可移式管螺紋成型機設計與研究
2011-04-10 02:23:08安美玲穆璽清
制造業自動化 2011年11期
關鍵詞:設計
安美玲,穆璽清
AN Mei-ling,MU Xi-qing
(蘭州工業高等專科學校 機械工程系,蘭州 730050)
0 引言
在建筑、化工機器、鍋爐等的設備安裝和維修中,有大量的管道安裝工作需要在施工現場操作完成管螺紋的成形加工。目前使用的管螺紋機成型有電動臺式和便攜式兩種,其中電動臺式管螺紋成型機生產效率高,但存在移動不便,不能應用在高層建筑的施工現場。而便攜式管螺紋成型機體積小、重量輕,但其沒有固定的工作臺,需現場安裝、調試,增加了非工作時間,效率低,適用于管道維修,不適合在建筑施工現場進行大批量管螺紋加工成型。本文在分析研究市場上普遍采用的管螺紋成型機的基礎上,研制了一種體積小、重量輕,搬運方便;效率高;成本低;能加工直線、非直線管的螺紋的新型“可移式管螺紋成型機”。解決了高層建筑水暖管道的安裝和維修業務中的技術難題,彌補了國內管螺紋成型機市場上對特殊工作情況下的使用要求方面的不足。
1 傳動裝置設計
1.1 傳動裝置結構方案設計[1~3]
傳動裝置是決定機械效率和整機尺寸的主要因素,也是管螺紋成型機設計的關鍵部分。目前機械產品中通用的傳動裝置結構已成固定模式,其特點是:原動機通過聯軸器與減速器輸入軸聯結后將動力和運動傳給減速器,再通過減速器輸出軸將其傳給工作機。結構復雜,體積大而重,成本高,不能滿足本機設計要求。在可移式管螺紋成型機的研制中,對其傳動裝置提出了以下4種方案。
方案一:如圖1所示,其結構與臺式管螺紋成型機基本相同,采用管件旋轉,螺紋切頭軸向移動,電動機軸向輸入,三級斜齒圓柱齒輪傳動,管件夾緊裝置安裝在大齒輪上,螺紋切頭安裝在導塊上。特點是套切螺紋較平穩,但不適于固定管件的螺紋加工,結構尺寸大。
方案二:如圖2所示,管件固定不動,螺紋切頭旋轉并軸向移動,電動機垂直輸入,動力經錐齒輪、斜齒輪減速傳至大齒輪,螺紋切頭通過滑鍵與大齒輪聯結。其優點是能加工固定管件,但結構尺寸也難以作到較小。
方案三:如圖3所示,管件旋轉,螺紋切頭軸向移動,電動機垂直輸入,動力經斜齒輪及蝸桿、蝸輪減速傳至大齒輪,大齒輪上安裝夾緊管件的裝置,螺紋切頭安裝在導塊上。其特點是傳動比大,結構尺寸較小。
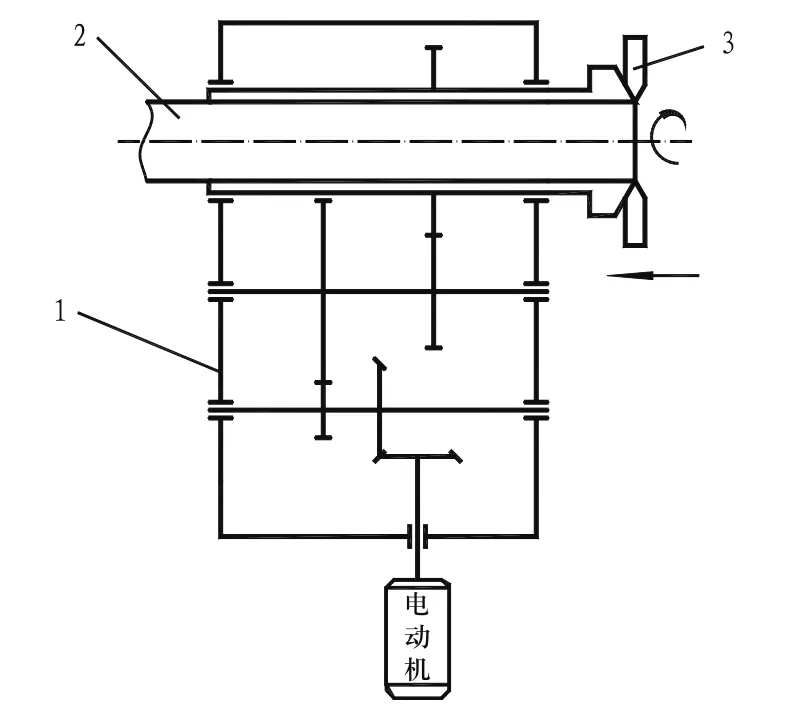
圖2 方案二
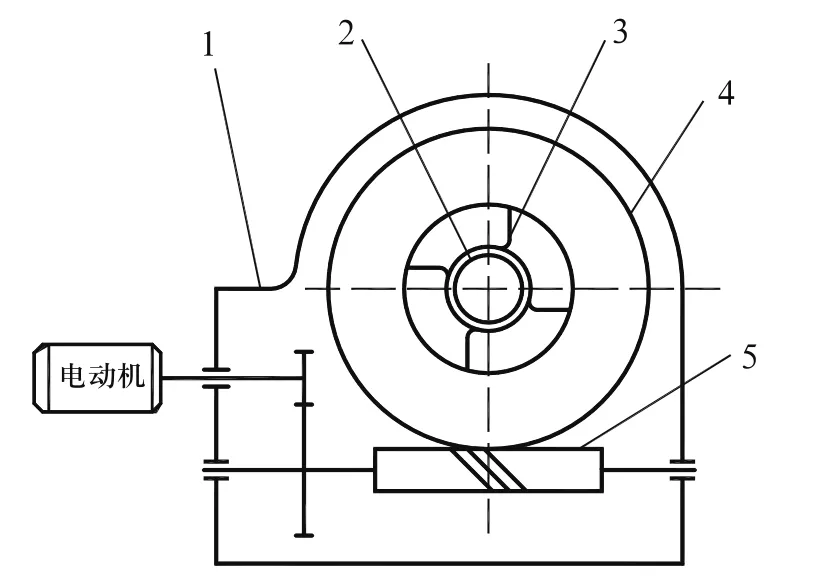
圖3 方案三
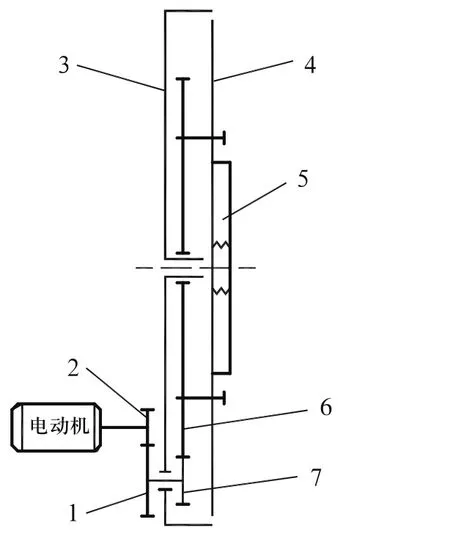
圖4 方案四
方案四:如圖4所示,螺紋切頭旋轉,管件軸向隨進,電機軸向輸入,二級齒輪減速,將電機輸出軸上的聯軸器、減速器輸入軸和齒輪用一個改進了結構的高速級小齒輪取代;將低速級大齒輪安裝在箱體內凸緣上,取消了軸結構;將螺紋梳刀固定在與低速級大齒輪同步旋轉的箱體大端蓋上,整體結構進一步簡化、縮小。
1.2 方案比較
以上四種方案從原理上都能滿足成型機傳動要求,但考慮到使用環境,如高層建筑需要經常變換工作場地,而且有些施工現場操作空間小,要求設備體積小,重量輕,故排除方案1和方案2;方案3不能用于加工直角管、U型管等非直線管的螺紋,方案4不僅彌補了其他方案的不足,而且從技術經濟方面考慮其技術適用,經濟合理。因此選擇方案4為最終采用方案。
2 管件夾緊裝置設計
2.1 夾緊方案的確定
根據設計方案,工作時,要求螺紋切頭旋轉,管件自動軸向移動,而且管件中心與螺紋切頭回轉中心重合。本機采用差動螺旋機構實現了管件的快速夾緊、松開和自動定心的要求[4]。
2.2 夾緊裝置結構設計
圖5是管件夾緊裝置結構圖,圖6是其三維實體模型。由圖5可知,螺桿3由旋向相同,螺距不同的兩段螺紋組成,當通過轉動桿2使螺桿轉動時,上壓板6沿下壓板7的導槽移動,同時下壓板7沿支撐架的導槽反向移動,上、下壓板工作面呈V形,不僅實現了管件的快速夾緊、松開,還實現了自動定心的要求,減少了輔助時間,避免了螺紋加工壁厚不均的缺陷。支撐架5由鋼板和圓管焊接而成,使整個夾緊裝置結構緊湊、重量輕。
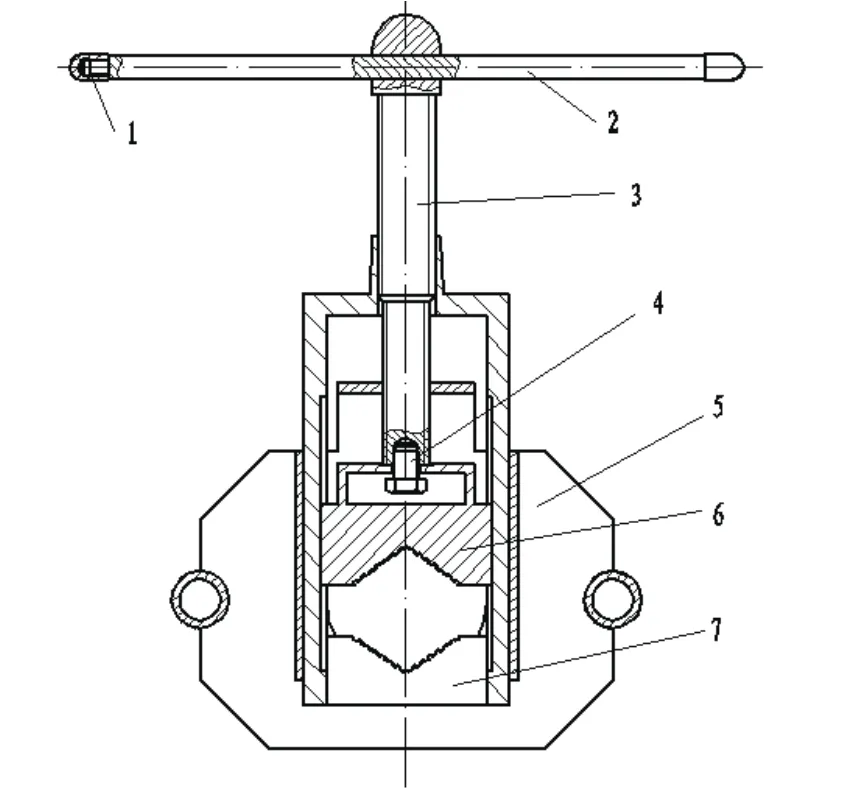
圖5 夾緊裝置結構圖
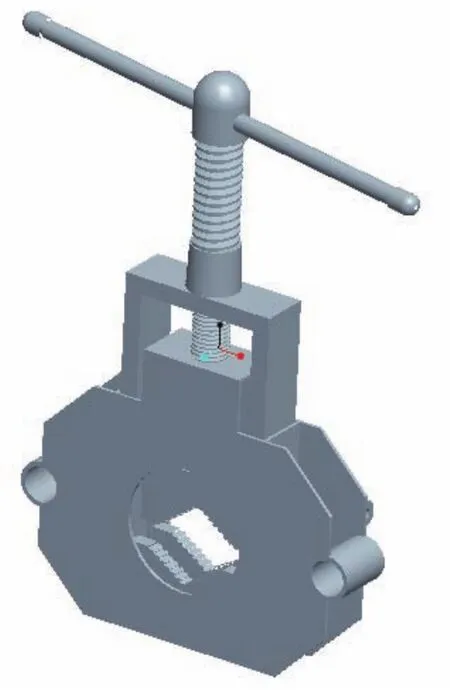
圖6 夾緊裝置裝配模型
3 總體設計
3.1 設計參數的確定
本機設計加工管件直徑為φ20~φ50mm,加工管螺紋螺距為11~14牙/英寸。切削功率為 Pw=0.55kW,螺紋梳刀的工作轉速為nw=22r/min,由此選取額定功率為0.75 kW、轉速n=1400r/min的單相異步電動機。總傳動比i=63.6,高速級采用斜齒圓柱齒輪傳動,傳動比為6.7。低速級采用直齒圓柱齒輪傳動,傳動比為9.4。根據設計參數對成型機傳動裝置參數進行優化設計[5]。
3.2 管螺紋加工成型過程
加工時,首先將與管件直徑相應的標準板牙安裝在螺紋切頭上,然后將管件穿入夾緊裝置的上、下壓板中并靠近板牙,轉動螺桿使上、下壓板快速靠近夾緊管件。按啟動按鈕,使成型機開始工作,螺紋切頭旋轉,管件自動軸向隨動,直至加工到所需的螺紋長度后關閉電源,停止工作。松開板牙,卸下管件,完成螺紋的成型加工。圖7為可移式管螺紋成型機裝配模型。
4 結束語
通過對目前市場上使用的管螺紋成型機進行調研,設計制造了一種新型的可移式管螺紋成型機。該機不僅能加工直線、直角、U形等非直線圓管螺紋,而且體積小、重量輕,便于移動。適用于管道的安裝、維修中管螺紋的成型加工以及經常變換工作場地或工作場地狹小的場合。

圖7 整機裝配模型
[1] 成大先.機械設計手冊——機構(單行本)[M].北京:化學工業出版社,2004.
[2] 機械設計圖冊編委會.機械設計圖冊(第2卷)[M].北京:機械工業出版社,2005.
[3] 吳宗澤.機械零件設計手冊[M].北京:機械工業出版社,2004.
[4] 安美玲.機械基礎[M].西安:西安電子科技大學出版社,2007.
[5] 安美玲,穆璽清.可移式管螺紋成型機減速器優化設計[J].機械設計與制造,2009,8:22-23.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
