錯運動逐漸轉變為晶界滑移。此時,材料加工硬化和軟化作用同時存在,使得材料的顯微硬度維持在一個較為穩定的水平。
2.4 材料的相對密度變化
經1道次變形后,試樣相對密度為0.96,比初始預裝粉緊實度提高約37%,致密度得到明顯提高;3道次變形后,試樣整體相對密度為1,達到完全致密,表明PITS-ECAP工藝是一種有效提高粉末材料致密效果的大塑性變形工藝。
變形初始階段,即試樣尚未進入模具轉角之前,由于材料所承受的塑性變形量較小,在包套塞所傳遞的靜水壓力作用下,純銅粉末顆粒之間只發生相對滑動和位置重排,顆粒之間相互接觸,材料內部孔隙尺寸及數量有所減小,整體密度得到一定程度提高。但靜水壓力只能使孔隙簡單地改變尺寸進而收縮,其形狀基本上不發生改變。當試樣經過模具轉角時,模具轉角受到劇烈剪切的作用。此時,包套內部純銅粉末顆粒之間、單個粉末顆粒之間、顆粒內部晶粒之間在承受靜水壓力的同時均發生了剪切變形(見圖6),材料內部通過塑性變形積累了很大的應變能,使粉體顆粒之間較好地固結在一起。材料內部孔隙形狀也因基體組織形狀的變化而改變,整體得到有效焊合,致密效果因此進一步增強。
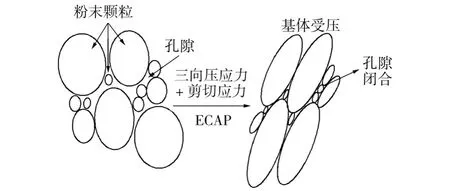
圖6 粉末顆粒PITS-ECAP工藝的變形過程Fig.6 Deformation process of powder particles during PITS-ECAP
3 結論
(1)以純銅粉末為原料,在室溫條件下采用PITS-ECAP工藝沿Bc路徑可將純銅粉末顆粒直接固結成高致密度的塊體細晶材料。4道次PITS-ECAP工藝變形后,試樣X、Y、Z面均受到劇烈剪切作用,顯微組織呈細長條帶流線狀,晶粒尺寸得到明顯細化;材料顯微硬度大幅度提高,且分布趨于均勻,平均值高達1 470 M Pa;粉末顆粒有效固結,材料達到完全致密化。
(2)在PITS-ECAP工藝變形過程中,劇烈塑性剪切變形、較高靜水壓力和有效應變積累是保證粉末材料致密度大幅度提高以及顯微組織有效細化的主要原因。
[1] 任學平,康永林.粉末塑性加工原理及其應用[M].北京:冶金工業出版社,1998:1-4.
[2] 呂哲,鄭立靜,于燕,等.7050鋁合金等通道多轉角擠壓過程的三維有限元模擬[J].稀有金屬材料與工程,2008,37(12):2 125-2 128.
[3] Valiev R Z,Langdon T G.Principlesof equal-channel angular p ressing as a p rocessing tool fo r grain refinement[J].Progress in Materials Science,2006,51(7):881-981.
[4] Xia K,W u X.Back p ressure equal channel angular consolidation of pure A l particles[J].Scrip ta Materialia,2005,53:1 225-1 229.
[5] Senkov O N,Senkov S V,Sco tt J M,et al.Compaction of amorphous aluminum alloy pow derby direct extrusion and equal channel angular extrusion[J].Materials Science and Engineering A,2005,393:12-21.
[6] Chang S Y,Lee K S,Choi S H,et al.Effect of ECAP on micro structure and mechanical properties of a commercial 6061Al alloy produced by powder metallurgy[J].Journal of Alloys and Compounds,2003,354:216-220.
[7] Haouaoui M,Karaman I,Maier H J,et al.Microstructure evolution and mechanical behavior of bulk copperobtained by consolidation of micro-and nanopowders using equal-channel angular extrusion[J].Metallurgical and Materials Transactions A,2004,35:2 936-2 949.
[8] 趙文娟,丁樺,曹富榮,等.Ti-6A l-4V合金超塑性變形中的組織演變及變形機制[J].中國有色金屬學報,2007,17(12):1 973-1 980.
[9] Nagasekhar A V,Tick-Hon Y,Guduru R K,et al.M ultipass equal channel angular extrusion of MgB2powder in tubes[J].Physica C,2007,466:174-180.
[10] Zhang L C,Xu J,Ma E,et al.Consolidation and properties of ball-milled Ti50Cu18Ni22Al4Sn6glassy alloy by equal channel angular extrusion[J].Materials Science and Engineering A,2006,434:280-288.
[11] 周明智,薛克敏,李萍.靜水壓力對粉末多孔材料等徑角擠壓過程的影響[J].鍛壓技術,2007,32(2):53-56.
[12] 李萍,黃科帥,薛克敏,等.純鋁粉末多孔燒結材料等通道轉角擠壓[J].中國有色金屬學報,2009,19(5):881-886.
[13] 丁雨田,斯志軍,周懷存,等.等徑角擠壓對純銅組織與性能的影響[J].蘭州理工大學學報,2007,33(6):10-13.
[14] 汪建敏,許曉靜,石鳳健,等.等徑角擠壓獲得超細晶銅的研究[J].熱加工工藝,2004(7):6-10.
[15] 黃崇湘,吳世丁,李廣義,等.循環形變對超細晶銅室溫拉伸行為的影響[J].金屬學報,2004,40(11):1 165-1 169.
[16] 唐向前.純銅等徑角擠壓過程計算機模擬研究[D].蘭州:蘭州理工大學,2009.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36