螺旋錐齒輪銑齒展成原理與數控加工
2011-03-21 01:10:18劉春華馮立艷
華北理工大學學報(自然科學版) 2011年2期
劉春華,馮立艷
(河北聯合大學機械工程學院,河北唐山063009)
0 引 言
螺旋錐齒輪是機械傳動實現相交軸運動傳遞的基礎元件,它具有重合度大、傳動平穩、噪音小,承載能力高等優點,被廣泛應用于各種機器設備中,是目前汽車、飛機等高精高速重載設備的主傳動元件。在齒輪加工行業屬于一個加工難點,加工過程中對機床調整的要求很高。因此對螺旋錐齒輪的數控加工技術的研究成為螺旋錐齒輪加工行業的一個重點。
1 螺旋錐齒輪銑齒展成原理
螺旋錐齒輪銑齒原理如圖1所示:機床上的搖臺機構模擬一個假想的齒輪,安裝在搖臺上的銑刀盤旋轉形成切削面相當于假想齒輪的一個齒面。當被加工齒輪毛坯與假想齒輪按照一定的傳動比繞各自的軸線一同旋轉時,銑刀盤就在齒輪毛坯上切出一個齒槽。然后搖臺反轉到初始位置,工件箱隨床鞍一起后退,同時被加工齒輪轉過一定的分齒角度,進入下一個切齒循環。反復進行即可完成整個齒輪的加工。這種加工方法稱為展成法,搖臺所代表的假想齒輪稱為產形輪。

圖1 加工原理示意圖
2 數控螺旋錐齒輪銑齒機結構與數學模型
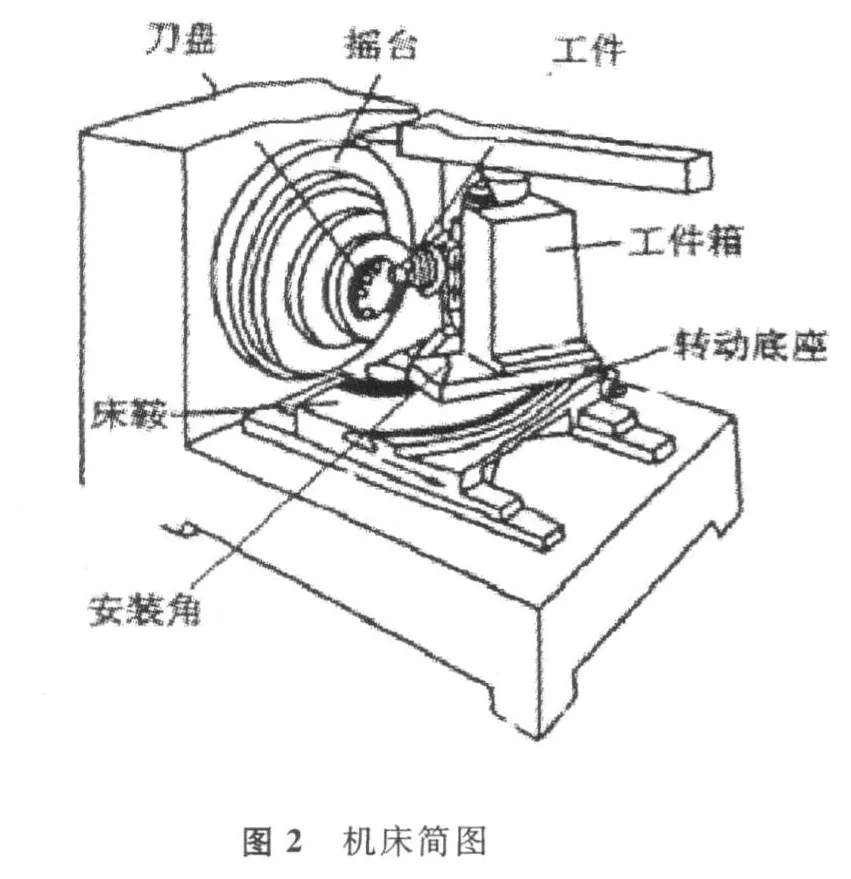
數控螺旋錐齒輪銑齒機機床簡圖如圖2所示。根據實際加工時各個機床部件所起的作用以及運動規律建立機床坐標系統如圖3所示。以機床為中心建立總坐標系∑m{Om,Xm,Ym,Zm},Om是機床中心,Zm通過搖臺中心垂直搖臺面指向搖臺體外,Xm-Ym平面是機床平面,這個坐標系是靜坐標系。搖臺∑c{Oc,Xc ,Yc,Zc}和刀盤∑k{Ok,Xk,Yk,Zk}是動坐標系,搖臺坐標原點Oc與機床坐標原點Om重合,刀盤坐標系原點Ok位于刀尖平面中心,刀尖平面XkOkYk與機床XmOmYm重合。∑w{Ow,Xw,Yw,Zw}是與工件固聯的坐標系。Ow是工件齒輪設計交叉點。在展成加工過程中,坐標系∑c與搖臺一起繞Zm旋轉,角 φc為搖臺(產形輪)的當前轉角;坐標系∑w與工件一起繞Zw軸旋轉,角φw為工件齒輪相對于產形輪轉角φ1的當前轉角。角β表示搖臺、刀盤中心連線與過搖臺中心水平線之間的夾角;Sk表示搖臺、刀盤中心間的距離;角δm表示工件箱調整裝置的安裝角度。E為垂直輪位,利用假想平頂齒輪原理加工弧齒錐齒輪時E值為零;Xb表示刀盤對標準位置沿搖臺中心線方向前進或后退的距離,直接影響被切齒輪的切齒深度;Xp表示工件齒輪設計交叉點與機床中心點間距離。

3 螺旋錐齒輪數控加工的參數計算
3.1 刀位參數計算
利用假想平頂齒輪原理加工螺旋錐齒輪時,首先要根據被加工齒輪幾何參數確定切齒刀盤的名義半徑rk,然后確定刀位,即確定刀盤中心Ok在機床坐標系中的位置。圖4為刀位計算示意圖。
螺旋錐齒輪銑齒機調整刀位時,刀盤中心Ok在
機床坐標系XmOm Ym平面內的垂直坐標V和水平坐
標H分別為

式中Lm為中點錐距,βm為中點螺旋角
則徑向刀位Sk和角向刀位q分別為

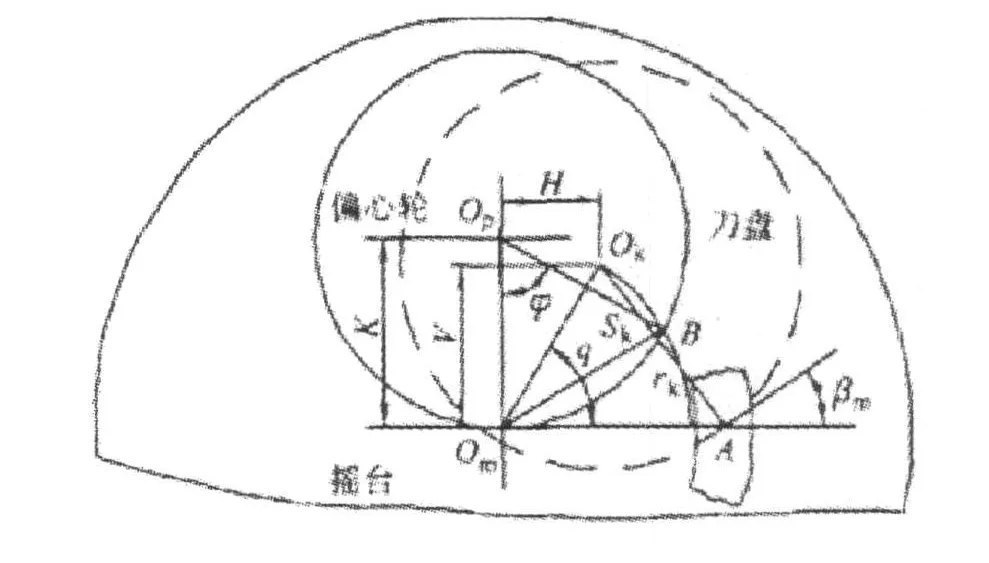
圖4 刀位計算示意圖
刀位調整之前,刀盤中心Ok與機床中心點Om重合。調整刀位時,將偏心輪逆時針旋轉φ角,帶動固連在偏心輪上的刀盤旋轉到B點(圖4),使刀盤中心Ok與機床中心點Om之間的距離等于徑向刀位Sk。然后,將搖臺旋轉Q角,使刀盤中心Ok與機床中心點Om之間連線與過機床中心點Om水平線之間的夾角等于角向刀位q。偏心角φ和搖臺角Q分別為

式中K為刀盤中心Ok與偏心輪中心Op間距

式(6)中左旋齒輪取“+”,右旋齒輪取“-”。
3.2 數控螺旋錐齒輪銑齒機運動參數計算
工件旋轉位移角和程序循環次數的計算方法,簡介如下:

式中Z為被加工齒輪齒數,Z'為配對齒輪的齒數,i為滾比值
式中a、b為一個輪齒對應的角度,計算值取小數點后三位,進位值為a,舍位值為b。

式中R為工件旋轉位移角,Q為搖臺擺角。

式中A、B為工件反向旋轉位移角。
設調用A值x次,調用B值y次,則有

根據方程組求得x值、y值,計算分配輪齒加工循環次數(取x值、y值的公約數c),調用A值x次,調用B值y次使輪齒對應的角度a值、b值均勻的間隔分布在輪坯上。
根據以上公式可以得到螺旋錐齒輪銑齒機加工過程中,機床的加工參數。
4 計算示例與數控編程
結合螺旋錐齒輪數學模型以及機床機床加工參數的計算方法,現以采用加工齒數為39、配對齒輪齒數為7的齒輪為例,對螺旋錐齒輪進行參數計算并編制數控加工程序。螺旋錐齒輪副基本參數如表1所示;螺旋錐齒輪機床加工調整參數如表2所示。
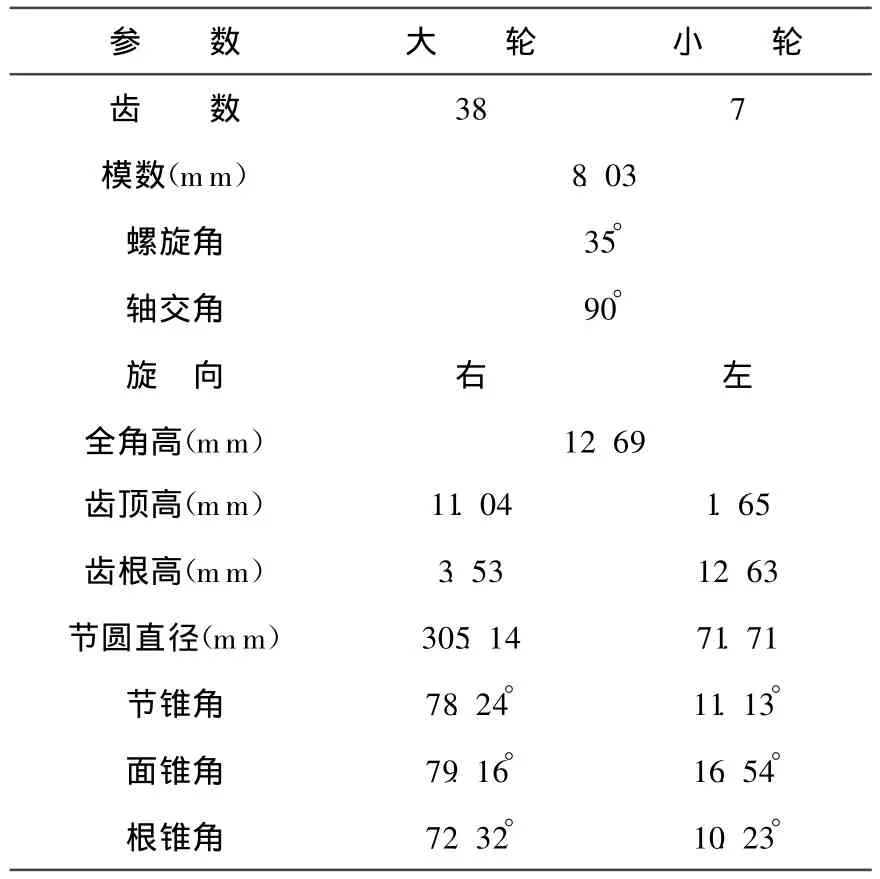
表1 螺旋錐齒輪副基本參數
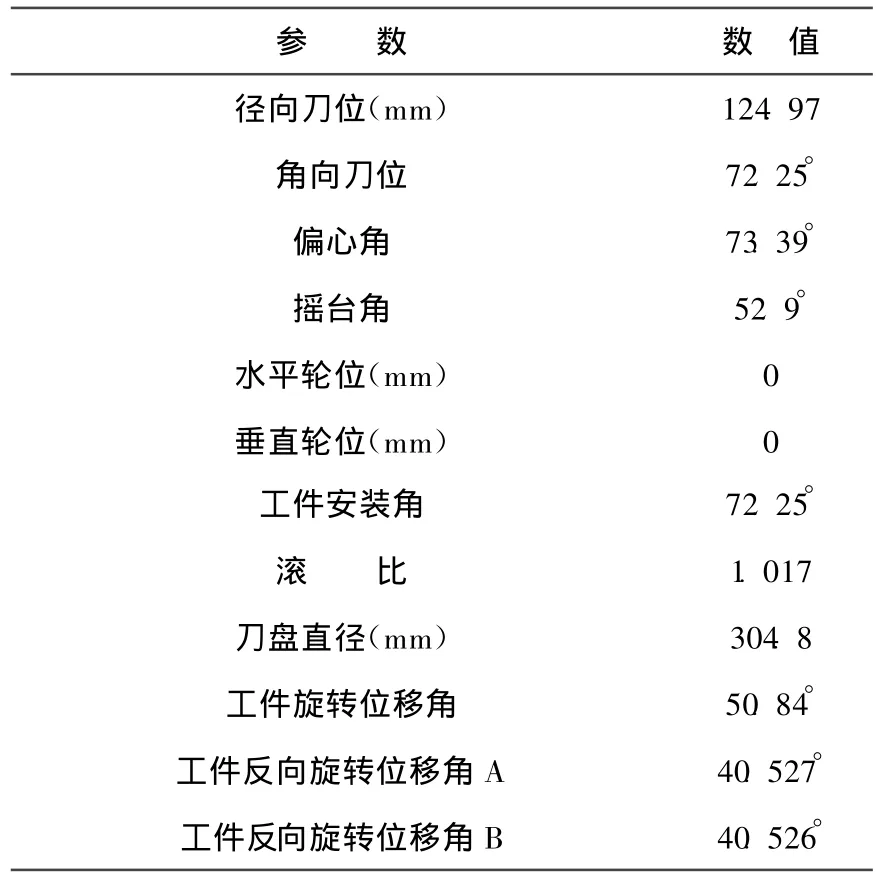
表2 螺旋錐齒輪機床加工調整參數
根據計算得a=9.473°、b=9.474°。根據式(11)計算得:x=12、y=26。程序一級子程序循環次數取x值,y值的公約數2次,二級子程序循環次設定為:每次循環調用A值1次調用B值2次共調用5次后,再調用A值1次調用B值3次,共調用1次。這樣使輪齒對應的角度a值、b值均勻的間隔分布在輪坯上。使各輪齒間的分布誤差盡可能的減小。
銑齒機切削不同種類的螺旋錐齒輪,切削運動過程都是相同的,只有搖臺和工件在加工時的旋轉角度不同。基于此特點,編制了螺旋錐齒輪的滾切法(展成法)數控加工程序,由主程序、子程序和調用參數三部分組成。改變一種產品,只需改變參數的數值就可以了,應用起來十分方便。
5 結 論
分析了螺旋錐齒輪加工展成原理及螺旋錐齒輪銑齒機的結構和機床運動關系,并建立了螺旋錐齒輪銑齒機加工坐標系。研究了數控螺旋錐齒輪銑齒機調整參數的原理和計算方法,建立了螺旋錐齒輪銑齒機的數控加工模型。并通過實例介紹螺旋錐齒輪數控加工程序的編制。采用上述方法進行參數計算、編制加工程序,對工件進行加工,機床運行可靠。目前已成功切制了多個品種的螺旋錐齒輪。實踐證明,參數計算方法準確,程序編程簡單方便,被加工齒輪的齒面品質高。
[1] 程文,謝耀東,先進的螺旋錐齒輪弧齒加工工藝的探討[J],機械制造,2008(5):48~50.
[2] 張威,準雙曲面齒輪數控加工理論與仿真研究[D],天津大學,2007.
[3] 張華,鄧效忠,二軸數控螺旋錐齒輪銑齒機的加工程序編制[J],機械制造與研究,2004(3):30~31.
[4] 盧曉勇,螺旋錐齒輪數控機床加工理論的研究[D],鄭州大學,200.
