數控螺母收口機控制系統設計
2011-02-09 01:57:44陳家兌王自勤田豐果管琪明李可敬
制造業自動化 2011年5期
關鍵詞:界面
陳家兌,劉 勇,王自勤,田豐果,管琪明,李可敬
(貴州大學 ,貴陽 550003)
0 引言
自鎖收口螺母因其具有良好的自鎖防松效果,結構簡單,附加重量輕等特點,廣泛應用于航空航天等領域[1]。但是,在相關企業還缺乏與自鎖收口螺母大批量生產相適應的高性能專用設備,數控螺母收口機的正是針對這一問題開展研究。數控螺母收口機的控制系統及伺服驅動系統是該機主要功能及性能實現的關鍵。
1 數控螺母收口機工作要求
數控螺母收口機由主機、收口系統、上料系統和電控柜四部分組成,如圖1、2所示。其中上料系統采用帶孔轉盤及頂桿組合構成,實現對螺母的裝卸料以及加工定位和夾緊功能。收口系統由伺服電機及其傳動系統和收口夾具構成,實現對螺母的收口加工,更換不同的收口夾具可實現螺母的2點、3點、4點和橢圓式收口。根據螺母收口加工的技術特點,為了實現自鎖收口螺母的高效、高精度加工,數控螺母收口機的收口系統應能實現快速運動、大速度比的快速運動轉換、低速平穩大力矩進給及保壓等功能,其工作循環應包含裝卸工件、快進、工進(收口)、保壓及快退等過程。同時,為了保證螺母收口尺寸精度,系統還需具備較好的位置控制功能。此外,上料系統中的轉盤、頂桿與收口夾具中的壓頭應能聯動以提高生產效率。
數控螺母收口機控制系統要求具備調整與自動兩種工作方式。調整工作方式用于調整轉盤位置、頂桿位置以及壓頭的位置,校核這些位置的精度,以及確認頂桿、壓頭在自動工作中所需的工作位置。

圖1 數控螺母收口機示意圖

圖2 收口夾具
自動工作方式分單件加工和循環加工兩種模式。單件加工用于收口測試和單件生產;循環加工用于大批量生產。處于自動工作時,轉盤轉過一個工位,頂桿由上位置下降,將螺母頂至工作位置,使螺母收口部位與壓頭在同一水平面;在頂桿下降的同時,壓頭快速向中線運動,螺母定位完成時,壓頭也基本接近螺母外圓,壓頭由快速進給轉變為工進進給,實現對螺母的收口,壓頭進給到位后,壓頭靜止不動進入保壓階段,保證螺母的收口精度,保壓時間到后,壓頭快速后退回到裝卸位;當壓頭與螺母分離后,頂桿上升,螺母在回到轉盤的孔中;轉盤轉動一個工位進入下一個螺母的收口循環加工。
2 控制系統硬件構成
數控螺母收口機的控制系統采用三菱觸摸屏為上位機,PLC作為下位機,伺服電機作為執行元件。PLC不僅對螺母收口的過程進行控制,同時接受來自控制面板和觸摸屏的操作命令,而且反饋相關監控信息。觸摸屏和控制面板上的少量開關按鈕組成人及交互系統,用于工作模式選擇、加工參數設置及設備運行監控等功能。
經過綜合對比,選用功能豐富的、具有三軸定位功能、最高脈沖頻率100KHz、處理速度高達0.065μs/基本指令及強大運算功能[2]的三菱公司的FX3U系列晶體管型PLC:主機為FX3U-80MT/ES-A,擴展模塊為FX2N-8EYR,其與伺服驅動器及觸摸屏能較好的連接與通訊,I/O分配如表1所示。同時選用三菱GT1265型全彩色觸摸屏,該觸摸屏功能豐富,按鍵多樣。

圖3 壓頭驅動電機驅動器接線圖
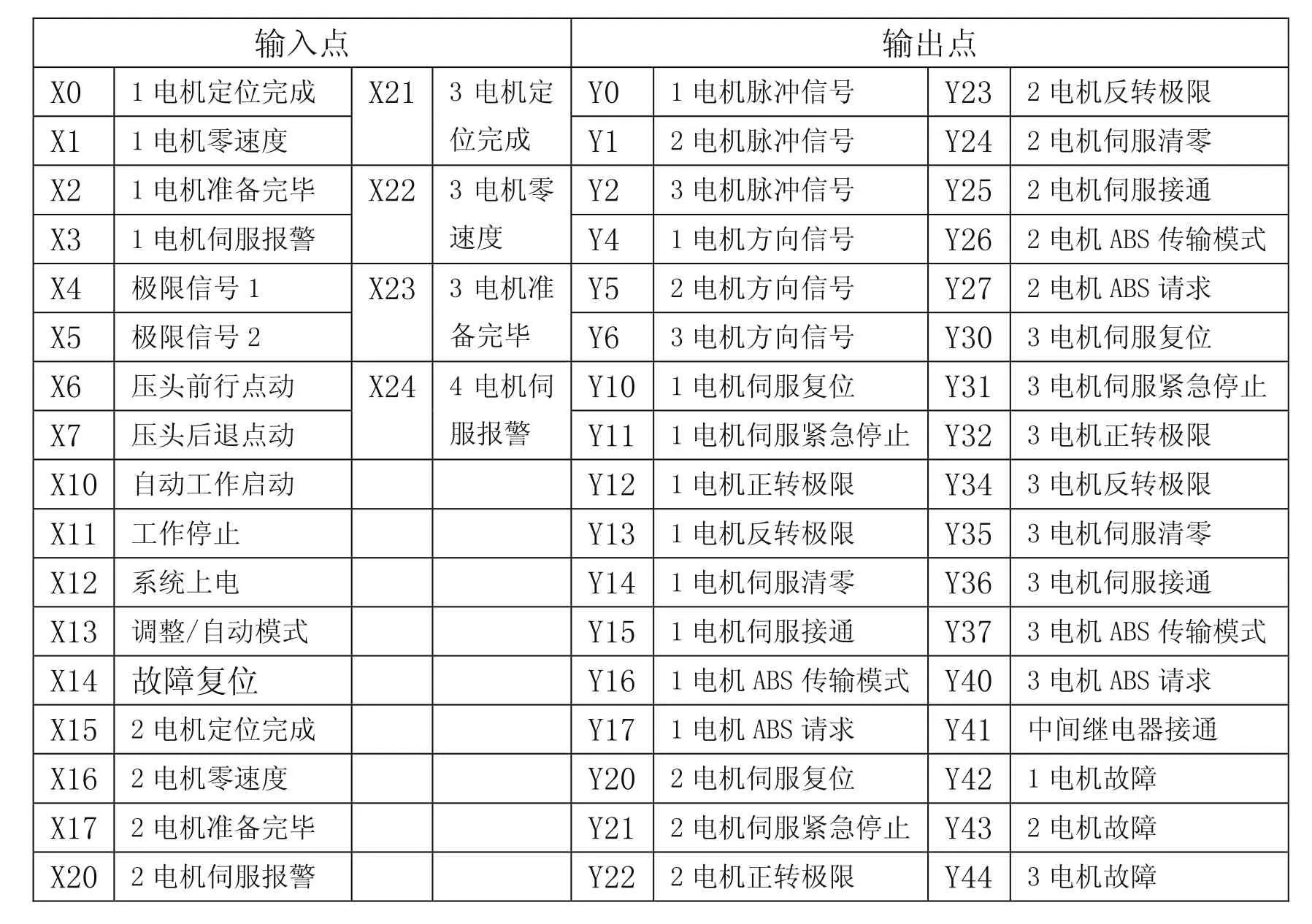
表1 PLC I/O分配表
壓頭驅動電機選用三菱公司HF-SP121的交流伺服電機和MR-J3-200A伺服驅動器,該交流伺服電機的額定功率為1.2KW,額定轉矩為11.5Nm,額定轉速為1000r/min[3,4]。轉盤和頂桿驅動電機均選用HF-KP43的交流伺服電機和MR-J3-40A伺服驅動器,該電機的額定功率為400W,額定轉矩為1.3Nm,額定轉速為3000r/min。電機和與之配套使用的伺服驅動器能構造絕對位置控制系統,滿足設備需要的響應速度快、定位精度高、接線簡單、抗干擾能力強等要求。壓頭驅動電機伺服驅動器接線圖如圖3所示,其他兩個驅動接線基本相同,不再詳述。
3 控制系統參數設置
3.1 PLC與觸摸屏通訊參數設置
PLC與觸摸屏通訊選擇RS422串行接口,其通訊參數設置在進行觸摸屏畫面設計時選擇連接PLC機型為MELSEC—FX;I/F為:標準I/F(標準RS422/485),通訊驅動程序為:MELSEC—FX,其詳細參數為:波特率為38400Bps,重復次數0次,通訊超時時間3s,發送延遲時間0ms。PLC端不需設置,采用默認即可。
3.2 伺服驅動器參數設置
1)控制模式選擇參數PA01。三臺驅動器均采用位置控制模式,設為0000;
2)絕對/相對位置模式參數PA03。三臺驅動器均采用絕對位置控制模式,設為0001;
3)PA013(脈沖形式)與PA014(方向信號)參數必須設置對應關系,否則絕對位置讀取時出現差錯,分別設定為0011與0000;
4)伺服電機旋轉一轉所需的指令輸入脈沖數參數PA05。為了兼顧生產效率及加工精度,壓頭電機設為30000,轉盤電機設為86400,頂桿電機設為40000。
4 PLC程序設計
數控螺母收口機的PLC程序由公用程序、調整程序及自動加工程序三部分組成。公用程序用于檢測設備是否處于正常狀態、參數輸入、工作模式選擇。調整程序用于調整轉盤位置、頂桿位置以及壓頭的位置,以及確定頂桿、壓頭在自動工作中所需的工作位置。自動加工程序是實現螺母收口的最重要程序。當設備具備自動加工的條件時,按下自動工作啟動按鈕,設備將自動對螺母進行收口加工,每一次循環結束頂桿和壓頭均能回到各自裝卸位置。程序流程圖如4所示。
5 觸摸屏程序設計

圖4 程序流程圖

圖5 自動上料參數設置界面
觸摸屏界面設有歡迎、登錄、自動加工參數設定、位置調整、加工過程監控、配方數據錄入[5]及報警歷史顯示等界面。在歡迎界面中,點擊進入系統按鈕后彈出密碼輸入框,密碼正確后才能進入登錄畫面。在登錄界面中,必須輸入操作員工號及產品批號才能進入系統。參數設定界面主要進行設備參數、工藝參數、加工模式選擇、配方數據調用等操作。位置調整界面用于進行轉盤、頂桿、壓頭的位置調整及設定。配方數據錄入界面用于成熟產品加工參數的錄入,便于以后相同規格產品的加工。過程監控界面用于對設備運行情況的實時監控。報警歷史顯示界面用于顯示設備故障類別、次數及發生時間。部分操作界面如圖5所示。
6 結論
通過分析數控螺母收口機的工作要求,利用FX3U系列PLC、MR-J3A系列伺服系統及觸摸屏構建了設備的絕對位置控制系統,實現了上料、收口加工過程的全自動化。通過企業的應用表明,該控制系統操作維護簡單、運行穩定、控制精度高、可靠性高、界面友好、監控功能完善,滿足自鎖螺母收口加工的控制要求,大大提高了自鎖螺母收口自動化水平和生產效率。
[1] 王自勤,等.收口防松螺母有限元數值模擬[A].全球化制造高級論壇暨21世紀仿真技術研討會論文集[C],2004.
[2] 閆娓,等.PLC觸摸屏直接控制伺服電機程序設計[J].機床電器,2009,4.
[3] 日本三菱公司.三菱MR-J3-A交流伺服放大器技術資料集[Z].2007
[4] 日本三菱公司.三菱MR-J3-A交流伺服電機使用手冊[Z].2007
[5] 日本三菱公司.三菱GT Designer2版本2畫面設計手冊[Z].2006.
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
