小龍門豎井貫流式水輪機及齒輪箱結構特點與安裝
2011-05-16 09:08:40陳傳坤秦振偉
水電站機電技術 2011年2期
陳傳坤,秦振偉
(東方電氣集團東方電機有限公司,四川 德陽 618000)
小龍門豎井貫流式水輪機及齒輪箱結構特點與安裝
陳傳坤,秦振偉
(東方電氣集團東方電機有限公司,四川 德陽 618000)
小龍門豎井貫流轉槳式水輪發電機組是全國單機容量最大的豎井貫流轉槳式機組,簡述了小龍門豎井貫流轉槳式水輪機及齒輪箱的結構、安裝。
小龍門;豎井貫流式;水輪機;齒輪箱;安裝
1 電站概況
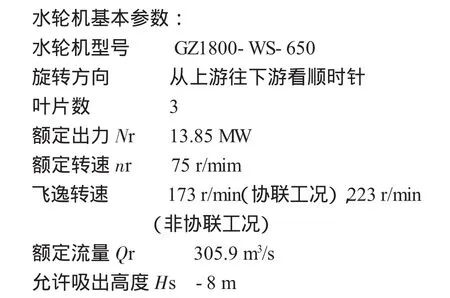
四川嘉陵江小龍門水電站位于嘉陵江中游南充市順慶區和高坪區河段上,是嘉陵江廣元至重慶段規劃16級開發方案中的第11級。電站上下游銜接梯級鳳儀和青居電站。該電站是以發電和航運為主,兼有美化城市環境、旅游等綜合效益。工程采用低壩擋水,河床式電站。電站上游校核洪水位280.95m,上游設計洪水位277.50m,上游正常蓄水位269.30m,下游設計洪水位276.48m,下游校核洪水位279.40m,正常尾水位263.80m,設計尾水位262.85m。電站額定水頭5m,最小水頭3m,最大水頭6m,加權平均水頭5.6m。電站多年平均含沙量(建庫前天然河道)2.47kg/m3,過機年平均含沙量1.06kg/m3。電站總裝機容量52MW,安裝4臺單機容量為13MW的豎井貫流轉槳式水輪發電機組。小龍門豎井貫流轉槳式水輪發電機組由東方電機有限公司設計、制造,是目前為止國內單機容量最大的豎井貫流轉槳式機組。
2 結構及參數
2.1 機組整體結構
小龍門豎井貫流轉槳式水輪發電機組,大致可分為三部分:水輪機、增速齒輪箱、發電機,其特點是將發電機布置在水輪機上游側的金屬豎井中;水流經過豎井的兩側及側下方進入水輪機流道;發電機與水輪機通過增速齒輪箱連接在一起,發電機轉速通過齒輪箱變速后為水輪機轉速的10倍。
小龍門豎井貫流轉槳式水輪發電機組的整體結構,見圖1:
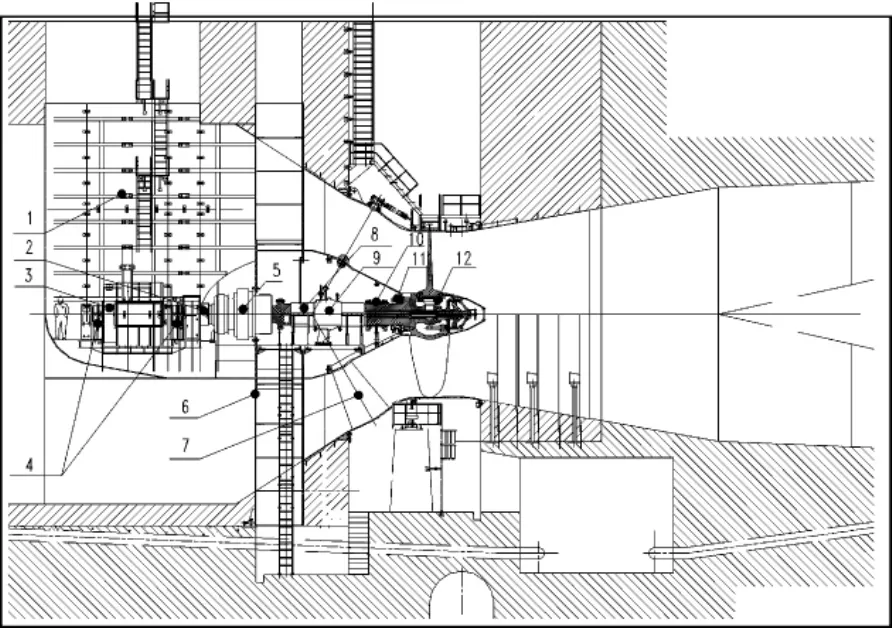
圖1 機組整體剖面圖
2.2 水輪機
水輪機部分包括尾水管、座環、豎井、導水機構、主軸、水導軸承、受油器、轉輪、主軸密封、重力油箱、高低壓稀油站、集油裝置等。
2.3 齒輪箱
小龍門增速齒輪箱及齒輪箱油箱由德國RENK公司制造,型號為PBR 170SB。齒輪箱總重約39t(不包括潤滑油)。齒輪箱為兩級增速,增速比為1∶10,FZG載荷等級大于12,冷卻效率為(210±21)kW,齒輪箱潤滑油規格為ISOVG220CLP。
小龍門增速齒輪箱和油箱都為整體到貨,齒輪箱和油箱的連接通過現場焊接兩根油管來實現。齒輪材料為18CrNiMo7-6,經表面硬化處理磨削而成;空心輪由調質鋼磨削而成。齒輪箱內部有4套徑向軸承,正反兩套推力軸承各12塊軸瓦。
3 機組的特點及安裝
小龍門豎井貫流式發電機組與傳統燈泡貫流式發電機組相比有較大差異,主要表現在以下幾個方面:豎井代替了燈泡體、轉輪槳葉信號反饋裝置的結構和安裝、受油器的結構、齒輪箱的應用,下文將著重講述這些區別之處的特點及安裝。
機組安裝順序框圖見圖2:
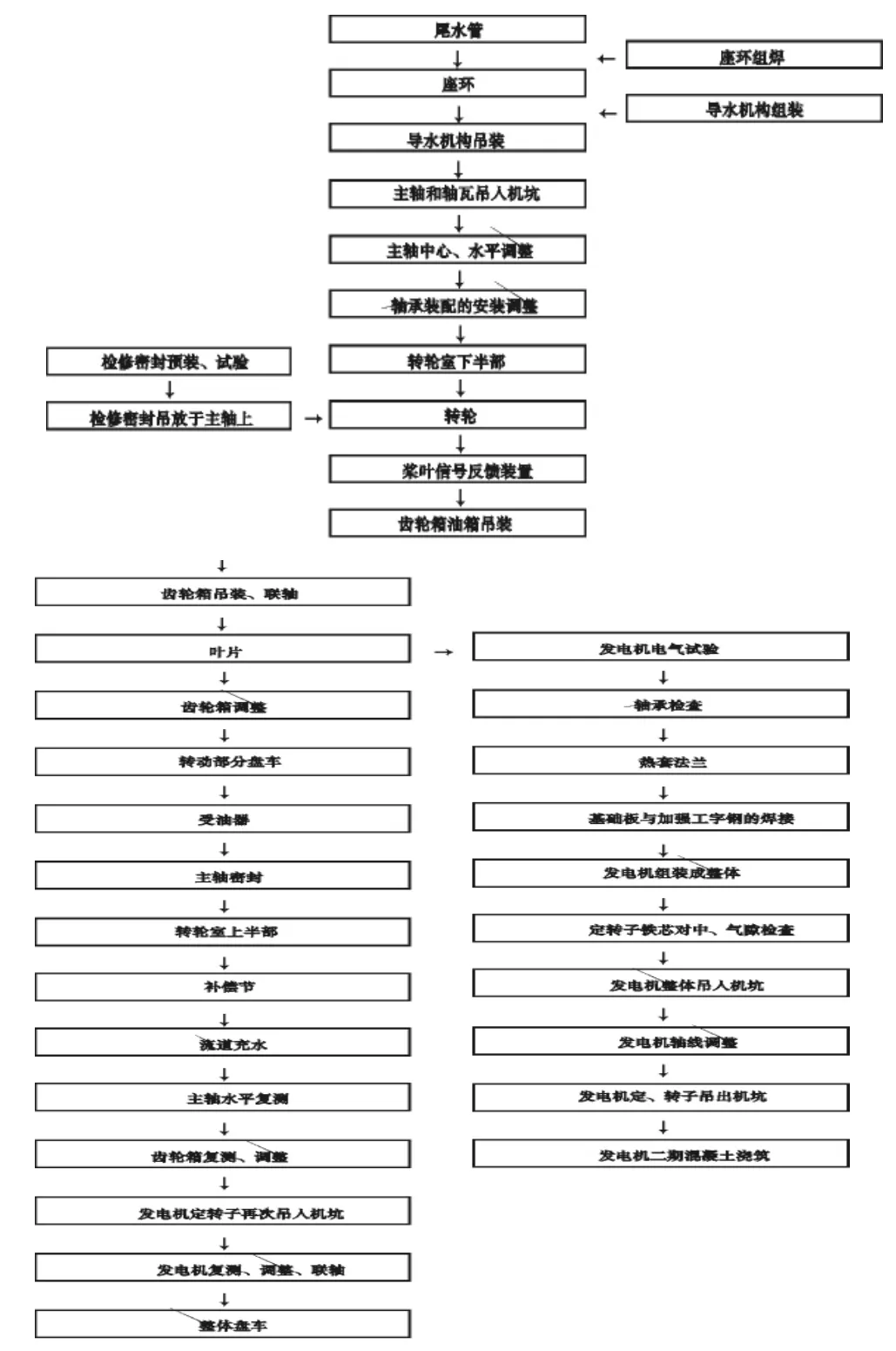
圖2 安裝順序框圖
3.1 豎井的結構及安裝
豎井為開敞式結構,對稱于機組中心線,在鉛垂方向從上到下分為Ⅰ、Ⅱ、Ⅲ三層,每層沿水流方向上分為四段:前段(1個)、錐段(2個)、中段(2個)、后段(2個),這四段內側裝焊有加強筋——320mm×130mm×9.5mm工字鋼Q 235B;豎井還包括底板、支撐和桁架等,底板上設有用于豎井二期混凝土澆筑的灌漿孔。廠內制作成型的前段、錐段、中段、后段、底板、支撐及桁架需在電站現場拼焊,其中豎井后段(Ⅰ、Ⅱ、Ⅲ)與座環上支柱及座環內環也需在電站現場焊接。豎井裝配,見圖3:
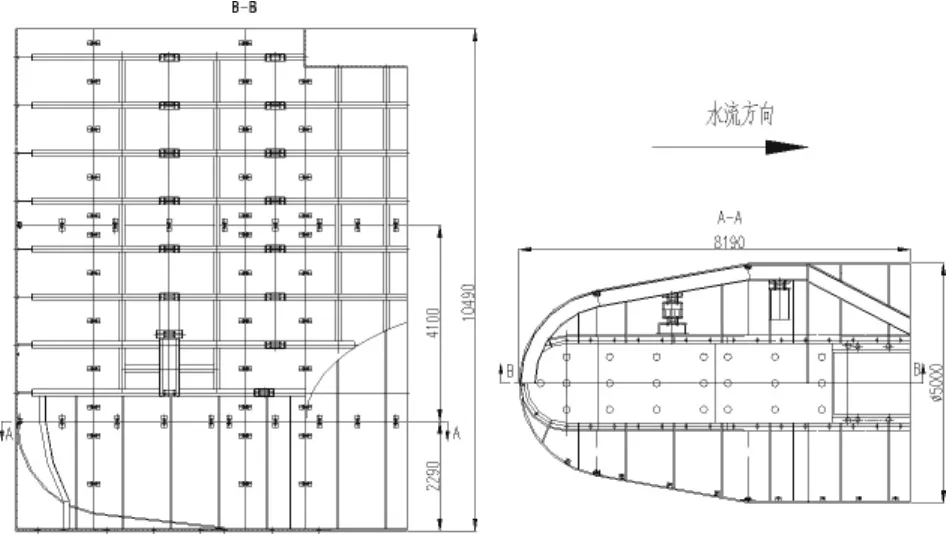
圖3 豎井裝配
如圖所示,豎井的外形尺寸為:8190×5000×10490(mm)。豎井裝配總重量約為69t。豎井的材質為Q235B,各部分鋼板厚度見表1。
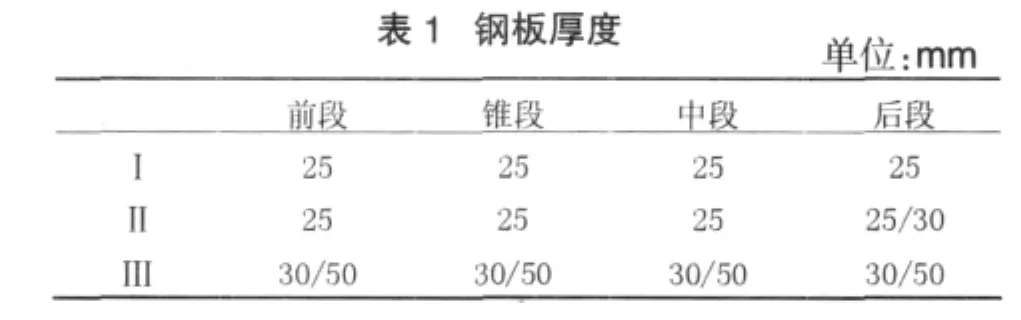
表1鋼板厚度單位:mm前段 錐段 中段 后段Ⅰ 25252525Ⅱ 25252525/30Ⅲ 30/5030/5030/5030/50
表中,豎井后段Ⅱ直線部分為25mm、圓弧部分為30mm,Ⅲ層的四段過流面部分為30mm、與豎井地腳螺栓把合部分為50mm。
豎井裝配安裝的大致順序:一期混凝土的澆筑及基礎的預埋→分層將四段拼焊成整體→Ⅱ、Ⅲ兩層拼焊成整體→Ⅱ、Ⅲ兩層吊入機坑就位→Ⅱ、Ⅲ兩層與座環內環的焊接→Ⅰ層吊入機坑就位→Ⅰ、Ⅱ兩層焊接→Ⅰ層與座環上支柱焊接→焊縫探傷檢查→豎井加固→二期混凝土澆筑。
豎井安裝最主要的工作就是豎井的焊接,如圖3所示,豎井焊接主要包括豎井前段和錐段、錐段和中段、中段和后段、后段和座環之間的縱縫,豎井Ⅰ層和Ⅱ層、Ⅱ層和Ⅲ層之間環縫,此外還有豎井Ⅲ層和底板的焊接、支撐和錐段及中段的焊接。
(1)焊接要求
焊條按要求進行烘焙并用保溫筒零用、隨用隨取,焊接現場風速應不大于3m/s,相對濕度不大于75%,環境溫度不低于10℃,待焊區100mm范圍內需清理打磨,焊前預熱,預熱溫度不小于80℃,焊接層間溫度不大于260℃,焊條擺動寬度不大于12mm。
⑵裝配及焊接
①將豎井前段Ⅲ吊上平臺,檢查、調整前段焊縫外側(過流面)間距,偏差應控制在±2mm內。調整合格后在前段內部及前段與平臺間進行必要的加固,并在平臺上用鋼琴線標出機組中心線。
②吊裝兩側的豎井錐段Ⅲ,檢查、調整錐段上、下游焊縫外側(過流面)到機組中心線的距離,偏差應控制在±1mm;同時調整前段與錐段焊縫的錯牙和間隙,使錯牙不大于3mm,間隙不大于4mm。調整合格后,在前段和錐段焊縫內側(非過流面)各裝焊3個騎馬板,在錐段內部及錐段與平臺間進行加固。
③采用同步、對稱、退步、多層、窄道的焊接方法進行前段Ⅲ和錐段Ⅲ外側焊縫的焊接。從第二層焊縫開始,每層焊接完畢,應對所焊焊縫進行錘擊消除焊接應力,蓋面層焊縫可不錘擊;焊接過程中應監測錐段Ⅲ下游焊縫外側到機組中心線的距離,與焊接前相比如變化超過1mm則應對焊接順序、焊接速度做相應的調整。焊后將焊縫表面打磨光滑。
④外側焊縫完成后,將內側焊縫的騎馬板割除,并用碳弧氣刨進行內側焊縫的清根,并按③進行內側焊縫的焊接。
⑤按①~④進行豎井其他部分的裝配和焊接。(3)豎井安裝過程中還需注意以下事項:
①豎井地腳螺栓及螺母需按圖紙要求進行封焊,以免流道充水后,從地腳螺栓處滲水從而影響機組的安全運行;
②機組運行時豎井兩側將承受水壓力,該水壓力會使豎井產生變形,因此豎井內部設有兩排共13根結構支撐及1個桁架裝配以增加豎井的抗壓能力。電站在布置豎井內油、水、氣管路、電纜、及地板扶梯時應考慮避讓豎井內支撐和桁架的安裝位置。這些支撐、桁架在豎井拼焊及吊裝時需安裝,待豎井二期混凝土養護期滿拆除,以免影響日后齒輪箱和發電機的吊裝,但必須在機組啟動前回裝以增強豎井的抗壓能力。
3.2 槳葉信號反饋的結構及安裝
主軸裝配主要包括:主軸和轉輪葉片信號反饋裝置,見圖4。圖示左側為上游側,圖中1050mm區域為受油器在主軸上的安裝位置。主軸的材質為鍛鋼A688,直徑φ800mm。

圖4 主軸裝配
由于增速齒輪箱的存在,傳統燈泡貫流轉槳式水輪機的轉輪葉片信號反饋裝置無法用于小龍門電站,小龍門水輪機槳葉信號反饋結構見圖4,其工作原理是:操作桿、操作管、轉動測量環及連接桿隨轉輪接力器一起動作,當機組運行時,通過激光位移傳感器測得轉動測量環的軸向位移即轉輪接力器的軸向位移,再通過轉輪接力器行程與葉片轉角信號的對應關系,換算得到葉片的轉角。該方案直接測量測量環的軸向位移,而不受主軸擺度的影響。如圖所示,該槳葉信號反饋方案需要對主軸進行必要的加工,包括與滑塊配合的兩腰形孔、與襯套裝配配合的兩孔。
主軸裝配的安裝大致順序:主軸在安裝間的清洗、調平→襯套裝配→操作管、操作桿及旋套的組裝→轉動測量環與連接桿裝配的預裝→轉動測量環的拆除→水導與主軸的研磨→主軸吊裝工具、水導固定工具的安裝→主軸的吊裝→水導就位→主軸的調整。
轉動測量環與連接桿裝配預裝目的:檢查測量環的測量面與主軸中心的垂直情況,操作桿、操作管及連接旋套的軸向運動是否靈活;預裝后拆除是為了避免在吊裝過程中測量環損壞。轉動測量環與主軸間設有6個尼龍支撐座以減小測量環運行時軸向擺動,這6個支撐座在安裝時需要調整與主軸的間隙,該間隙設計值為0.02~0.04mm。該間隙調整完后在主軸上涂抹潤滑油脂,并在條件具備的情況下操縱槳葉動作以檢查支撐座是否會發卡和反饋信號是否準確。
3.3 受油器的結構及安裝
小龍門受油器采用了“剖分式三組浮環”的結構型式,由三組分半浮環、浮環座、端部壓環、擋油環、壓環、集油座、殼體組成,見圖5。
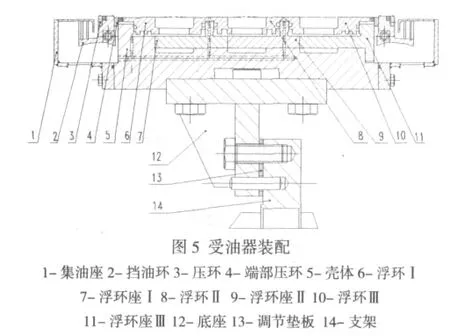
受油器工作時浮環與浮環座、殼體、端部壓環、集油座是靜止不動的,僅有擋油環、壓環隨主軸一起旋轉。此結構的受油器,靜止時浮環掛在主軸上,工作時隨轉速的升高壓力油在主軸和浮環間形成油隙將浮環浮起脫離主軸,同時由于主軸旋轉產生的浮升力將浮環幾何中心迅速向主軸中心靠攏,運轉穩定后,浮環就平穩地浮在主軸上,不會對主軸產生磨損;此外浮環也具有較好的節流保壓作用;兩高壓進油管處的浮環采用分開的結構,避免了用一塊浮環產生蹩勁的問題。因此,該結構的受油器可以提高機組運行的可靠性和安全性。
受油器布置在主軸中部,圖4中1050mm的區域。受油器的安裝順序大致為:浮環→浮環座→殼體→支架→調節墊板→底座→端部壓環→擋油環→壓環→集油座。
受油器安裝時需調整受油器殼體與主軸同心,偏差應不大于0.05mm。受油器廠家提供了受油器殼體與主軸同心的檢測量塊,在殼體安裝時、在機組充水和齒輪箱精調后,需利用檢測量塊測量并通過修配調節墊板、在支架與基礎底板間增減墊片的方式進行受油器殼體中心的調整。
需要指出的是:由于主軸找中心時的基準在座環內環內鏜口,而座環內鏜口對應的主軸位置正是受油器的安裝位置,因此受油器安裝后就不能校核主軸中心。為此需把座環內鏜口上的基準點向上游移一定距離,在座環上另設兩個基準點,當主軸中心調整合格時,記錄兩個新基準點到主軸的距離,作為以后校核主軸中心的參照。
受油器安裝完畢及油管路形成后,即可通過受油器進油進行轉輪動作和葉片的密封漏油試驗。試驗過程中,檢測葉片在全開時與轉輪體的間隙,應在1.25~2.5mm;在轉輪葉片信號反饋裝置處,測量葉片在開關過程中的接力器行程,繪制轉輪接力器行程與轉輪葉片角度的關系曲線;監測葉片的漏油量,每只葉片每小時的漏油量不得大于7.5ml,必要時應調整密封條的壓緊程度來調整葉片密封的漏油量。
3.4 齒輪箱的結構及安裝
齒輪箱內部結構簡圖,見圖6。在輸入軸的上下游測各有12塊正反推力瓦;徑向軸承在輸入和輸出端各
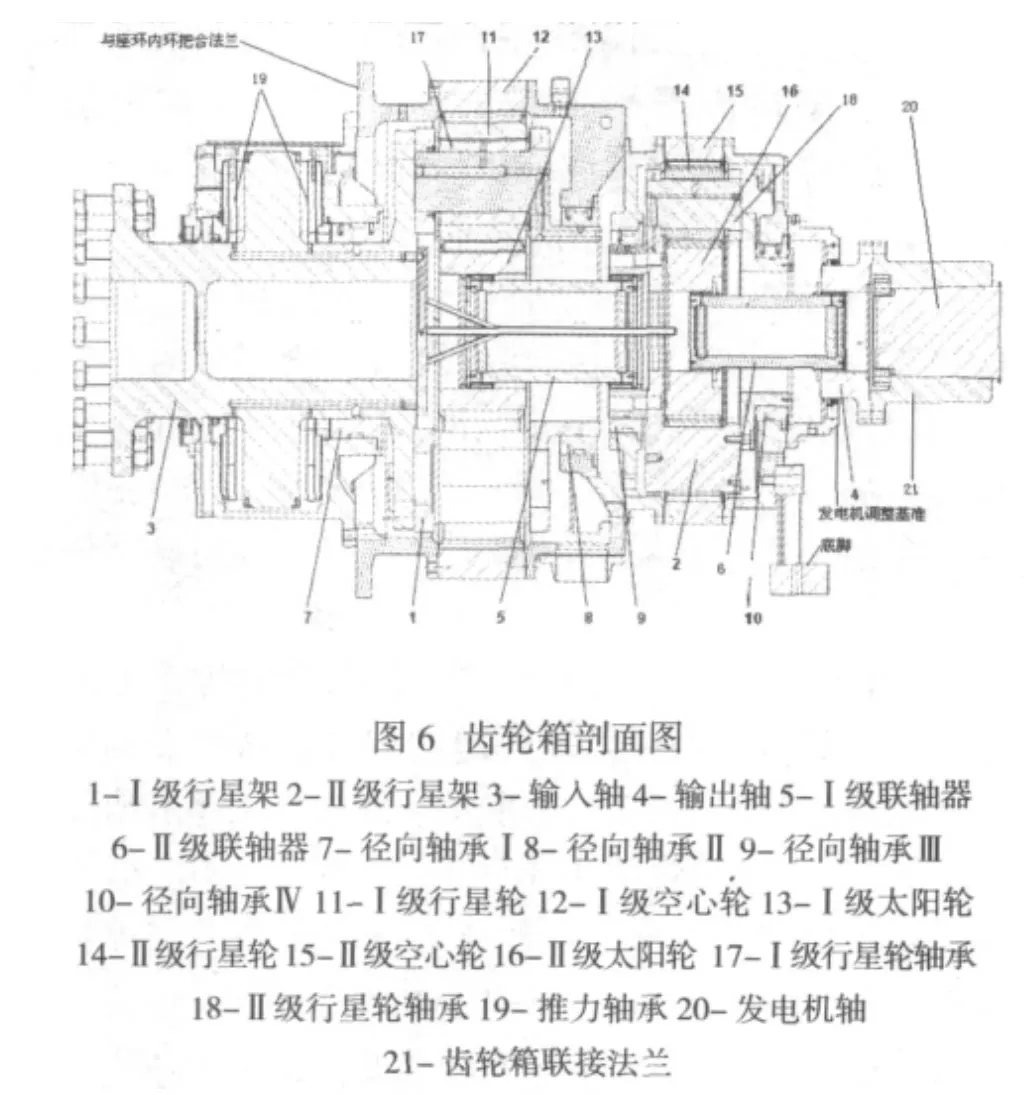
扭矩傳遞的方向:主軸→輸入軸→Ⅰ級行星架→Ⅰ級行星輪→Ⅰ級太陽輪→Ⅰ級聯軸器→Ⅱ級行星架→Ⅱ級行星輪→Ⅱ級太陽輪→Ⅱ級連軸器→輸出法蘭→齒輪箱聯接法蘭→發電機軸。
齒輪箱油箱的安裝,齒輪箱油箱安裝在齒輪箱下方的鋼襯里。油箱為整體到貨,油箱設有油泵、電機、過濾器各5臺(各有1臺為備用),1個冷卻器,3個加熱器以及溫度和壓力測量反饋設備。
齒輪箱的安裝是機組安裝的關鍵,RENK要求齒輪箱的安裝調整需在流道充水的情況下進行,以保證齒輪箱在最接近機組運行工況下進行調整。但是由于安裝轉輪葉片需要進行盤車,可在轉輪體安裝完成后,初裝齒輪箱,將齒輪箱作為一個支點進行轉輪盤車安裝葉片。因此齒輪箱在現場的調整分為初調和精調,精調在流道充水后進行。
齒輪箱及油箱安裝調整順序:油箱吊裝→齒輪箱吊裝→齒輪箱聯軸→齒輪箱初調→齒輪箱與座環內環把合→齒輪箱加固→齒輪箱與油箱聯接→流道充水→齒輪箱復測→齒輪箱精調。
齒輪箱的安裝調整詳細步驟:
(1)復測并調整主軸水平、中心、軸向位置:水平,在主軸軸頸處利用合像水平儀測量主軸水平并進行調整,不大于0.02mm/m;中心,用內徑千分尺測量主軸外表面到座環內環下游法蘭內鏜口X方向的距離,偏差不大于0.04mm;軸向位置,測量主軸下游側法蘭至導葉內環下游法蘭面的距離,偏差不大于1.0mm。
(2)以主軸法蘭基準,調整齒輪箱輸入端法蘭與主軸法蘭的徑向及軸向偏差,要求二者間的中心偏差不大于0.02mm,其軸向間隙偏差不大于0.03mm。
(3)聯接齒輪箱水輪機側法蘭與主軸法蘭,用扭矩扳手按要求對稱、分兩次扭緊18顆M72銷釘螺栓。
(4)齒輪箱聯軸后,復測主軸中心、主軸及主軸軸向位置,其值應分別滿足(1)條的要求。
(5)主軸中心、軸向位置滿足要求后將主軸所有限位工具松開,使主軸處于自由狀態,由于齒輪箱和轉輪重量的影響,主軸會產生一定的撓度,現場根據我公司研究試驗中心提供的無浮力作用時軸系的靜撓度及撓曲線斜率數據,用合像水平儀監測主軸水平,主軸水平應滿足如下要求:合像水平儀放置在主軸水導瓦軸頸處,合像水平儀中心到轉輪中心線的距離為2205mm,測得的主軸水平應為0.12mm/m~0.14mm/m(上游側高、下游側低)。主軸水平的調整可通過在Y方向整體升降齒輪箱的方式進行(此時應將齒輪箱聯軸法蘭處的油擋松開使齒輪箱輸入軸不憋勁);如有必要也可在水導軸瓦與扇形板間加減墊片來調整主軸水平。
(6)主軸水平調整的同時,需同步監測并調整齒輪箱輸入端外殼上4個測量面與齒輪箱推力軸承鏡板的距離,偏差應小于0.08mm(其中±X方位偏差不應大于0.02mm),在校核該距離時需考慮推力軸承座的加工偏差,該偏差值已刻在4個測量面上;同時,齒輪箱輸出端殼體上的φ(760±0.1)mm發電機校準基準法蘭面的垂直度不應大于0.15mm/m。可利用座環內環上游法蘭面上的M64×2旋套來調整齒輪箱的四個測量孔尺寸,可通過升降齒輪箱上游側底腳的方式來調整φ(760±0.1)mm發電機校準基準法蘭面的垂直度,需要指出的是這兩個監測和調整項目與主軸水平是相互關聯的,在調整時需綜合考慮。
(7)齒輪箱主軸調整合格后,用塞尺測量齒輪箱與座環內環兩把合法蘭的間隙,并根據此間隙配制相應厚度的墊片(由于M64×2旋套螺紋的間隙以及墊片的壓縮量,因此所加墊片厚度應略大于所測得的間隙),并在齒輪箱與座環內環兩法蘭間加塞墊片。對稱把緊M42雙頭螺柱,在把緊過程中,應監測主軸水平、齒輪箱四個測量孔的尺寸以及φ760±0.1mm發電機校準基準法蘭面的垂直度,并根據監測數據調整雙頭螺柱的把合順序。
(8)安裝座環內環和齒輪箱兩法蘭間的偏心銷套,齒輪箱法蘭的偏心銷套就位后可暫不點焊固定,只點焊固定座環內環法蘭的銷套,以便流道充水后齒輪箱的復測、調整,安裝并打緊M42銷釘螺栓。
(9)水輪機其他部分的安裝,使流道具備充水條件,按要求進行流道充水。
(10)流道充水后,在浮力的作用下軸系的撓度會發生變化,根據研究試驗中心提供的有浮力作用時軸系的靜撓度及撓曲線斜率數據,復測并調整主軸水平、中心、軸向位置、齒輪箱4個測量面到鏡板的距離以及φ(760±0.1)mm發電機校準基準法蘭面的垂直度。
(11)以上各項數據合格后,調整齒輪箱底角位置,將底角與齒輪箱把合成一體,并對底角進行有效加固。
在齒輪箱的安裝調整過程中需要注意:①齒輪箱自身在X方向沒有定位基準,只能以聯軸后主軸X方向的位置來確定齒輪箱在X方向的位置。因此,齒輪箱聯軸的前提是主軸的中心、方位、高程、水平已調整合格。②在加塞齒輪箱和座環內環法蘭間墊片時,-Y方向可適當多加0.1mm,并盡量使四個測量孔的測得的尺寸接近或下大上小,這是因為齒輪箱殼體本身撓度較大,與座環內環把合后,座環內環會受重力向上游傾斜,因此需要利用齒輪箱輸出端底腳將齒輪箱輸出端頂起,當往上頂底腳時,會使四個測量孔的值有上大下小之勢。
4 結語
小龍門水輪發電機組是目前為止國內最大的豎井貫流轉槳式水輪發電機組,也是我公司進行豎井貫流式機組研究的里程碑,雖然歷經波折,但總算取得了一些成果,以上安裝簡介是我們在現場實際安裝過程的總結和體會,希望對日后豎井貫流式機組的設計、制造及安裝有一定的借鑒作用。
TK733+.8
B
1672-5387(2011)02-0051-05
2011-01-06
陳傳坤(1982-),男,助理工程師,從事水輪機安裝技術服務工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
制造業自動化(2017年2期)2017-03-20 14:26:13
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21