變送粉量法斜坡薄壁件的激光熔覆成形研究
2011-02-01 01:39:50王續(xù)躍郭會茹徐文驥郭東明王連吉
中國機械工程 2011年6期
王續(xù)躍 郭會茹 徐文驥 郭東明 王連吉
大連理工大學,大連,116024
變送粉量法斜坡薄壁件的激光熔覆成形研究
王續(xù)躍 郭會茹 徐文驥 郭東明 王連吉
大連理工大學,大連,116024
為解決采用2.5D切片分層成形時的臺階效應問題,建立了變厚度切片成形幾何模型,研究了變送粉量法激光多層熔覆成形對斜坡薄壁件幾何形狀精度的影響。在單道熔覆范圍內(nèi),每熔覆2mm長改變一次送粉量,送粉量從0.5g/min近似連續(xù)地增大到3.0g/min,獲得沿熔覆長度方向、高度從0.05mm近似線性地增大到0.46mm的單道單層熔覆層。用M ATLAB仿真斜坡和“山”形薄壁件的成形過程,規(guī)劃出了正確的掃描路徑。采用仿真得到的掃描路徑,對316L不銹鋼粉末進行多層熔覆成形實驗驗證,成形出了表面較光滑且具有3.37°傾角的斜坡,有效減小了分層成形的臺階效應對斜坡薄壁件幾何形狀精度的影響。
激光熔覆成形;變送粉量;變厚度切片;形狀精度
0 引言
航空發(fā)動機的關鍵部件——燃燒室、機匣等都具有斜坡薄壁結(jié)構(gòu),相比于傳統(tǒng)加工技術[1-2],激光熔覆成形技術能成形出具有功能特性的高致密金屬零件,可滿足燃燒室和機匣的高性能要求,但采用2.5D切片分層成形斜坡薄壁結(jié)構(gòu)時臺階效應不可避免[3],因而影響了成形件幾何形狀精度。因此,采用激光熔覆成形技術成形出能直接滿足幾何形狀精度要求的零件的研究受到國內(nèi)外學者的重視。
孫玉文等[3]提出根據(jù)所成形實體的幾何外形,自動調(diào)整成形工具的姿態(tài),有效地克服了臺階效應對成形精度的影響。類似地,多數(shù)學者采用閉環(huán)控制,實時調(diào)整參數(shù)(如掃描速度、噴嘴與基體之間的距離、激光能量等)來提高成形精度。文獻[4-8]設計了繼電控制器、可控的送粉系統(tǒng)和PID控制器、線性時變離散SISO控制器、正反饋PID控制器、集成有傳感器的激光頭和PID控制器等,用于實時控制激光能量、熔池的尺寸及溫度和進入熔池的熱量等,保證以穩(wěn)定的熔覆層尺寸和質(zhì)量進行熔覆成形,獲得了幾何形狀精度很高的成形件;Liu等[9]通過實時控制掃描速度、噴嘴與熔池間的距離和激光束方向,改善了成形件尺寸精度,減小了表面粗糙度。另外,王華明等[10]自主研制了“自由平面接觸/動態(tài)密封/惰性氣氛保護”鈦合金結(jié)構(gòu)件激光快速成形成套工藝裝備系統(tǒng),直接制造出了可直接用于飛機裝機的鈦合金結(jié)構(gòu)件;Zhong等[11]在開環(huán)控制方式下,在保證激光功率、送粉量、熔池溫度等指標的穩(wěn)定性滿足制造要求情況下,直接制造出了太空望遠鏡準直器;Li等[12]在開環(huán)控制條件下,選擇合適的工藝參數(shù)組合,直接制造出了尺寸和形狀精度很高的復雜薄壁零件。
采用閉環(huán)控制激光熔覆成形并改進成形工具,能為成形提供恒定的熔池大小和溫度、激光噴嘴與熔池間的距離等保證穩(wěn)定成形的條件,從而使成形以恒定幾何尺寸的熔覆層多層堆積成形,實現(xiàn)冶金結(jié)合并克服氧化、氣孔等缺陷,可顯著提高成形件的幾何形狀精度。但閉環(huán)控制和成形工具姿態(tài)的自動調(diào)整要求成形系統(tǒng)具有高配置硬件以滿足精確控制需求,增加了設備的復雜性和成本。如果采用現(xiàn)有的普通三軸數(shù)控設備,在開環(huán)控制條件下,像文獻[10-12]那樣,通過改進工藝方法來提高成形件幾何形狀精度,制作出預期形狀樣件,則有利于該技術優(yōu)越性的發(fā)揮及其推廣應用。
為解決采用2.5D切片分層成形斜坡薄壁結(jié)構(gòu)零件時的臺階效應問題,本文建立了變厚度切片成形幾何模型,采用變送粉量法來克服臺階效應。通過近似連續(xù)地改變送粉量,獲得變高度單道單層熔覆層,再根據(jù)MATLAB仿真得到的掃描路徑進行多層熔覆實驗,成形出了表面質(zhì)量和幾何形狀較好的斜坡薄壁件,有效減小了臺階效應,提高了成形件幾何形狀精度。在開環(huán)控制條件下,控制送粉量來減小臺階效應的研究目前尚未見報道。
1 斜坡薄壁件變厚度切片成形基本原理
采用三軸CNC數(shù)控機床進行激光熔覆成形斜坡薄壁件時,同軸的激光和噴嘴是垂直于工作平面的,不能縱向轉(zhuǎn)動,只能相對工作臺做水平和垂直移動,因此所成形的切片(實際成形時的熔覆層)是2.5D的,臺階效應不可避免(圖1a)[3]。為保證成形精度,我們建立了變厚度切片成形幾何模型(圖1b)。該切片從成形起點到終點,厚度從零連續(xù)增大到設定值H,整體呈三角形狀。多層堆積時,切片形狀較第一層變得越來越狹長,但各層切片在長度方向任意截面位置都具有相同的堆積厚度,因而也具有相同的切片面積S。經(jīng)過單道單層切片多層堆積,就會成形出具有一定傾角的斜坡薄壁件。
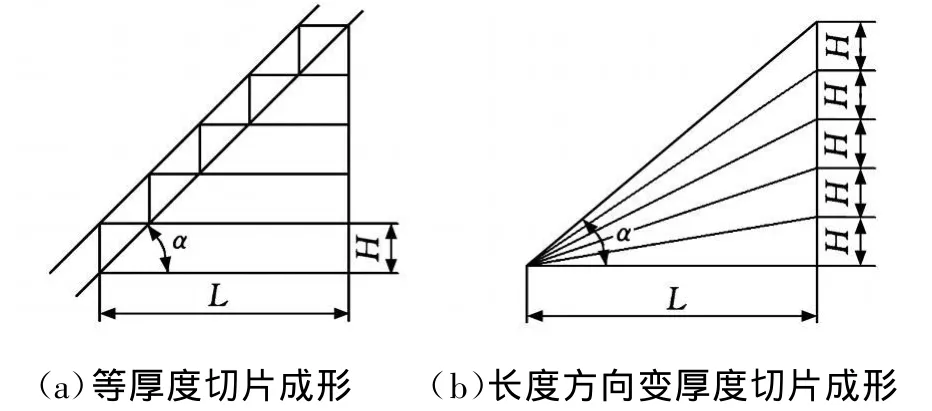
圖1 兩種成形方式對比
由基礎實驗可知:激光功率和送粉量對熔覆層幾何尺寸影響較大,而掃描速度、送粉氣體流量和保護氣體流量等其他因素則影響較小。通過改變激光功率來獲得厚度變化的切片,需要對激光器輸出激光進行精確控制,這對激光器硬件要求很高,會明顯增加附加成本,使成形設備變得很復雜,因此,本文采用送粉量變化的方式來減小臺階效應。基礎實驗所得到的送粉量與單道單層熔覆層寬度和高度的關系見圖2。由圖2a可知,熔覆層寬度隨送粉量的增加變化很小,對多層熔覆成形件幾何尺寸的影響可忽略不計;由圖2b可見,高度與送粉量變化近似呈線性關系,送粉量從0.5g/m in增大到3.5g/min,相應地熔覆層高度從0.05mm增大到0.54mm。因此,可通過改變送粉量來獲得厚度變化的切片,即變高度熔覆層。
如果每層切片的厚度變化范圍一致,均為[0,H],在長度L內(nèi)變化(圖1),則每層切片的質(zhì)量均為m=ρWS(W為單道單層切片的寬度,ρ為熔覆成形切片的金屬粉末密度),切片面積 S=HL/2。實際成形時,若保持每層成形工藝參數(shù)(激光功率、掃描速度、送粉量等)一樣,設計掃描路徑,則通過單道多層熔覆成形實驗可以成形出圖1b所示的無臺階效應的斜坡薄壁件。圖1中,α為堆積成形總層數(shù)為N時所能成形斜坡的最大傾角,α=arctan(HN/L)。
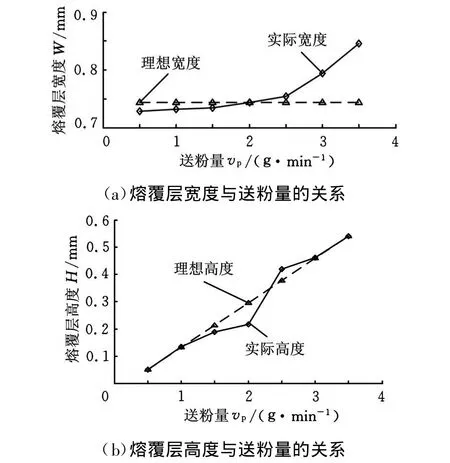
圖2 送粉量與熔覆層幾何尺寸的關系
2 斜坡薄壁件變厚度切片成形過程的仿真
采用變厚度熔覆層進行多層成形時,要使熔覆層以近似恒定的幾何尺寸穩(wěn)定成形,激光頭與已熔覆部分之間的距離必須保持恒定,使成形過程中熔池尺寸和進入熔池的熱量等恒定[13],因此從第二層開始,要在層內(nèi)連續(xù)提升Z軸來配合變送粉量法成形,以滿足斜坡薄壁件成形要求。為采用變厚度熔覆層成形出斜坡薄壁件及更復雜形狀零件,采用MATLAB仿真來規(guī)劃零件成形過程的掃描路徑。
2.1 假設條件
根據(jù)實驗條件,即送粉系統(tǒng)的滯后性,以及變厚度切片成形原理,為便于仿真,作以下假設:①每層成形切片斜坡處厚度從成形起點到終點為近線性變化;②每層成形切片斜坡處厚度變化范圍假設為無限小到所設定最大值;③每層成形切片的寬度假設為基本保持不變;④送粉量近似連續(xù)變化所引起的臺階效應可忽略不計。
2.2 仿真模型的建立
模型總長度與實驗中基體材料的長度相同,為100mm,這也是斜坡薄壁件的預期成形總長度。由基礎實驗知:當熔覆質(zhì)量較好,金屬粉末與基體冶金結(jié)合時,送粉量范圍為0.5~3.0g/min,對應的熔覆層厚度為 0.05~0.46mm。采用DSPF-3型同步送粉器,通過數(shù)控精確控制送粉量變化,反應速度為:1s內(nèi)送粉量變化1g/min。實驗時掃描速度為500mm/min,選擇在40mm長度范圍內(nèi)每隔 2mm改變一次送粉量(即線性2.5D切片細分原理),對應每隔240μs以計算步長hP=0.0125g/min增大一次送粉量。伴隨著送粉量變化的滯后性,認為該過程為送粉量近似連續(xù)變化。送粉量從0.5g/min近似連續(xù)增大到3.0g/m in,可保證獲得由細分的2.5D切片堆積成形的厚度近似線性增大的近似三角形狀單層切片。
根據(jù)假設及實際實驗,設計成形切片幾何尺寸為:總長100mm,前40mm內(nèi)切片厚度從0增大到0.5mm,中間20mm保持厚度0.5mm不變,后40mm從厚度0.5mm減小到0,單層切片成形依次包含送粉量逐漸增大、送粉量保持不變和送粉量逐漸減小三個過程。單層切片前40mm的斜率為K=0.5/40=0.0125,后40mm的斜率為K=(0-0.5)/40=-0.0125,Z軸的截距為b=0.0125×100mm=1.25mm。以這樣形狀的切片進行多層堆積,得掃描路徑方程為
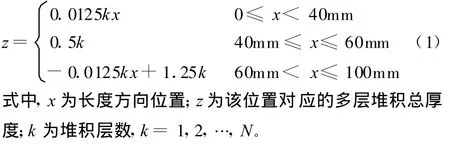
按式(1)進行單層單道切片多層堆積時,從第二層開始,每次改變送粉量后,熔覆成形2mm長時,以步長hZ=0.025×(k-1)mm提升Z軸,即X、Z兩軸聯(lián)動,使每層從成形起點到終點,Z軸與基體的距離從0近似連續(xù)地增大0.5×(k-1)mm,從而保證第二層開始的各層切片的厚度也為近似線性增大。
在0.5~3.0g/min內(nèi)任意選取送粉量區(qū)間并在相應長度內(nèi)近似連續(xù)變化,獲得相應厚度變化區(qū)間的切片,即可采用該切片成形出所需目標幾何形狀的零件。開環(huán)控制條件下,以同一厚度切片成形,只能穩(wěn)定成形出具有特定層數(shù)的斜坡[13],且在成形件較大高度處采用較小厚度切片有利于保證熔覆質(zhì)量和形狀精度。若切片厚度變化最大區(qū)間為0~0.5mm,依次遞減區(qū)間并以各區(qū)間的切片成形相同層數(shù),同時考慮避免臺階效應,即可采用多個斜坡堆積成形出高度較大的斜坡薄壁件,如“山”形薄壁件。理論上,切片厚度變化區(qū)間遞減得越慢,最終成形件高度越大。
2.3 仿真結(jié)果
圖3所示為按式(1)對斜坡薄壁件成形過程的掃描路徑仿真,圖左側(cè)數(shù)字代表成形層數(shù)k,總層數(shù)N=10。以實驗時的掃描速度500mm/m in做動態(tài)演示,層間掃描路徑為“Z”字形往復變換,以減少空走行程。該仿真斜坡的最大傾角為7.125°,若增加成形層數(shù),則可成形出具有較大傾角和高度的斜坡。
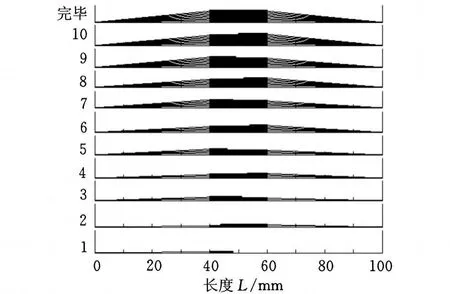
圖3 斜坡薄壁件成形仿真過程
圖4所示為山形薄壁件的成形過程仿真模型,共5個厚度變化區(qū)間,從0~0.5mm遞減到0~0.1mm,采用每個厚度區(qū)間的切片分別成形10層,山形薄壁件可看成是由5個具有相同傾角但高度和長度遞減的斜坡堆積而成。圖4a中,單個斜坡的每層除長度外其他成形工藝參數(shù)都相同,成形時當前層內(nèi)切片厚度保持不變,認為是采用固定參數(shù)進行成形;圖4b中,單個斜坡與斜坡薄壁件模型一樣,是通過近似線性地提升Z軸,配合近似連續(xù)地變化送粉量成形的,可看成是變參數(shù)成形。山形薄壁件成形過程仿真模型清楚地顯示出:采用固定參數(shù),即使切片厚度很薄,臺階效應也不可避免,而變送粉量法成形可減小甚至完全消除臺階效應,且能夠靈活地成形出特定目標形狀的零件。
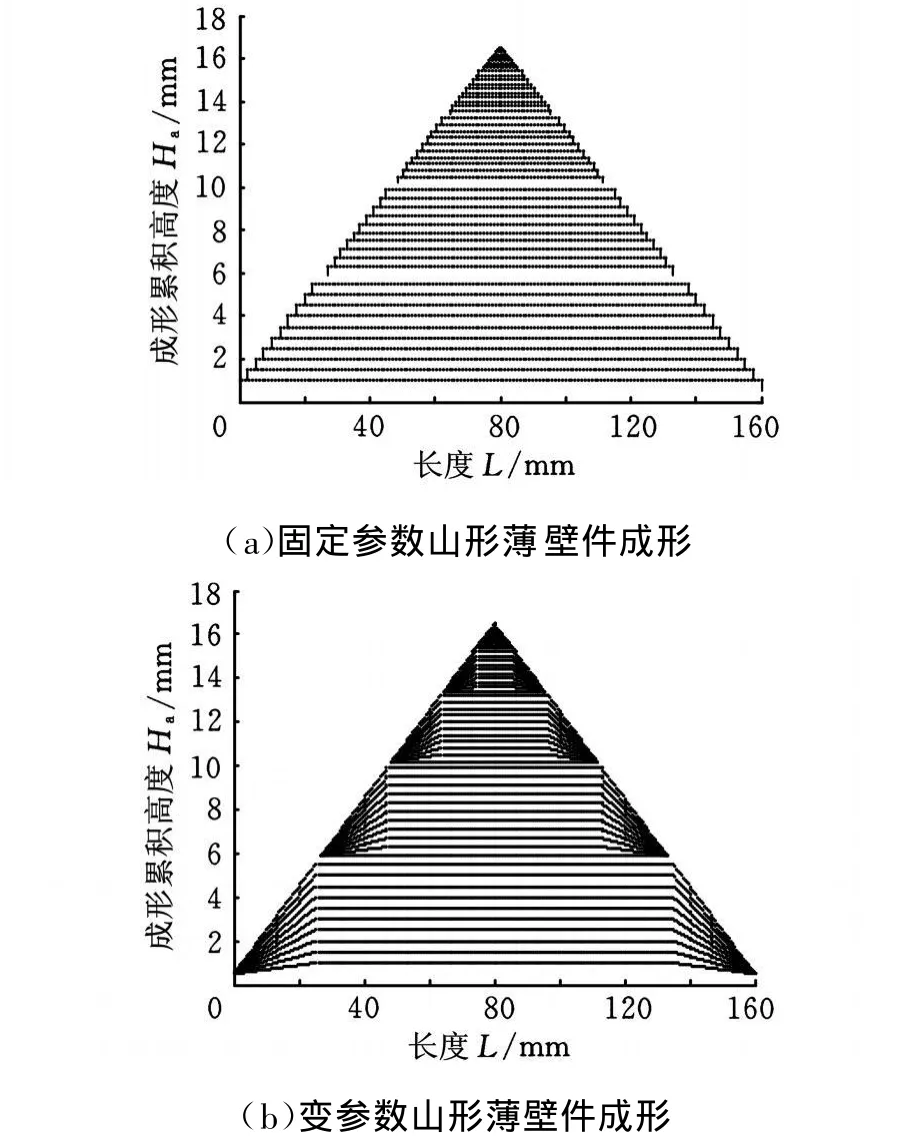
圖4 山形薄壁件成形過程仿真結(jié)果
山形模型及其實驗時的難點在于確定每個斜坡的起點位置。模型中設計山形薄壁件的各個斜坡處長度由25mm依次遞減到5mm,可確定每個起點位置,以坐標形式表示為[(n-1)(60-5n)/2,n(m-1)(1.2-0.1m)](n為自下而上斜坡的次序,m為每個斜坡成形的總層數(shù))。起點位置確定后,圖4a模型對稱且由于當前層內(nèi)切片厚度不變,因此各點位置容易確定;圖4b模型亦對稱且類比于單個斜坡成形模型,其余各點均可確定。根據(jù)圖4b模型實驗時,在各個起點位置,使用相應的送粉量變化范圍及掃描路徑,依次成形出各個斜坡即可成形出臺階效應很小甚至完全沒有臺階效應的高度較大的山形薄壁件,對于無法實現(xiàn)的無限小厚度熔覆層,只需做很少的后續(xù)加工即可。
3 實驗驗證
在激光熔覆成形系統(tǒng)上,采用式(1)仿真得到的掃描路徑進行斜坡薄壁件成形實驗。激光熔覆成形系統(tǒng)由 1200W Nd:YAG激光器(連續(xù)輸出)、3軸 CNC數(shù)控機床(數(shù)控分辨率0.001mm)、DSPF-3型同步送粉器和同軸噴嘴組成。基體材料為普通低碳鋼,尺寸為100mm×100mm×10mm。金屬粉末為316L不銹鋼,平均粒度大小為45~90μm,化學成分見表1。采用高純氬氣(體積分數(shù)為99.999%)為送粉氣體和保護氣體。參考本課題組對316L不銹鋼粉末的熔覆成形基礎實驗,實驗采用的工藝參數(shù)組合見表2。

表1 316L不銹鋼粉末的化學成分 %
首先,在長度方向每隔2mm僅改變送粉量,獲得高度近似連續(xù)變化的單道單層熔覆層,即斜坡成形的第一層。從第二層開始,取Z軸提升量與熔覆層高度精確相等,因熔覆層最小高度不為0,故每層都先固定提升0.05mm,每次改變送粉量后,都采用X、Z兩軸聯(lián)動熔覆成形2mm長的熔覆層,同時提升Z軸0.0205(k-1)mm,近似連續(xù)提升量范圍為0~(0.46-0.05)(k-1)mm。層間路徑為Z字形往復變換,每層都在送粉量穩(wěn)定到0.5g/min后才打開激光進行熔覆成形,送粉器顯示的平均單層送粉量變化的總滯后量(約0.02g/min)相對很小,對最終成形樣件的斜坡表面形狀精度的影響可忽略不計。成形實驗完成后,采用激光頭CCD測量斜坡的幾何尺寸。

表2 激光熔覆成形斜坡薄壁件實驗工藝參數(shù)
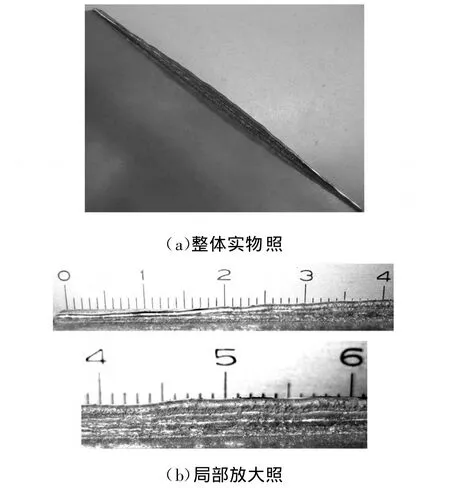
圖5 斜坡結(jié)構(gòu)樣件成形實物照片
從圖5可看出:熔覆10層后的斜坡結(jié)構(gòu)樣件的整體表面較平整,形狀較規(guī)則,與仿真基本相符;0~40mm部位基本呈現(xiàn)出斜坡的形狀,表面略有不平;中間 40~60mm部位由于送粉量偏大,略有滑粉現(xiàn)象,但高度基本保持不變。圖6所示為樣件不同位置的幾何尺寸,可看出:高度有近似線性增大、保持不變及近似線性減小三個部分;寬度基本保持不變,中間部位略寬。由于送粉量變化,樣件最大高度3.4mm小于理論高度4.6mm;而樣件寬度與圖2a一致,即送粉量從0.5~2.5 g/m in對應樣件各處的寬度均勻增大,能夠保證樣件的整體形狀精度。當最大送粉量為3.0 g/min時,樣件平均寬度由單層0.75mm增大到1.15mm,所以送粉量應控制在2.5g/m in以內(nèi)。經(jīng)驗算,斜坡傾角約為3.37°。
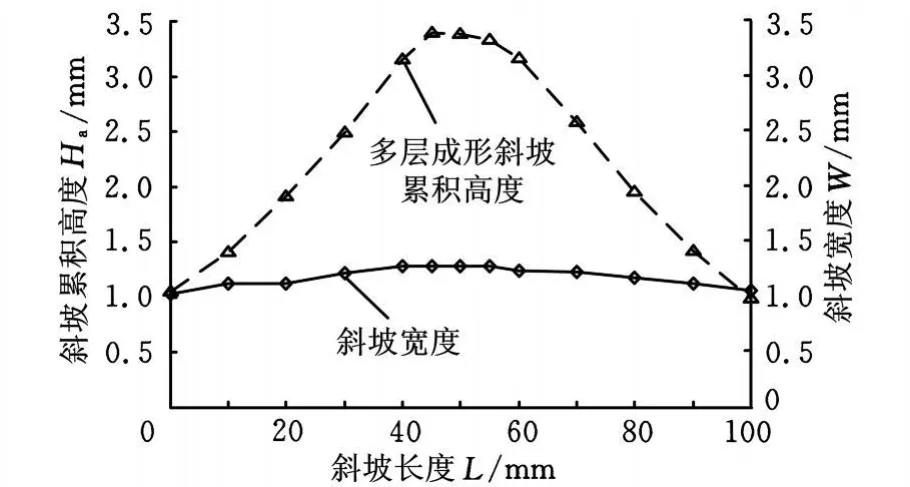
圖6 成形樣件不同位置的幾何尺寸
實驗結(jié)果表明,MATLAB仿真獲得了正確的斜坡薄壁件成形過程掃描路徑;根據(jù)變厚度切片成形幾何模型,采用變送粉量法進行熔覆成形減小了臺階效應,且該方法在成形較小傾角斜坡方面具有明顯優(yōu)勢。采用316L不銹鋼粉末成形出基本無臺階效應的斜坡薄壁結(jié)構(gòu)樣件,為采用Ti6A l4V鈦合金粉末成形機匣組合件、山形薄壁件等打好基礎。
4 結(jié)論
(1)通過MATLAB仿真復雜零件的成形過程,得到實際成形時的正確掃描路徑,指導實驗成形出預期目標的斜坡薄壁零件。
(2)在0.5~3.0g/m in范圍內(nèi)近似連續(xù)地增大送粉量,獲得了高度在0.05~0.46mm范圍內(nèi)近似線性增大的單道單層熔覆層,采用該熔覆層進行多層熔覆成形,成形出了表面相對較光滑、形狀較規(guī)則的斜坡。
(3)變送粉量法成形減小甚至完全消除了臺階效應,且該方法在成形較小傾角(3.37°)斜坡時具有明顯優(yōu)勢,可采用該方法成形出山形薄壁件、機匣組合件等具有更復雜形狀和更高精度的零件。
[1] 白萬金,柯映林,吳紅兵,等.航空薄壁件對稱及階梯對稱銑削的數(shù)值仿真與分析[J].中國機械工程,2009,20(2):214-217.
[2] 王中秋,李劍峰,孫杰,等.航空整體結(jié)構(gòu)件側(cè)壁滾壓校正的有限元分析[J].中國機械工程,2009,20(5):612-616.
[3] 孫玉文,劉偉軍,王越超,等.基于成形工具姿態(tài)調(diào)整的適應性積層制造技術研究[J].高技術通訊,2003(2):55-59.
[4] Mazumder J,Dutta D,K ikuchiN,et al.Closed Loop Direct Metal Deposition:A rt to Part[J].Optics and Lasers in Engineering,2000,34(4/6):397-414.
[5] H u Dongm ing,Kovacevic R.Sensing,Modeling and Contro l for Laser-based Additive M anu facturing[J].International Journalof Machine Tools&Manufacture,2003,43(1):51-60.
[6] Toyserkani E,Khajepour A.A Mechatronics Approach to Laser Pow der Deposition Process[J].M echatronics,2006,16(10):631-641.
[7] Fathi A,Khajepour A,Toyserkani E,et al.Clad H eight Control in Laser So lid Freeform Fabrication Using a Feed Forw ard PID Controller[J].International Journalof Advanced Manufacturing Technology,2007,35(3/4):280-292.
[8] BiGuijun,Schǜrmannb B,Gasser A,et al.Developmentand Qualification of a Novel Laser-cladding H ead w ith Integrated Sensors[J].International Journalof Machine Tools&Manufacture,2007,47(3/4):555-561.
[9] Liu Jichang,Li Lijun.In-time Motion Adjustment in Laser Cladding Manufacturing Process for Improving Dimensiona l Accuracy and Surface Finish of the Formed Part[J].Op tics&Laser Technology,2004,36(6):477-483.
[10] 王華明,張凌云,李安,等.高性能航空金屬結(jié)構(gòu)材料及特種涂層激光熔化沉積制備與成形研究進展[J].金屬熱處理,2008,33(1):82-85.
[11] Zhong M in lin,Liu Wen jin,Ning Guoqing,eta l.Laser Direct Manufacturing o f Tungsten Nicke l Co llimation Com ponent[J].Journal of Materials Processing Technology,2004,147(2):167-173.
[12] Li Peng,Ji Shengqin,Zeng Xiaoyan,et al.Direct Laser Fabrication of Thin-walled Metal Parts under Openloop Control[J].International JournalofMachine Tools&Manufacture,2007,47(6):996-1002.
[13] Pinkerton A J,Li Lin.The Significance of Deposition Point Standoff Variations in Multip le-layer Coaxial Laser Cladding[J].International Journal of M achine Tools&Manufacture,2004,44(6):573-584.
Laser Cladding Form ing of a Ramp Thin Wallw ith Variable Powder Feed Rate
Wang Xuyue Guo Huiru Xu Wenji Guo Dongming Wang Lianji
Dalian University of Techno logy,Dalian,Liaoning,116024
To p reven t stair-step effect when layered forming parts using 2.5D slices,a geometricalm odel formed w ith variable thickness slices was developed.The research work performed with variable pow der feed rate.The relationships between the geometrical precision of the parts formed by laser cladding forming(LCF)and the variable pow der feed rate were investigated.While change of the pow der feed rate every 2mm,the height of the cladding layer increases from 0.05mm to 0.46mm with the pow der feed rate varying from 0.5g/min to 3.0g/m in.The correct scanning paths were planned by simulating form ing process of a ram p and am ountain shape parts through M atlab program.Using the scanning path obtained,a relatively smooth ramp of 316L stainless steelwith a slope angle(3.37°)was formed through experiments.The results show themethod w ith variable pow der feed rate reduces the stair-step effect significantly and improves the geom etricalprecision of the ramp thin w all.
laser cladding form ing;variab le pow der feed rate;variable thickness slice;geometrical precision
TG665
1004—132X(2011)06—0701—05
2010—03—18
國家自然科學基金資助項目(50975041,50775019);遼寧省科研項目計劃資助項目(2008S054)
(編輯 蘇衛(wèi)國)
王續(xù)躍,男,1960年生。大連理工大學機械工程學院副教授、博士研究生導師。主要研究方向為特種加工和精密加工。獲中國發(fā)明專利7項。發(fā)表論文60余篇。郭會茹,女,1985年生。大連理工大學機械工程學院碩士研究生。徐文驥,男,1964年生。大連理工大學機械工程學院教授、博士研究生導師。郭東明,男,1959年生。大連理工大學機械工程學院教授、博士研究生導師。王連吉,男,1960年生。大連理工大學機械工程學院副教授。
