基于三菱PLC的焊機(jī)控制系統(tǒng)
2011-04-13 12:20:26何文鳳
科技傳播 2011年6期
何文鳳
梅山設(shè)備分公司,江蘇 南京 210039
在現(xiàn)代化的冷軋廠,為了保證連續(xù)化生產(chǎn),必須將生產(chǎn)線上的前行帶鋼和后行帶鋼焊接起來,作為冷軋各條生產(chǎn)線上的重要單體設(shè)備,冷軋焊機(jī)負(fù)責(zé)實(shí)現(xiàn)這一功能。目前在鋼鐵企業(yè)冷軋現(xiàn)場使用的焊機(jī)主要包括激光焊機(jī)和搭接焊機(jī)兩種。本文以TEMIC公司的窄搭接焊機(jī)為研究對象,介紹其主要控制系統(tǒng)。
1 焊機(jī)主要原理和動作過程
窄搭接電阻焊機(jī)的焊接原理是將兩塊帶鋼搭接,通以適當(dāng)電流,在材料自身的電阻、材料間及材料與電極間接觸部分的集中電阻上產(chǎn)生熱量,最終熔化而焊接起來。典型的焊接工藝流程包括:
焊機(jī)準(zhǔn)備(包括帶鋼數(shù)據(jù)傳輸,帶頭定位,由入口夾鉗的中間夾鉗夾緊帶鋼)-機(jī)組入口段停止運(yùn)行,消除帶鋼張力(由線上完成)-入、出口夾鉗夾緊帶鋼-剪切-抽 尾-對中-搭接-焊接、平整-焊機(jī)復(fù)位-焊接周期完成。
2 控制網(wǎng)絡(luò)
TEMIC窄搭接焊機(jī)使用三菱PLC家族中的高性能Q系列PLC,編程軟件采用GX Developer。系統(tǒng)主站和從站(遠(yuǎn)程輸入輸出設(shè)備、觸摸屏)組成CC-Link現(xiàn)場控制網(wǎng)絡(luò),通訊模塊使用QJ61BT11;同時系統(tǒng)利用以太網(wǎng)接口模塊QJ71E71接入機(jī)組的工業(yè)以太網(wǎng)。
CC-Link是控制和通信鏈接的縮寫,通過利用專用電纜連接I/O 模塊、智能功能模塊和特殊功能模塊等分布式模塊,連接后這些模塊就可以由PLC控制。作為一種能同時高速處理控制和信息數(shù)據(jù)的現(xiàn)場網(wǎng)絡(luò)系統(tǒng),CC-Link可以提供高效、一體化的工廠和過程自動化控制,滿足工廠自動化系統(tǒng)用戶多樣化的需求;能用于廣泛的多廠商設(shè)備使用環(huán)境,省配線、低成本地構(gòu)筑高性能的網(wǎng)絡(luò)。
3 主要控制回路
搭接焊機(jī)主要控制系統(tǒng)包括順序控制、焊接電流恒定控制以及位置控制三部分。順序控制功能模塊能完成常規(guī)邏輯量控制,實(shí)現(xiàn)焊機(jī) PLC與生產(chǎn)線控制系統(tǒng)之間數(shù)據(jù)傳送和焊接聯(lián)鎖信號傳輸。本文主要對后兩種控制回路進(jìn)行介紹。
3.1 恒定電流控制
在焊機(jī)中,電流是3個關(guān)鍵元素(電流,傳導(dǎo)時間和壓力)中最為重要的一項(xiàng)。 焊接電流與焊縫質(zhì)量直接相關(guān),為了提高焊接質(zhì)量,消除交流焊接中由于電流零點(diǎn)造成漏焊的缺陷,采用直流電流焊接。焊機(jī)的直流電源由單相電源提供,通過在焊機(jī)變壓器初級連接可控硅,在次級連接整流器,轉(zhuǎn)換成為低電壓高電流的狀態(tài)。
焊接電流控制系統(tǒng)通過實(shí)時監(jiān)測焊接電流波動狀況,并利用負(fù)反饋的閉環(huán)電路來控制可控硅調(diào)壓電路的觸發(fā)脈沖,進(jìn)而控制輸出電壓,最終實(shí)現(xiàn)控制恒定的焊接電流目的。焊接電流控制框圖如圖1。
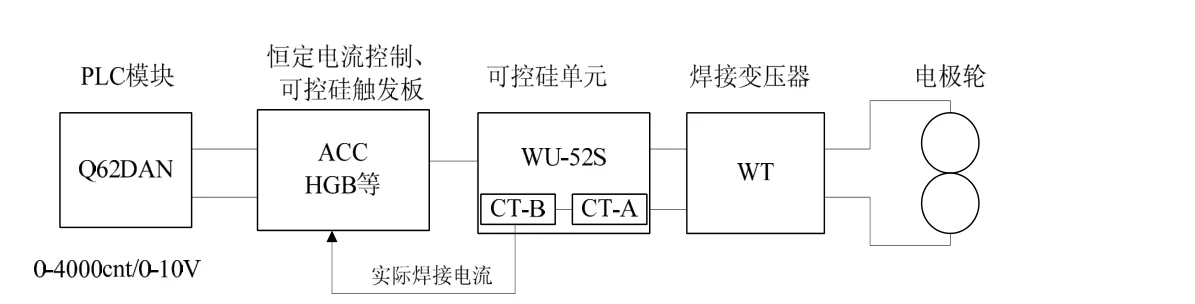
圖1 焊接電流控制框圖
3.2 位置控制
位置控制系統(tǒng)主要包括以下幾部分:
1)重疊量調(diào)整;
2)下電極輪高度調(diào)整;
3)對中系統(tǒng);
4)焊接小車位置控制:
位置控制系統(tǒng)控制邏輯如下:
(1)如果︳REF-FBK︳>K1 APC高速
REF>FBK 高速前進(jìn)
REF<FBK 高速后退
(2)如果K2<︳REF-FBK︳<K1 APC低速
REF>FBK 低速前進(jìn)
REF<FBK 低速后退
(3)如果︳REF-FBK︳<K2 APC結(jié)束
其中 APC:自動位置控制 REF:目標(biāo)位置 FBK:實(shí)際檢測位置反饋量 偏差值設(shè)定點(diǎn):K1,K2 其中K1>K2
4 結(jié)論
作為冷軋生產(chǎn)線上的重要設(shè)備,焊機(jī)的功能精度對機(jī)組生產(chǎn)起著關(guān)鍵作用。作為設(shè)備管理維護(hù)人員,首先必須對焊機(jī)工藝流程熟練掌握;在深入研究和理解控制系統(tǒng)后,要切實(shí)做好現(xiàn)場傳感檢測設(shè)備和控制元器件的日常維護(hù)保養(yǎng)工作,只有這樣才能牢牢把握焊機(jī)運(yùn)行狀態(tài),確保焊機(jī)設(shè)備正常穩(wěn)定工作。
[1]三菱PLC Q系列編程手冊.
[2]TEMIC窄搭接焊機(jī)操作手冊.
[3]付作寶.冷軋薄板生產(chǎn)[M].北京:冶金工業(yè)出版社,2005,6.
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中國廣播(2016年11期)2016-12-26 10:02:01
軟件導(dǎo)刊(2016年9期)2016-11-07 21:35:42
科技視界(2016年11期)2016-05-23 12:04:33
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
通信電源技術(shù)(2016年5期)2016-03-22 01:09:49
石油知識(2016年2期)2016-02-28 16:20:16
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00