大型管形座的裝焊
2011-03-30 02:49:44凌朝國
裝備制造技術 2011年8期
梁 武,凌朝國
(南寧發電設備總廠,廣西 南寧 530003)
大型管形座的裝焊
梁 武,凌朝國
(南寧發電設備總廠,廣西 南寧 530003)
通過對大型管形座結構的分析,著重闡述了下料、拼板、成形、組裝和焊接過程中將要出現的尺寸不準、焊接變形及產生應力等問題的對策,制訂了相應的工藝措施,確保組裝焊接的質量,具有一定的推廣價值。
管形座;焊接變形;應力;制造工藝
管形座為貫流式水輪發電機中的一個主要零部件,也是一種低水位流量大高發電容量的新型產品。其結構由上、下內錐體、外錐體、外環里襯、支柱、法蘭、多形狀筋板,支撐管和拉錨等組成。
1 管形座的結構特點
管形座的結構特點有:
(1)體形大。錐形帶支柱、錐底直徑Φ14900mm,外錐頂直徑Φ10870mm、內錐體直徑Ф5274mm,高5375mm,往外伸的兩支柱間距為21350mm(見圖 1)。
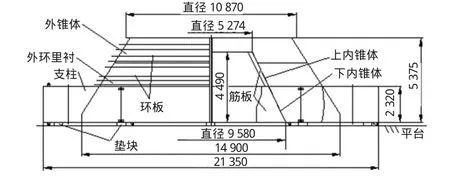
圖1 管形座結構簡示圖(單位 mm)
(2)管形座板厚。分別有 120 mm、90 mm、80mm、60mm、50mm、40mm、36mm等多種板厚。
(3)總質量大。管形座體總質量約235 t。
(4)內腔筋板外壁環板多且形狀多樣。
(5)整體裝焊前,需分塊下料、拼作、卷制成形,分部件裝焊。
(6)整體分等份組合(外錐分4等份,內錐分2等份),每等份又分為多塊組成,制作尺寸難以控制。如底座大法蘭板,自身需分多塊拼裝焊接,又與支柱組裝,且組裝后長度為21350mm,寬10550mm(其中支柱底面寬為2000mm),其底面作為裝配基準面,如何保證平直是需要解決的難題;又如支柱部分也分多塊(6塊,見圖2)組裝成多邊門形部件,接頭多、坡口大,內有筋板固定,但相隔距離遠,坡口開得不合理(單邊坡口或不對稱坡口),焊接不注意方法順序,就會產生局部焊接變形(撓起或凹凸),以及剛性固定焊后產生應力過大或應力不平衡;另外,錐體需分節分塊拼成再組裝成整體,其外形尺寸及弧形面平整度的保證也是需要解決的難題等。
概括地說,保證組裝品質控制焊接變形,減小或消除焊接應力,是管形座制作的關鍵。

圖2 支柱結構簡示圖(單位mm)
(7)管形座部件多、板厚、尺寸大,制造工藝比較復雜,且制造品質要求高。必須注意制作工藝,以達到圖紙要求的產品品質。否則會出現管形座分半面偏等份不準、加工合縫板面后出現歸邊現象,如合縫板厚薄不一;加工余量或多或少,甚至有的地方不夠加工,如內錐體與法蘭組成的外壁面,因錐體弧形面凹凸不平或弧度不夠,組焊后加工,錐面與法蘭外圓面不平整有黑皮,造成品質問題,出現返修困難、補焊打磨造成成本提高等現象。
因此,在制作過程中,必須對板材下料、拼裝、成形、組裝尺寸,包括裝配間隙,焊接收縮量進行控制,開口支撐,消除內應力的退火處理等,采取一系列的工藝措施,確保產品裝焊品質,提高生產率,降低生產成本。
2 加工設備的準備
(1)零部件組裝需要點或段焊固定,選用交流電焊機,焊條選小直徑Φ3.2mm或Φ4mm,電流在90~110 A或160~200 A范圍。使用手工電弧焊機既方便,又靈活實用。
(2)調平中、薄拼板平面的設備選用四軸調平機、1471 kN油壓機等完全能解決實際。
(3)轉入焊接時采用CO2氣保焊際機,并進行細絲短弧焊。與手工焊相比,既能提高生產效率,又能有效控制或減少焊接變形。
(4)配備空壓機、氧一乙炔、割炬,大烤槍、打磨機均能方便在組裝過程中局部修配,局部變形矯正。
(5)管形座的內外錐體和外環里襯成形難度大,如外錐體,錐度為25.38°、板厚為36mm,弧度尺寸大(R 6403mm、R 5138mm)且展開板面大(見圖3),按現有板材規格和滾板機卷壓能力是不夠的,為此我們通過計算合理的分塊拼料,以適應現有設備制作,解決實際問題,如外環里襯,外錐體各需分2節,共16塊下料,上、下內錐體各分2節共20塊下料,成形后組成整圓,見圖4、圖5、圖6。
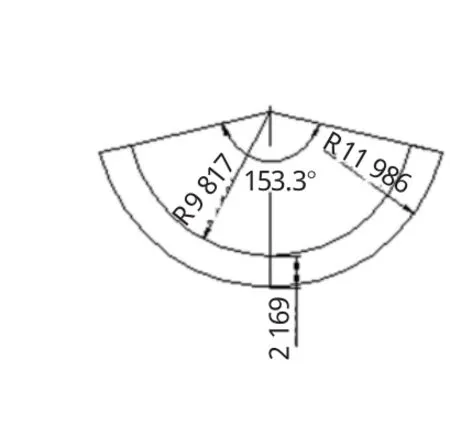
圖3 外錐體展開尺寸示意圖(單位mm)
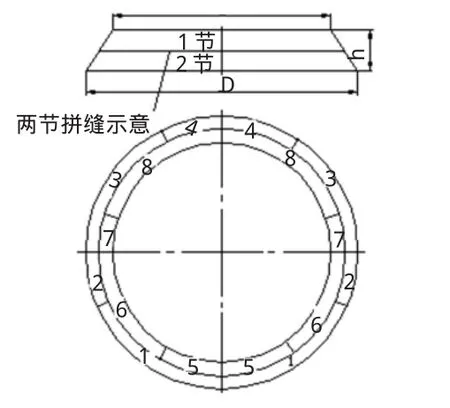
圖4 外錐體,外環里襯拼接示意圖
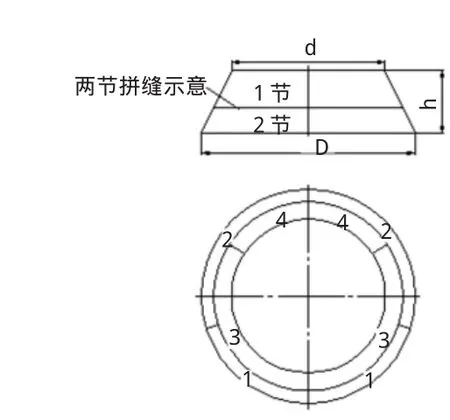
圖5 上錐體拼接示意圖
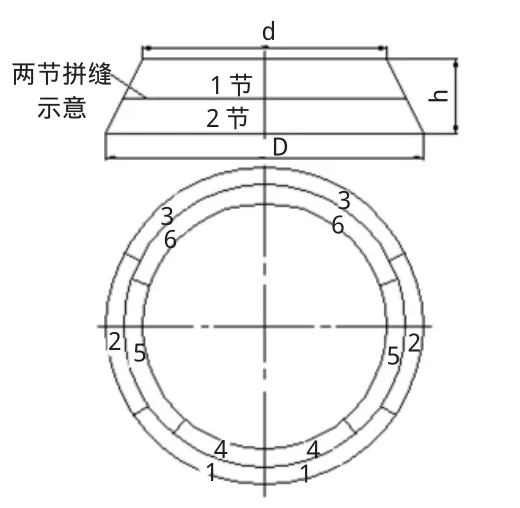
圖6 下錐體拼接示意圖
3 工具方面的準備
(1)管形座形大面寬(14900mm×21350mm),故需大平臺(15m×15m)、大的裝配場地(23m×23m)、大吊車以及水平儀。
(2)為組裝方便,還需準備好各種規格的卷尺、劃線工具、吊錘、長鋁合金直尺、內外弧形樣板等,以及各裝焊工具如千斤頂、墊塊、馬板、壓板、夾緊器、螺旋支撐等。
4 制作的工藝要求
4.1 下料
管形座各零部件除了高度法蘭面,合縫面、與錐體相接的法蘭外圓面加工之外,其余均為冷作件,為保證組裝品質,首要條件要保證各零部件下料尺寸準確性。為此,我們要求全部采用數控切割機編程下料,包括拼接、組裝對接坡口及裝配間隙、焊接收縮量的預留,并要注意在切割過程中,防止切割造成鋼板的熱變形,如長割縫割到一定長度(約600~1000mm)留一小段不割,使下料板仍與余料板拉住一起,以防下料板冷卻過程中撓起變形。
4.2 拼裝焊接
法蘭尺寸大,板材規格有限,需拼裝焊接,必須注意:
(1)法蘭板拼裝要考慮裝配基準。故選加余量,并在裝焊后加工過一端面(如底座大法蘭板拼焊后),以消除焊后矯正后仍有的變形;另外,加工過的面作其他零部件的組裝定位基準,能保證安裝品質;
(2)錐體成形前,其拼塊拼裝時,要注意外形尺寸,防止拼裝焊接后冷卻收縮,內外圓弧尺寸變小,以至成形后底、頂面不平,離空或尺寸不合圖紙要求;
(3)拼接坡口要分層對稱輪焊滿,以防單面焊得過多,變形過大,難以矯正或應力消除不了,或應力不平衡。
4.3 大平臺和裝焊場地的處理
要檢查平臺水平,平臺面有凹凸點要處理,平臺周圍要清理,方便吊裝、配作、放置工具和設備,保證操作方便,使用可靠。
4.4 內、外錐體和外環里襯成形
彎壓成形前,要做好相關樣板。錐體成形尺寸好壞,主要靠卷尺量和樣板檢測,如檢測弧面不合,組圓品質不能保證。即與法蘭配裝時,因板厚、弧度有凸有凹、有大有小,與法蘭就對不上,矯正對齊增加困難。所以樣板是成形的關鍵,必須精制好各種大小樣板,如用線切割機編程割出樣板,制作弧長不同的多種樣板來檢測大段弧面等。
另外,還需準備好相應的劃線、氣割工具、定位焊具和完好滾板機。滾壓前需劃好成形彎曲線條,滾壓時要注意壓延及樣板的檢測,保證弧板圓弧度R±(8~10)mm誤差,不能壓得過小,否則難以矯正,矯正(一般只能火焰矯正)是一道費物費力費時的工序。
再有,錐體是等份弧板,要注意大小端及開口面尺寸。滾壓壓延時,要對中找正,用樣板檢測修正弧度,防止出現扭曲變形。一定要小心控制錐體弧形板的成形尺寸,保證錐體整裝品質。
4.5 管形組裝焊流程
準備好大平臺,劃線、裝焊工具。分別拼裝底座大法蘭、上下內錐體、支柱、外環里襯、外錐體、環板及其他,轉焊接后矯正焊接變形。底座大法蘭轉機加工后,重置平臺上(將加工過的端面朝下作安裝基準面),墊起并用水平儀調好板面基準。劃線定位(法蘭中心十字線,即X、Y軸線、等分線、各配裝位等,包括打眼作標記)吊裝下內錐體(半圓件組裝),內筋板,找正錐體中心軸線,分半面、高度平面。配裝支柱組件,中層法蘭,上內錐體,加強筋板及外壁環板等,分半面開口加支撐。配裝合轉焊接,退火后再轉機加工(銑分半面,鉆鏜連接孔)。
將兩半內錐體組件置于平臺上,墊起合攏,并用螺栓連接成整體并上緊。找底座水平,拉線找出內錐體組件的中心十字線、軸線,劃出組裝外錐體和外環里襯相關線位,組裝外環里襯和外錐體到位,合縫線對合,調合高度平面,再配裝支撐管及其他零部件,轉焊接。整個組裝過程還包括:
(1)定安裝基準。一是以管形座底面作基準,而底面有凸起的吊耳等,需要墊起,并用水平儀調好墊起高度(見圖1)。再有以管形座底面中心十字線,錐體中心軸線為基準組裝各項。
(2)劃線定位。包括各零部件配裝位(如內、外錐體的內圓線位、筋板、法蘭位等)、配割位(如支柱與外環里襯和內錐體孔位)以及拉吊線找出中心軸線,合縫板裝配位及其對角線、高度平面線位等;
(3)配裝配割。保證尺寸準確,裝配間隙應符合圖紙或工藝要求,并做到現場配裝配割,采用修割方法選用氣割、打磨、火焰矯正。配裝方法有吊線、量具測量、零件配測、用拉、壓、撐、頂、夾工具進行配裝;
(4)控制變形及應力。如組裝品質不好,直接影響到焊接品質,而關鍵問題,是解決變形和減少焊接應力。實施控制變形和防止產生應力的方法,如下所述。
4.6 控制變形和減少焊接應力
(1)坡口尺寸的控制。有坡口面角度、坡口鈍邊、裝配間隙等。
在方便焊絲或焊條伸入坡口焊接、不影響運條、保證根部焊透的情況下,盡應將坡口角度開得小一些。其優點是,既可少焊省時又能節省焊接材料,同時又減少焊接區的熱量,致使焊變形量及產生的應力相應也能減少。
一般選取焊接電流值是能填焊縫厚度為3~4mm,所以鈍邊盡在2~4mm范圍內,是能焊透坡口根部的;
裝配間隙也不要太大,否則,焊接收縮量大,如焊接厚度不夠至使焊縫強度不夠,而在冷卻過程中出現拉裂,或者因剛性固定,變形或收縮不了,導致應力過大而產生開裂缺陷;故裝配間隙按標準按工藝要求,一般在0~2mm內,超差的要修補合。
另外,數控切割下料后要求開出坡口的,盡可采用機加工或半自動氣割出,手工割出的坡口要打磨平整光滑,這樣,組裝后的坡口尺寸比較準確,能減少配裝中修割量,接縫對接也好對準,焊接運條操作穩定,焊接質量就易保證。
(2)法蘭板厚開對稱坡口,并分層對稱輪焊。其目的是使正面坡口焊一定厚度并產生的變形和應力,能在背面焊一定的厚度所產生的反變形和應力,來抵消或達到應力平衡,確保焊接品質及板面平整。應注意坡口分層焊時,每層厚度一般在3~4mm左右,特別是底層焊,要焊夠厚度,避免焊后冷卻時,因強度不夠拉裂焊縫。
(3)對配裝后的坡口修正。經配裝過的坡口尺寸,有的往往是不符合要求,故需進行修正,一般采用氣割、碳刨、焊補、打磨等方法處理好。
(4)避免大電流焊接。大電流焊接,迅速使焊接區溫度升高,導致母材與焊縫區溫差過大,產生的應力和變形也大。在底焊時,容易出現燒穿、焊瘤等缺陷。故選用焊接電流要合適,在工藝要求范圍內選用,并調試合適再施焊,焊接參數見附表1。
(5)要配合組裝,先焊零部件的焊縫,再焊整裝焊縫。長焊縫要分中、分段對稱焊,否則會因連焊導致焊縫各段溫度不同,引起變形,如彎曲變形或扭曲變形等。
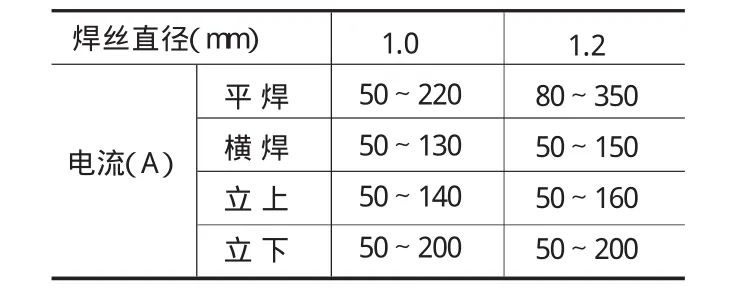
表1 焊接參數表
(6)開口組件焊前要加支撐。如錐體組件,上下內錐體分兩節組成開口式半圓件,與端面法蘭、合縫板組裝成半圓件焊接,則開口面尺寸會發生變化,如焊后弧形面R變小發生彎曲變形,焊接順序不當,焊接收縮不均,出現開口面對角線不等,發生扭曲變形。故焊前需加支撐,如在大小端開口加平行工字形支撐,在支撐與錐體弧面間加米字頭支撐,見圖7所示,能有效防止彎曲或扭曲等焊接變形。
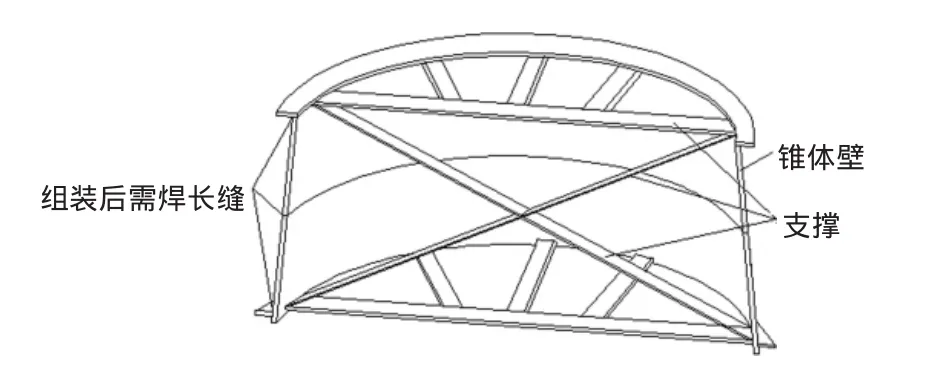
圖7 錐體分兩節組成開口支撐簡圖
(7)焊接方法的選用。管形座組成的板材都是厚板,拼接、組裝對接的坡口多尺寸大,角縫焊腳尺寸也較大(25~8mm),因此,要選好焊接方法。如法蘭板直縫拼焊,采用埋弧焊方法,形狀不規則多樣的,埋弧焊不能焊的坡口和角縫,采用CO2氣體保焊方法,短小直或環縫如大小管、槽鋼焊縫等,可采用手工電弧焊方法。特別是CO2氣體保焊方法,不僅能控制或減少焊接變形,因焊速快,填充厚度厚,操作技術易撐握,又能提高生產效率,且經濟實用。應注意的是使用CO2氣體保護焊,要采用細絲短弧焊,氣體純度要達99.9%以上,避免產生氣孔。另外,運條方法要正確,注意焊縫熔合成形。
4.7 焊后退火處理
目的主要是消除內應力。其工藝是加熱溫度在550~650℃范圍,保溫4 h左右,加熱速度在(60~100℃)/h,并要隨爐緩冷。
4.8 按要求進行打磨清理及防銹。
按照技術要求進行處理,不需贅述。
5 制作的效果
有了行之有效的工藝措施,以及施以精益求精的制作技術,管形座制作順利進行,并比計劃提前5日完成,及時轉入機加工。從機加工到發貨出廠到電站安裝,管形座均無制作品質問題,做相關品質檢查,也一次通過。
6 結束語
這次制作管形座,通過大家努力,能按質按時地完成了任務,為工廠作出了應有貢獻。我們從中又能學到制作大型部件的新技術,積累了值得總結的工作經驗。管形座制作完成,創建廠以來,冷作裝焊歷史的“六個第一”:
一是制作部件總質量最大;
二是錐體成形尺寸最大,誤差最小(R±5mm以內);
三是法蘭厚板拼焊變形量控制最小(板面不平度P≤ 2.5mm);
四是制作工作量最大,時間長,但能提前完成計劃;
五是大型部件第一次整體組裝,焊接完畢再分拆發貨,裝焊品質(外觀及探傷)檢測一次通過;
六是得到工廠及相關上級領導以“苦干加巧干”及“管形座精神”加以祝賀稱贊與表彰。
[1]技工學校機械類通用教材編審委員會.冷作工藝學(成都第一版)[M].北京:機械工業出版社,1982.
[2]戴平川.鉚工工藝學[M].北京:科學普及出版社,1982.
[3]李秀智.鉚焊加工速算[M].北京:機械工業出版社,2007.
[4]黃文哲.焊工手冊(修訂版)[M].北京:機械工業出版社,1991.
Welding of Large Tube-shaped
LIANG Wu,LI NGChao-guo
(Nanning Generating Equipment General Works,Nanning 530031,China)
Block by large tubular structure analysis,focusing on the cutting,puzzle,forming,assembly and welding process will not be allowed to appear in the size of welding deformation and cause stress on issues such as measures to develop the appropriate technical measures,to ensure the quality of assembly and welding,has some promotional value
tube-shaped blocks;welding deformation;stress;manufacturing process
TG44
B
1672-545X(2011)08-0124-04
2011-05-26
梁 武(1960—),男,廣西陸川人,焊接工程師,從事水輪發電設備產品工藝設計;凌朝國(1958—),男,廣西賓陽人,冷作技師,從事水輪發電設備冷焊件制作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36