一種柴油機碗形塞片脹接裝置及方法
2011-03-30 02:49:48黃進成
裝備制造技術 2011年8期
黃進成
(廣西玉柴機器股份有限公司,廣西 玉林 537005)
一種柴油機碗形塞片脹接裝置及方法
黃進成
(廣西玉柴機器股份有限公司,廣西 玉林 537005)
針對目前柴油機水堵孔封堵技術上存在的一些問題,研發出一種碗形塞片脹接裝置及方法,并在車間投入生產使用,與傳統柴油機水堵孔封堵技術相比,這種脹接技術大大提高了柴油機碗形塞片的密封性能和承壓能力。
碗形塞片;脹接;彈簧夾;水堵孔;柴油機
水堵孔作為柴油機水道的重要組成部分,要求其具有高度密封可靠性,是不允許出現泄漏的[1]。一直以來,大部分柴油機對水堵孔的密封技術要求,僅局限于在加工過的水堵孔內涂抹密封膠,把碗形塞片壓到水堵孔內,以此保證水堵孔的密封性。而這種方法,在柴油機工作環境要求比較高(例如柴油機水腔壓力較大)的情況下,容易導致柴油機在碗形塞片處泄漏水或碗形塞片脫落的情況,有其一定局限性。目前部分設計要求較高的柴油機,在水堵孔的密封設計技術要求里,提出了新的概念,即在水堵孔內加工一道環槽,封堵時將碗形塞片壓進水堵孔后,將碗形塞片尾端脹接進水堵孔凹槽內(如圖1所示),以提高水堵孔密封牢靠性。
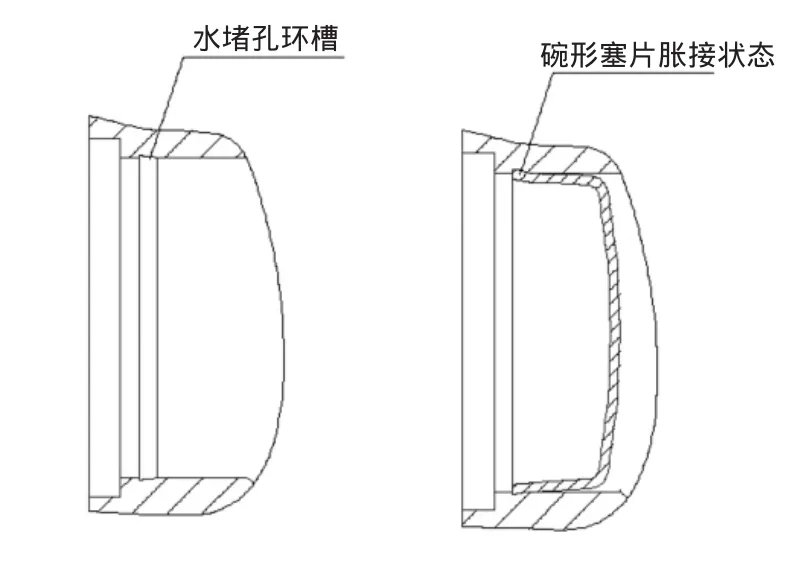
圖1 碗形塞片脹接狀態示意圖
現有技術直接使用簡單工具將碗形塞片壓進水堵孔內,完成密封,目前尚無成熟的工裝裝置和方法來將碗形塞片尾端脹接進水堵孔環槽,完成后續密封要求,同時應用于生產[2]。
針對以上情況,我們研制了一種碗形塞片脹接裝置及方法,可解決以上難題,滿足生產需要。
1 結構及工作原理
1.1 基本組成
研制的柴油機碗形塞片脹接裝置,主要包括壓碗形塞片限位工裝、碗形塞片脹接彈簧夾與氣動液壓泵3個大部份,其中碗形塞片脹接彈簧夾,與氣動液壓泵連接在一起(如圖2)。
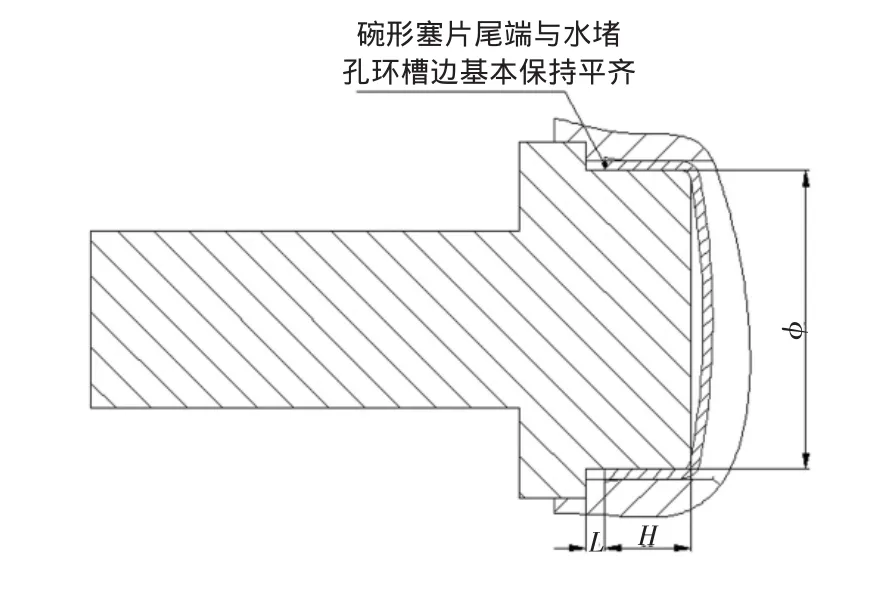
圖2 壓碗形塞片限位工裝工作示意圖
作為碗形塞片脹接裝置的核心部件,碗形塞片脹接彈簧夾主要包括漲塊、錐軸、調整螺套、鎖緊螺母、連接環、中空活塞桿油缸、氣動液壓泵、護蓋、手柄,其基本結構如圖3。
1.2 工作原理[4,6]
用壓碗形塞片限位工裝,將碗形塞片人工打壓進涂有密封膠水的柴油機水堵孔內,使碗形塞片尾部端面與水堵孔環槽邊基本保持平齊,如圖2所示,氣動液壓泵控制與碗形塞片脹接彈簧夾中空活塞桿油缸連接在一起的錐軸移動,根據彈簧夾頭反拉漲開的原理,錐軸撐開漲塊,從而將碗形塞片尾端脹接進水堵孔環槽,完成密封。
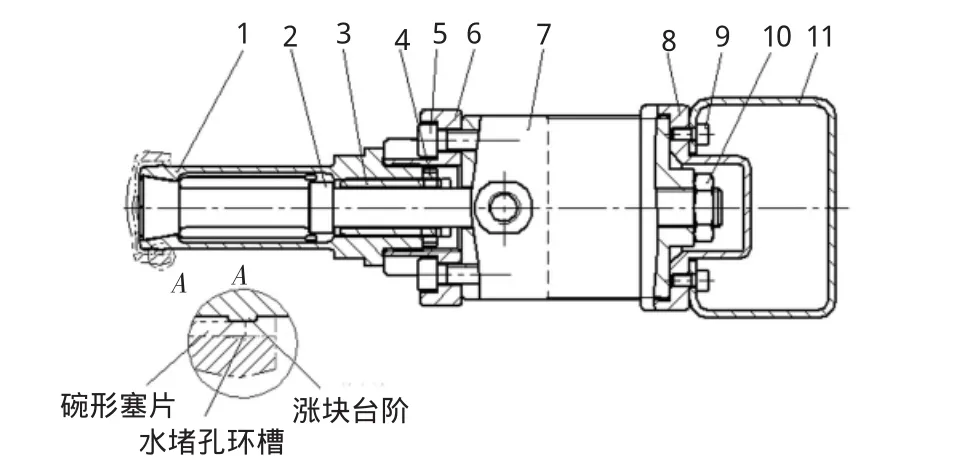
圖3 碗形塞片脹接彈簧夾結構示意圖
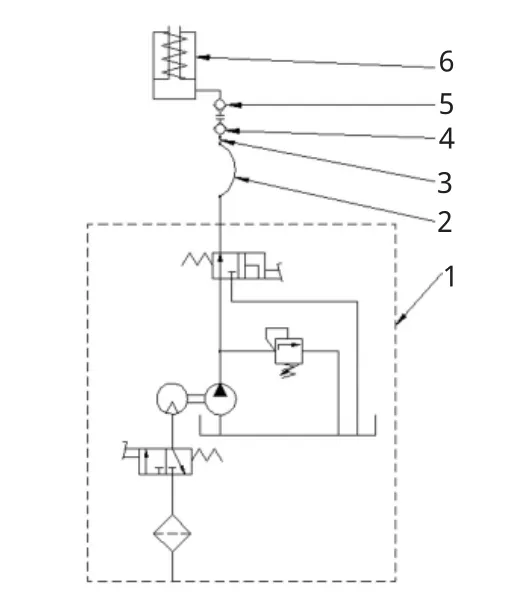
圖4 漲塞片液壓原理系統圖
2 結構方案的確定
2.1 壓碗形塞片限位工裝[3]
柴油機水堵孔尺寸要求不同,壓碗形塞片限位工裝的尺寸要求也不同,設計時,需獲取以下關鍵尺寸(如圖2所示):
(1)碗形塞片內徑Φ;
(2)碗形塞片深度尺寸H;
(3)水堵孔環槽邊至水堵孔端面尺寸L。
根據以上關鍵尺寸,設計制作壓碗形塞片限位工裝,使用時將碗形塞片套進限位工裝,用工具輕輕敲打限位工裝,將碗形塞片壓進水堵孔內,通過限位工裝端面與水堵孔端面接觸限位,保證尺寸L,從而保證碗形塞片尾部端面與水堵孔環槽邊保持平齊。
2.2 碗形塞片脹接彈簧夾[5,7,8]
碗形塞片脹接彈簧夾結構如圖3所示。其中:
漲塊1的頭部為片式彈簧夾頭結構,在內部擠壓力作用下,可伸撐開來;取消作用力后,可回縮到自然狀態,漲塊頭部設計有一圈漲塊臺階(如圖3放大圖A所示),是將碗形塞片尾端脹接進環槽的關鍵所在,漲塊臺階所處位置與碗形塞片深度尺寸L(如圖2所示)相對應。
連接環6起過渡連接作用,連接環6與漲塊1通過內外螺紋連接,連接環6上設有螺釘過孔,中空活塞桿油缸7上設有螺孔,通過內六角螺釘5銜接連接環6和中空活塞桿油缸7,從而將漲塊1和中空活塞桿油缸7連接起來。
中空活塞桿油缸7通過液壓元件公快速接頭、母快速接頭、變徑接頭、高壓軟管,與氣動液壓泵連接(其液壓原理系統如圖4所示),氣動液壓泵控制油缸動作。
調整螺套3主要對錐軸2的移動進行限位,調整螺套3與漲塊1通過內外螺紋連接,可調節其在漲塊1內的軸向位置,調整螺套3尾部設有鎖緊螺母4。
錐軸2穿過調整螺套3,與中空活塞桿油缸7連接,錐軸2頭部與漲塊1頭部以內外錐面接觸配合,當通過氣動液壓泵控制中空活塞桿油缸7往后軸向拉拔錐軸2時,錐軸2頭部通過錐面擠壓力撐開漲塊1頭部,漲塊1臺階進而脹接碗形塞片。錐軸往后軸向移動距離越大,漲塊被撐開的幅度越大,即碗形塞片被脹接力越大,可根據柴油機水堵孔環槽深度對應設定。
錐軸2尾部為外螺紋,通過六角薄螺母10擰緊限位,防止非工作狀態時錐軸2向前滑落。
護蓋8密封和保護中空活塞桿油缸7,防止雜物灰塵掉落,手柄11方便操作時提拿。
中空活塞桿油缸7尾部設有螺孔,護蓋8及手柄11開有螺釘過孔,通過內六角螺釘9將中空活塞桿油缸7、護蓋8、手柄11連接在一起。
3 實施過程
(1)首先使柴油機的水堵孔垂直朝上,使用碗形塞片限位工裝將碗形塞片輕輕打進柴油機水堵孔內,使碗形塞片尾部端面與水堵孔環槽邊保持平齊。

圖5 碗形塞片脹接彈簧夾實物
(2)根據柴油機的設計,水堵孔內徑尺寸不一樣,環槽凹深相應的也不一樣,脹接前,需視環槽凹深,調節好碗形塞片脹接彈簧夾調整螺套所處的軸向位置,確定錐軸被拉拔時對漲塊撐開的幅度,即對碗形塞片的脹接深度,如圖5所示,從而更為準確地完成對碗形塞片的脹接。
完成動作(1)后,手工將碗形塞片脹接彈簧夾的漲塊頭部套進碗形塞片,此時漲塊臺階與碗形塞片尾部位置對應,開啟氣動液壓泵,中空活塞桿油缸往后軸向拉拔錐軸,錐軸將力作用于漲塊,漲塊頭部撐開漲塊臺階,進而脹接碗形塞片到水堵孔環槽,錐軸移動至階梯端面與調整螺套端面接觸不動,此時繼續保持此脹接狀態十余秒,松開氣動液壓泵,取出碗形塞片脹接彈簧夾,完成脹接。
圖6為碗形塞片脹接裝置實物,圖7為脹接完后的實物解剖圖。從圖7可看出,經過脹接后的碗形塞片尾部形成均勻臺階在水孔環槽內,碗形塞片臺階圓柱面貼緊環槽內壁,端面頂緊環槽端面。
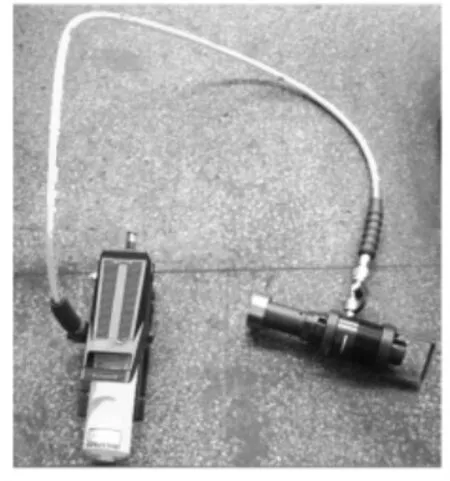
圖6 碗形塞片脹接裝置實物照片
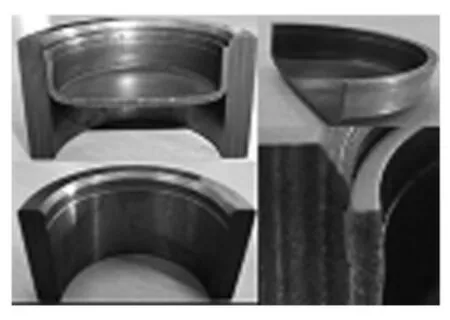
圖7 碗形塞片脹接后的實物解剖圖
4 結束語
本文介紹的柴油機碗形塞片脹接裝置及方法,與現有封堵技術相比,利用彈簧夾頭反拉漲開的原理,通過對碗形塞片的脹接,進一步提高了柴油機碗形塞片的密封性能及承壓能力,確保柴油機在工作環境要求較高情況下的水道密封安全性,為今后類似的研究和應用,提供了有益的借鑒。
此裝置考慮了操作的便易性,引進了較先進的可腳踩式氣動液壓泵,便于工人在生產過程中操作,極大提高了生產效率。
[1]陳家瑞.汽車構造[M].北京:機械工業出版社,2002.
[2]周龍保.內燃機學[M].北京:機械工業出版社,2005.
[3]陳心昭.機械加工工藝裝備設計手冊[M].北京:機械工業出版社,1998.
[4]王先逵.機械加工工藝手冊(第2版)[M].北京:機械工業出版社,2006.
[5]邱宣懷,郭可謙,等.機械設計[M].北京:高等教育出版社,2002.
[6]蒲林祥.金屬切削機床夾具設計手冊(第2版)[M].北京:機械工業出版社,1995.
[7]左鍵民.液壓與氣壓傳動[M].北京:機械工業出版社,2007.
[8]吳 麒,王詩密.自動控制原理(第2版)[M].北京:清華大學出版社,1998.
A Kind of Bow l-p lug Expansion Joint Device and Method in Diesel Engine
HUANG Jin-cheng
(Guangxi Yuchai Machinery Co.,Ltd.,Yulin Guangxi537005,China)
According to some technology problems of sealing water holes in dieselengine atpresent,a kind of bowl-plug expansion joint device and method are developed and used in the workshop.Comparing with the traditional technology of sealing water holes,this kind of bowl-plug expansion joint technology can greatly improve sealing performance and pressure of bowl-plug holes.
bowl-plug;expansion joint;spring champ;water plugging holes;dieselengine
TK423
B
1672-545X(2011)08-0150-03
2011-05-13
黃進成(1983—),男,廣西桂平人,助理工程師,大學本科學歷,主要研究方向為柴油機制造工藝。