跳動(dòng)檢測(cè)儀的自動(dòng)定位機(jī)構(gòu)設(shè)計(jì)
2011-01-29 06:25:34吳征南
制造業(yè)自動(dòng)化 2011年12期
關(guān)鍵詞:檢測(cè)
吳征南,王 昱
WU Zheng-nan, WANG Yu
(北京機(jī)械工業(yè)自動(dòng)化研究所,北京 100120)
0 引言
在工業(yè)生產(chǎn)中存在大量的圓盤形工件,圓盤形工件的加工精度和裝配精度往往是保證設(shè)備整體精度及性能的關(guān)鍵。
圓盤形工件的加工精度可以使用通用的測(cè)量工具及設(shè)備進(jìn)行檢測(cè),跳動(dòng)參數(shù)亦可使用通用的跳動(dòng)檢查儀準(zhǔn)確測(cè)出。而裝配精度的測(cè)量與加工精度不同,各種設(shè)備的裝配結(jié)構(gòu)不同,存在裝配環(huán)境、空間及測(cè)試條件的差異,所以裝配精度檢測(cè)較多使用專用的檢測(cè)設(shè)備。尤其是在批量裝配生產(chǎn)環(huán)境下,專用的跳動(dòng)參數(shù)檢測(cè)儀是裝配生產(chǎn)線不可卻少的裝置。
汽車制動(dòng)盤就是圓盤形工件,制動(dòng)盤裝配后必須進(jìn)行端跳檢測(cè)。因裝配制動(dòng)盤后的裝配總成的定位基準(zhǔn)點(diǎn)存在非加工表面且尺寸偏移較大,所以現(xiàn)有生產(chǎn)線上使用固定檢測(cè)基面以工件非加工基準(zhǔn)點(diǎn)定位的檢測(cè)設(shè)備均有可能存在數(shù)據(jù)偏移的現(xiàn)象。如果采用量程較小的接觸式測(cè)量方式,則會(huì)因非加工基準(zhǔn)點(diǎn)尺寸處于極限位置時(shí),測(cè)量表面超越或脫離量程。
筆者曾經(jīng)為乘用車裝配生產(chǎn)線設(shè)計(jì)制造了制動(dòng)盤全自動(dòng)端跳檢測(cè)儀。該檢測(cè)裝置定位基面的自適應(yīng)結(jié)構(gòu)解決了原生產(chǎn)線同類檢測(cè)裝置的詬病,并為后續(xù)設(shè)備研制取得了經(jīng)驗(yàn)。
1 設(shè)備要求
制動(dòng)盤為汽車制動(dòng)系統(tǒng)的關(guān)鍵零件,裝配后的端面跳動(dòng)參數(shù)與汽車行駛的安全性密切相關(guān)。圖示為制動(dòng)盤(如圖1所示)和裝配后的結(jié)構(gòu)(如圖2所示)。
技術(shù)協(xié)議中對(duì)設(shè)備提出了以下幾點(diǎn)要求:
1)全自動(dòng)檢測(cè)制動(dòng)盤端跳參數(shù),排除人工參與,避免人工操作的失誤;
2)檢測(cè)分辨率為0.0005mm;
3)要求在30秒內(nèi)完成檢測(cè)作業(yè);
4)要求適應(yīng)12種規(guī)格產(chǎn)品的檢測(cè),產(chǎn)品換型時(shí)允許20秒工裝準(zhǔn)備時(shí)間;

圖1 制動(dòng)盤

圖2 裝配后的結(jié)構(gòu)
5)與檢測(cè)前的輪轂壓裝工序同臺(tái)操作,減少用工量,提高勞產(chǎn)率。
2 結(jié)構(gòu)分析
按制動(dòng)盤的裝配工序分析,先將制動(dòng)盤用螺釘緊固在輪轂上,再將制動(dòng)盤-輪轂組件用壓力機(jī)壓裝在轉(zhuǎn)向節(jié)的軸承內(nèi),壓裝完成后即進(jìn)行制動(dòng)盤端跳檢測(cè)。
壓裝夾具設(shè)置在檢測(cè)夾具中部,因壓裝作業(yè)與本文無關(guān),故不在此描述。本文只介紹檢測(cè)裝置定位機(jī)構(gòu)的結(jié)構(gòu)及特點(diǎn)。
裝配總成工件的檢測(cè)定位基準(zhǔn)設(shè)置在轉(zhuǎn)向節(jié)底部的三個(gè)點(diǎn),如圖3所示。

圖3 檢測(cè)定位基準(zhǔn)示意
被檢測(cè)物體的基準(zhǔn)點(diǎn)放置在檢測(cè)儀的檢測(cè)基面上,制動(dòng)盤與檢測(cè)臺(tái)面平行。
工件基準(zhǔn)點(diǎn)1、2為加工表面并且是同一平面。基準(zhǔn)點(diǎn)3為鑄造表面,尺寸偏差±2mm。
通常的檢測(cè)裝置基面為固定平面,被檢測(cè)工件的基準(zhǔn)點(diǎn)放置在檢測(cè)裝置基面上進(jìn)行檢測(cè)作業(yè)。由于制動(dòng)盤裝配總成的基準(zhǔn)點(diǎn)3為非加工表面,并且存在較大的尺寸偏差,所以檢測(cè)數(shù)據(jù)有可能偏移。
由于工件基準(zhǔn)點(diǎn)較大的尺寸偏差,檢測(cè)裝置不能采用成本低但量程小的接觸式位移傳感器。將導(dǎo)致大大增加設(shè)備的制造成本。
鑒于以上分析,只能采用浮動(dòng)形式具備自適應(yīng)功能的檢測(cè)基面,消除工件基準(zhǔn)點(diǎn)的尺寸偏差,滿足檢測(cè)作業(yè)的條件。
3 結(jié)構(gòu)設(shè)計(jì)
跳動(dòng)檢測(cè)與制動(dòng)盤-輪轂組件壓裝工序同工位操作,壓裝工作臺(tái)上的壓制工裝與壓裝工作臺(tái)固定連接。壓制工裝保證轉(zhuǎn)向節(jié)-軸承組件定位準(zhǔn)確。在壓制工裝兩側(cè)設(shè)置兩根導(dǎo)桿,與定位平臺(tái)下方的導(dǎo)向套配合。定位平臺(tái)在驅(qū)動(dòng)裝置驅(qū)動(dòng)下往復(fù)運(yùn)動(dòng),設(shè)置檢測(cè)和復(fù)位兩個(gè)極限位置。
定位組件1和定位組件2固定連接在定位平臺(tái)上,定位基面1可隨其下方的導(dǎo)桿和定位斜塊上下運(yùn)動(dòng),定位基面2也可隨其下方的導(dǎo)桿和定位斜塊上下運(yùn)動(dòng)。定位基面1用于工件基準(zhǔn)面1、2的定位,定位基面2用于工件基準(zhǔn)面3的定位。
在定位平臺(tái)上方設(shè)置滑動(dòng)平臺(tái)及滑動(dòng)平臺(tái)的驅(qū)動(dòng)裝置,滑動(dòng)平臺(tái)在驅(qū)動(dòng)裝置驅(qū)動(dòng)下沿定位平臺(tái)運(yùn)動(dòng)軸向往復(fù)運(yùn)動(dòng),設(shè)置定位和復(fù)位兩個(gè)極限位置。
滑動(dòng)平臺(tái)運(yùn)動(dòng)時(shí),固定在滑動(dòng)平臺(tái)上的固定滑塊斜面與定位組件1下方的滑塊斜面相對(duì)運(yùn)動(dòng),驅(qū)動(dòng)定位組件1上升、下降。
調(diào)整滑塊的滑塊導(dǎo)桿固定連接在滑動(dòng)平臺(tái)上,與調(diào)整滑塊的裝配方式見圖四。
滑動(dòng)平臺(tái)向定位方向移動(dòng)則帶動(dòng)調(diào)整滑塊移動(dòng),調(diào)整滑塊移動(dòng)時(shí)推動(dòng)定位組件2上升。如定位組件2上升到位后滑動(dòng)平臺(tái)繼續(xù)移動(dòng),則調(diào)整滑塊在壓簧的作用下可停留在任意位置。滑動(dòng)平臺(tái)移動(dòng)到位后,在調(diào)整滑塊頂部施加壓緊力,將調(diào)整滑塊與滑動(dòng)平臺(tái)鎖死。
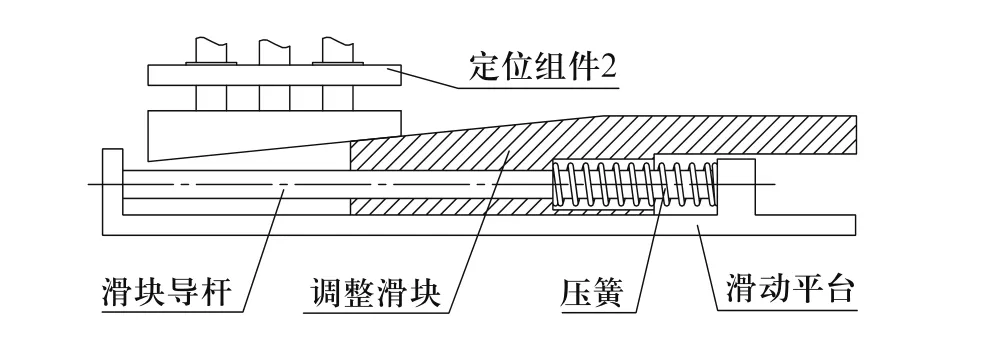
圖4 調(diào)整滑塊裝配示意
4 工作過程描述
由于與檢測(cè)工序之前的壓裝工序同工位操作,在壓裝完成后不要馬上將壓頭抬起,利用壓裝夾具的定位機(jī)構(gòu)輔助檢測(cè)定位。壓裝完成后的工件外形及放置形式如圖二,裝置的初始位置為:壓裝機(jī)的壓頭壓在制動(dòng)盤組件上,定位平臺(tái)和滑動(dòng)平臺(tái)復(fù)位,壓緊力作用在調(diào)整滑塊上方將滑塊與滑動(dòng)平臺(tái)鎖緊。
檢測(cè)定位過程如下:
壓頭下降將制動(dòng)盤-輪轂組件壓入轉(zhuǎn)向節(jié)軸承——定位平臺(tái)移動(dòng)到檢測(cè)位置(定位基面1在工件定位基準(zhǔn)點(diǎn)1、2的下方。定位基面2在工件定位基準(zhǔn)點(diǎn)3的下方)——壓緊力A松開——滑動(dòng)平臺(tái)向定位方向移動(dòng)(固定滑塊斜面驅(qū)動(dòng)定位組件1上升將定位基面1緊貼在工件的基準(zhǔn)點(diǎn)1、2下方。調(diào)整滑塊斜面驅(qū)動(dòng)定位組件2上升將定位基面2緊貼在工件的基準(zhǔn)點(diǎn)3下方,壓簧的作用使調(diào)整滑塊移動(dòng)時(shí)補(bǔ)償工件基準(zhǔn)點(diǎn)3的尺寸偏差)——壓緊力A作用在調(diào)整滑塊上方將調(diào)整滑塊與滑動(dòng)平臺(tái)鎖緊——壓裝機(jī)壓頭抬起的同時(shí),滑動(dòng)平臺(tái)移動(dòng)到最終定位位置,將工件抬起脫離壓裝夾具——定位完成。
上面只介紹了用于非加工表面的工件檢測(cè)的定位機(jī)構(gòu),有關(guān)驅(qū)動(dòng)圓盤形工件旋轉(zhuǎn)和傳感器檢測(cè)臂動(dòng)作等經(jīng)典機(jī)構(gòu),本文不再贅述。
5 使用效果
定位基準(zhǔn)自適應(yīng)結(jié)構(gòu)保證了每個(gè)工件都能準(zhǔn)確定位,檢測(cè)功能滿足技術(shù)要求。
定位機(jī)構(gòu)結(jié)構(gòu)緊湊,動(dòng)作準(zhǔn)確,為在規(guī)定時(shí)間內(nèi)完成工序內(nèi)容提供了可靠保證。
定位機(jī)構(gòu)可適應(yīng)用戶12種規(guī)格產(chǎn)品的檢測(cè),不同規(guī)格產(chǎn)品換型時(shí)只需更換不同厚度的定位基面,換型準(zhǔn)備時(shí)間只有幾秒鐘。可用于單件混流生產(chǎn)作業(yè),顯著提高了生產(chǎn)效率。
該設(shè)備投產(chǎn)后經(jīng)過嚴(yán)格的批量生產(chǎn)的考驗(yàn),按期通過用戶驗(yàn)收。目前在生產(chǎn)線上運(yùn)行穩(wěn)定、可靠,重復(fù)性精度達(dá)到了CMC標(biāo)準(zhǔn)的要求。
猜你喜歡
中國(guó)設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
