固結磨料拋光去除均勻性的仿真與實驗研究
2011-05-30 09:45:52左敦穩孫玉利朱永偉
中國機械工程 2011年7期
康 靜 左敦穩 孫玉利 朱永偉
南京航空航天大學,南京,210016
0 引言
芯片集成度越來越高,硅片直徑不斷增大,特征尺寸不斷減小以及金屬布線新結構和新材料的不斷出現,對化學機械拋光平坦化的效率、成本、均勻性、可靠性、工藝控制能力將會提出更高的要求,促使人們去改進傳統化學機械拋光平坦化技術,并探索適應下一代IC制造的新平坦化技術。固結磨料化學機械拋光由此應運而生。與游離磨料拋光過程中磨料的分布不均勻以及磨粒運動軌跡的不可控相比,固結磨料拋光墊的運用,使得拋光過程在理論上更為可控。同時,固結磨料拋光墊具有加工成本低、加工效率高、工藝可控性強以及綠色環保等一系列優點,因此開展有關固結磨料拋光的相關研究具有明顯的經濟效益、環境效益以及社會效益[1-4]。
要獲得硅片表面的全局平坦化,硅片表面必須有均勻一致的材料去除率。由Preston方程可知,在拋光過程中,工件與拋光墊接觸區域內的材料去除取決于接觸區域的速度場及壓強分布。當拋光墊轉速和硅片轉速相同時,經過推導可以得出硅片上各點的相對線速度相等,此時硅片的去除率主要取決于各處的應力分布。因此,解決拋光區域應力分布的問題成為化學機械拋光中平坦化技術的關鍵。對此,文獻[5-10]用有限元分析法給出了接觸區域的等效應力分布,指出硅片表面的等效應力分布情況反映了硅片表面的材料去除情況:等效應力越大,材料去除越多,等效應力在整個硅片表面的分布越均勻,硅片拋光后的表面平整度越高,拋光質量越好,精度越高。因此分析拋光過程中工件表面的等效應力分布,對分析材料去除的均勻性有著重要意義。
前人所建立的各種應力模型都是靜態的,沒有考慮摩擦力對結果的影響;同時施加的載荷為均布載荷,這與拋光系統的加載方式不相符合。因此本文建立一個汽缸壓頭作用下的動態仿真模型,綜合考慮汽缸壓力和摩擦力作用下工件表面的等效應力分布,并根據有限元的仿真結果提出相應的改善應力分布均勻性的措施。
1 應力場有限元模型的建立
1.1 拋光系統分析
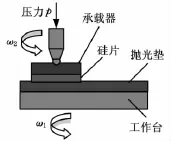
圖1 拋光系統示意圖
實驗中所使用的拋光系統示意圖如圖1所示,用光固化膠將硅片粘貼到承載器表面,將承載器以一定的偏心距壓到固結磨料拋光墊上。拋光時,拋光墊隨主軸以一定的速度旋轉,硅片在摩擦力的帶動下也以一定的速度自轉。硅片與拋光墊相對運動,在機械化學綜合作用下實現對硅片的加工。
實驗中采用的拋光系統加載部分實物圖如圖2所示,拋光時,圖2中的球形壓頭直接作用于承載器中心的球形凹槽上,由于承載器表面受到的是壓頭的集中作用力,這必然使得工件表面應力分布不均勻,因此建立拋光過程的應力場模型,分析集中力作用下,工件表面的應力分布情況顯得尤為重要。
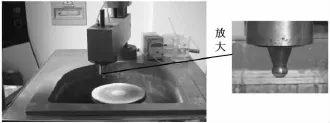
圖2 拋光機加載實物圖
等效應力主要來源于兩個方面:一是所加的正壓力,二是拋光墊與硅片間的相對運動引起的摩擦力。而前人所建立的模型都是靜態的,沒有考慮拋光墊與硅片間的相對運動引起的摩擦力對結果的影響。因此本文建立一個三維的動態仿真模型,綜合考慮這兩個方面的因素對等效應力的影響,得出動態下硅片表面的等效應力分布。
1.2 模型的建立
在建立有限元模型前,為了簡化計算,做以下假設:①拋光墊粘貼在鑄鐵盤表面,鑄鐵盤剛性較好,因此假設拋光墊底面是剛性的;②用硅片在拋光墊表面的轉動模擬硅片與拋光墊間的相對運動;③粘貼硅片的光固化膠是很薄的一層,仿真中忽略該層對應力分布的影響。
建立的三維模型如圖3所示,網格劃分結果如圖4所示。模型中的相關參數如表1所示。
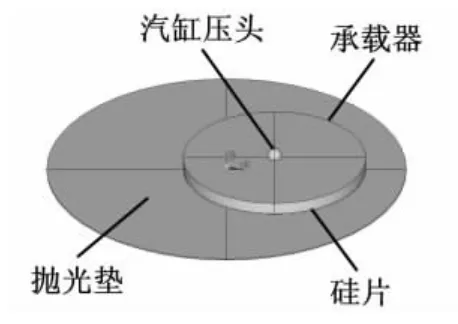
圖3 模型圖
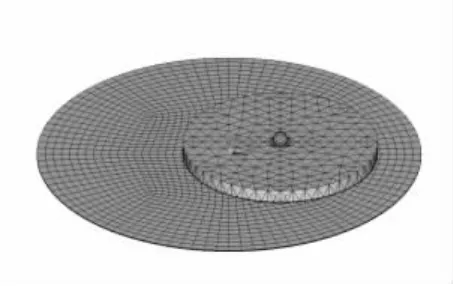
圖4 網格圖

表1 模型中的相關參數
模擬兩物體的相對運動,需要在接觸區域定義接觸對,一個邊界作為目標面,另一個作為接觸面。在拋光墊表面和硅片下表面分別定義一層接觸單元:TARGE170目標單元和CONTA174接觸單元。
為了實現硅片在拋光墊表面的轉動,在模型中加入Mpc184單元。該單元由兩個節點組成,在硅片的旋轉中心建立一個節點,將該節點與硅片底面各節點相連形成Mpc184單元。因為是偏心轉動,因此硅片上各點的線速度是不相等的,各點線速度為該點距中心的距離乘以角速度。
球頭頂部加載集中力,力的大小為汽缸壓力與汽缸截面積的乘積;拋光墊底面節點施加x、y、z向約束;Mpc184上的節點施加x、y向、繞x軸旋轉、繞y軸旋轉約束,使它只有繞z軸旋轉及移動的自由度。
2 結果分析與討論
在氣缸壓力為0.05 MPa,硅片直徑為152.4 mm(6in)時,硅片表面等效應力分布的仿真結果如圖5所示,沿徑向的等效應力分布如圖6所示。
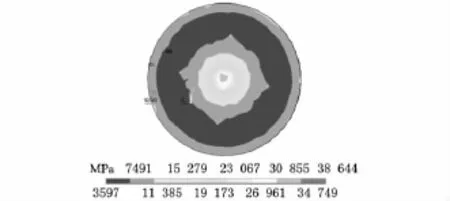
圖5 硅片表面等效應力分布云圖
從圖6中可以看出:硅片徑向等效應力從中心到邊緣逐漸減小,邊緣處又呈上升趨勢。中間應力大,邊緣應力小,這是受集中力的影響;邊緣處應力又變大,這與拋光中總是出現的“邊緣效應”是一致的。分析時,用中心處應力最大值與邊緣處應力最小值的比值作為評價指標,將該指標記為NU(non-unifor mity),公式表達為NU =σmax/σmin。用該參數來分析各因素對應力沿徑向分布不均勻性的影響程度,NU越接近于1,表明應力分布越均勻。
圖7所示為NU隨硅片直徑變化曲線,從圖中可以看出:隨著硅片尺寸的增大,硅片沿徑向應力分布的不均勻性變得更為明顯,因此在拋光大硅片時,改善單個壓頭加載下等效應力分布不均的現象顯得尤為重要。
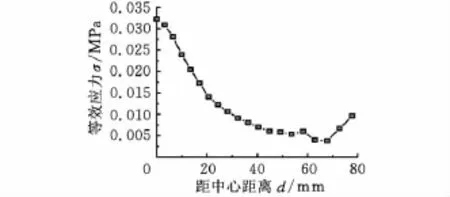
圖6 硅片沿徑向的等效應力分布
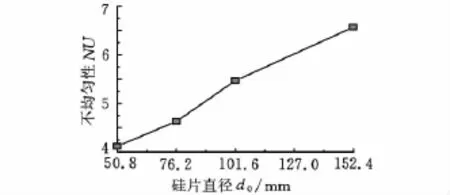
圖7 NU隨硅片直徑變化曲線
為了觀察壓力大小對材料去除率的影響,仿真時,保持其他參數不變,壓力分別取0.050 MPa、0.075 MPa、0.100 MPa及0.125 MPa。圖8所示為NU隨壓力變化曲線,從圖中可以看出壓力對NU的影響并不明顯。
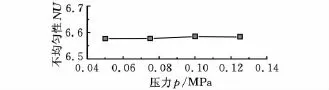
圖8 NU隨壓強變化曲線
在研究承載器厚度對NU的影響時,其他條件保持不變,分別模擬當承載器厚度為5 mm、10 mm、20 mm、30 mm時的等效應力分布。圖9所示為NU隨承載器厚度變化曲線,從圖中可以看出:隨著承載器厚度的增加,NU明顯減小,因此為了提高材料去除的均勻性,可以適當增加承載器厚度,也就是石英玻璃的厚度。
圖10、圖11所示分別為NU隨承載器和拋光墊彈性模量的變化曲線,從圖中可以看出:等效應力沿徑向分布的不均勻性隨著承載器彈性模量的增大而減小,隨著拋光墊彈性模量的增大而增大。即使用較硬的承載器或較軟的拋光墊可以獲得較為均勻的徑向應力分布,從而提高材料去除的均勻性。
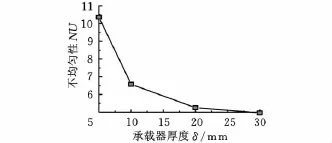
圖9 NU隨承載器厚度變化曲線
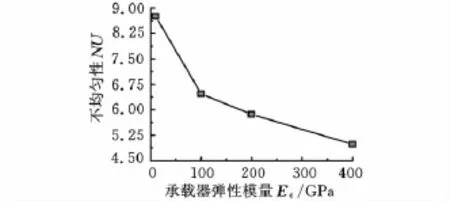
圖10 NU隨承載器彈性模量變化曲線
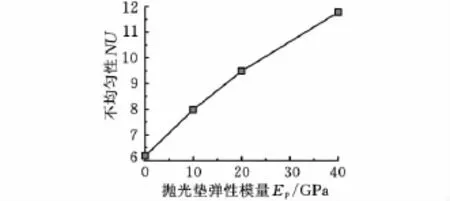
圖11 NU隨拋光墊彈性模量變化曲線
3 加載方式的改進措施
3.1 改進方案
由于受集中力作用,硅片沿徑向應力分布不均勻,無法得到均勻一致的材料去除率,從而影響加工后工件的平面度,因此有必要采取相應措施改善應力分布的均勻性。本文提出了兩項改善應力分布的措施:
(1)加厚承載器。從上述仿真可以看出:承載器厚度增大,應力分布趨于均勻,因此可以通過加厚承載器來改善應力分布的均勻性。
(2)重新設計加載裝置。重新設計一個加載裝置,使得應力分布相對均勻。所設計的加載裝置如圖12、圖13所示。圖12為設計的加載裝置的三維圖,圖13為加工出的實物圖。該拋光加載裝置由1個支撐盤、5個均布的加載盤、硅橡膠墊、螺母和墊片組成。其中支撐盤上帶有5個小圓孔,中心有一個球冠形凹槽。小圓孔是為了減輕自身重量,球形凹槽用于汽缸的加載。5個加載盤通過尾端螺紋固定在支撐盤上,其位置關于支撐盤中心呈中心對稱分布,每個加載盤上膠結一個等面積的硅橡膠墊。
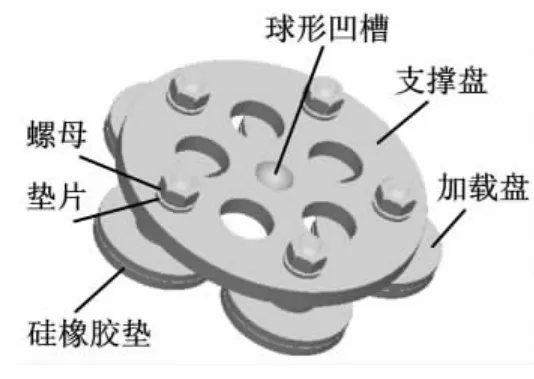
圖12 加載裝置Pro/E三維造型

圖13 加載裝置實物圖
工作時,將加載裝置放置在承載器表面,汽缸壓頭壓到支撐盤中心的球形凹槽中,力通過5個加載盤均勻加載到承載器表面,從而達到均勻加壓的目的。
下面先通過仿真對加載裝置的尺寸進行優化,加載裝置中關鍵尺寸為加載盤距中心的距離d以及加載盤的半徑r。圖14所示為5個加載盤的尺寸示意圖。
首先,加載盤距中心距離d、加載盤半徑r和承載器的半徑R存在一定的制約關系:
(1)為了使得加載盤之間不相互干涉,加載盤距中心的距離d與加載盤的半徑r存在一定的關系,即L≥2θd,其中sinθ=r/d,L=2πd/5,化簡得r≤d sinπ/5。
(2)加載盤最外圓應當在承載器內部,有d+r≤R。

圖14 加載盤尺寸示意圖
接著,以汽缸壓力0.05 MPa,工件直徑152.4 mm(6in)為例,在 ANSYS中建立模型,分析加載盤半徑r、加載盤距中心距離d的最佳取值。在ANSYS中建立使用加載裝置后的模型圖,分析各參數變化對工件表面的等效應力的影響。圖15所示為模型圖,圖16所示為網格劃分結果,加載裝置形狀很不規則,采用自由網格劃分,拋光墊用映射網格劃分。在ANSYS中所采用的分析方法和前面模型相同。
首先分析當加載盤距中心距離d為定值時,加載盤半徑r對應力分布均勻性的影響。取d=30 mm,模擬當加載盤半徑r為5 mm、10 mm和17 mm時,工件表面的應力分布。仿真得到的不同情況下的工件沿半徑方向的應力分布如圖17所示。從圖17中可以看出,當加載盤距中心距離為定值時,隨著加載盤半徑的增大,應力分布趨于均勻,因此加載盤半徑應取較大值。綜合r和d的制約關系,r取d sinπ/5。
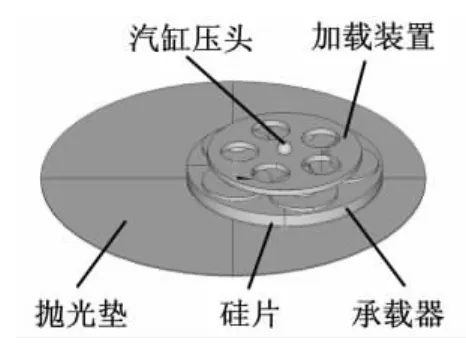
圖15 加載裝置模型圖
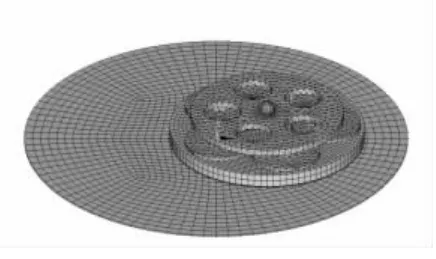
圖16 加載裝置網格圖
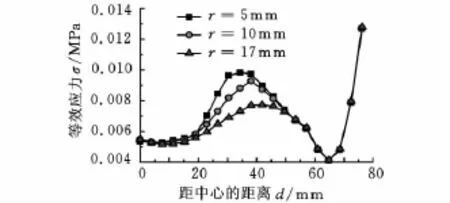
圖17 加載盤半徑對應力分布的影響
接著研究加載盤距中心距離d的最佳取值,分別將加載盤距中心距離d取20 mm、30 mm、40 mm和47 mm,加載盤半徑r相應取d sinπ/5,通過仿真研究加載盤距中心距離d的最佳取值。各種情況下,工件表面等效應力沿徑向的分布曲線如圖18所示。從圖18中可看出,隨著加載盤距中心距離的增大,應力分布的均勻性提高,因此d應當取最大值,考慮到加載盤最外圓應當在承載器內部這一制約條件,d取R/(1+sinπ/5)。
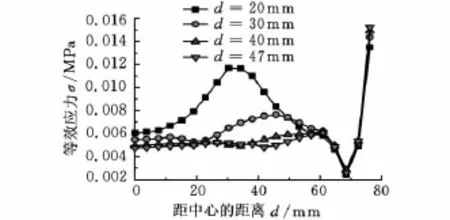
圖18 加載盤距中心距離對應力分布的影響
綜上分析,加載盤距中心距離d取R/(1+sinπ/5),加載盤半徑r取d sinπ/5時,最有利于應力分布的均勻性,考慮到制造及安裝誤差,取值時采用“去尾法”。依據上述兩個公式,可以根據需要拋光的硅片尺寸設計出相應尺寸的加載裝置。如對于直徑為101.6 mm(4in)的工件,加載裝置的相關尺寸為:加載盤距中心距離取31 mm,加載盤半徑取18 mm。
3.2 改進方案的效果評價
應力分布均勻,工件的材料去除率趨于一致,拋光后可以獲得更好的平面度,因此本文以平面度作為指標來分析應力分布是否均勻。拋光后用激光干涉儀檢測工件的平面度,使用的是OSI-150 TP型激光平面干涉儀,干涉儀上所顯示的干涉條紋范圍越大、越清晰表明平面度越好。
使用固結磨料拋光墊,在以下實驗條件進行兩組對比實驗:汽缸壓力p=0.075 MPa,主軸轉速ω=150r/min,偏心距e=70 mm,拋光時間t=10 min。第一組實驗為:分別使用10 mm和30 mm厚的承載器拋光;第二組實驗為:分別使用和不使用所設計的加載裝置拋光。拋光后,兩組實驗在激光干涉儀上檢測的干涉條紋如圖19、圖20所示。分別對比圖19和圖20中的兩個分圖,可以看出:拋光時使用較厚的承載器或使用所設計的加載裝置時,出現的干涉條紋范圍更大,也更為規則清晰。可見這兩項措施均提高了應力分布的均勻性,改善了工件的平面度。
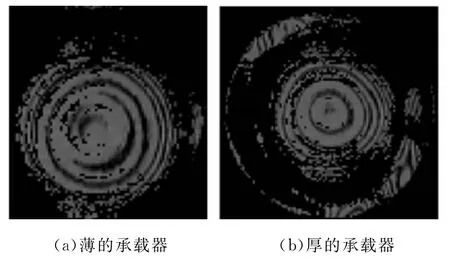
圖19 不同厚度承載器拋光后的干涉條紋
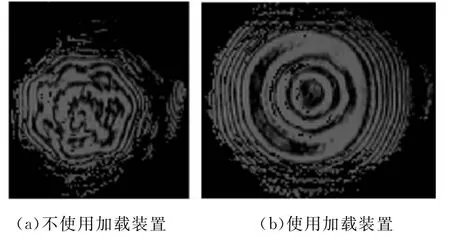
圖20 使用和不使用加載裝置拋光后的干涉條紋
4 結論
(1)由于受汽缸壓頭集中力的作用,硅片表面的等效應力中間大邊緣小,最邊緣又呈上升趨勢,且隨著硅片直徑的增大,這種分布的不均勻性變得更為明顯。
(2)汽缸壓強對材料去除的均勻性影響很小;采用較厚的石英玻璃作為承載器或承載器剛性較好時,可以獲得較為均勻的材料去除率;拋光墊較軟時,材料去除更為均勻。
(3)提出了兩項改善應力分布的措施:加厚承載器和重新設計加載裝置。并利用ANSYS對所設計的加載裝置的尺寸進行了優化,結果表明:加載盤距中心距離d取R/(1+sinπ/5),加載盤半徑r取d sinπ/5時,所設計的加載裝置最有利于應力的均勻分布。通過對比實驗,表明加厚承載器和使用重新設計的加載裝置均能夠改善應力分布的均勻性,從而提高工件的平面度。
[1] 翁壽松.銅互連及其相關工藝[J].微納電子技術,2004,41(3):14-18.
[2] 朱永偉,王軍,李軍,等.固結磨料拋光墊拋光硅片的探索研究[J].中國機械工程,2009,20(6):723-727.
[3] Zuo Dunwen,Sun Yuli,Zhao Yufei,et al.Basic Research on Polishing with Ice Bonded Nanoabrasive Pad[J].Jour nal of Vacuu m Science & Technology B.,2009,27(3):1514-1519.
[4] 蘇建修.IC制造中硅片化學機械拋光材料去除機理研究[D].大連:大連理工大學,2006.
[5] Wang D,Lee J,Holland K,et al.Von Mises Stress
in Chemical-mechanical Polishing Processes[J].The Electrochemical Society,1997,3:1121-1127.[6] Srinivasa-Murthya C,Wang D.Stress Distribution in Chemical Mechanical Polishing[J].Thin Solid Fil ms,2004,308/309:533-537.
[7] Lin Y Y,Chen Ding Yeng,Ma Chuang.Si mulations of a Stress and Contact Model in a Chemical Mechanical Polishing Process[J].Materials Processing Technology,2003,140:646-652.
[8] Guo Yue Bin.A Finite Element Model for Wafer Material Removal Rate and Non Unifor mity in Chemieal Meehanieal Polishing Process[J].Jour nal of Heze Teachers College,2001,23(4):5-12.
[9] 黃杏利.化學機械拋光保持環工藝參數及磨損模型的研究[D].西安:西北工業大學,2007.
[10] 呂玉山,王軍,張遼遠.護環對硅片拋光表面壓強分布和輪廓的影響[J].光學精密工程,2008,16(4):659-695.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
小學生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
中學物理·高中(2016年12期)2017-04-22 11:53:03
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30