溫控加熱系統(tǒng)在解決閥門冰堵上的運用
2011-06-04 10:16:58朱輝平王有利吳貴平杭州卷煙廠浙江杭州310008
自動化博覽 2011年5期
朱輝平,謝 峰,王有利,吳貴平,秦 華(杭州卷煙廠,浙江 杭州 310008)
1 引言
杭州卷煙廠制絲膨脹線自投產以來,在設備運行中,經常出現(xiàn)高、低壓罐回收二氧化碳氣體時間過長或者閥門開啟、關閉不到位的現(xiàn)象,造成冷端設備因故障報警導致停機,影響了設備正常運行,降低了設備的效率。
2 存在問題
在高、低壓罐回收閥門出現(xiàn)故障后,對其進行維修時發(fā)現(xiàn)管道內和閥門內腔中存有一定量的冰塊,由此判斷它是導致閥門開啟和閉合受阻的主要物質。如圖1管道內被清理出的冰塊、圖2閥門被冰塊卡住的情況。
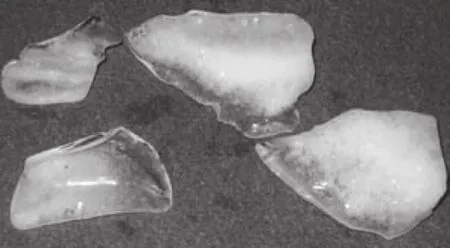
圖1 管道內被清理出的冰塊

圖2 閥門被冰塊卡住的情況
3 原因分析
根據(jù)高、低壓罐回收閥冰堵現(xiàn)象,對高、低壓罐回收管道溫度的變化、管道內冷凝水的產生、冷凝水結成冰塊的過程和回收閥門產生報警的各種原因進行分析。
3.1 高、低壓罐回收管道溫度的變化
二氧化碳氣體在高、低壓回收過程中,溫度較低的二氧化碳氣體在管道內高速流動,導致回收管道溫度下降,最后達到-15℃左右。
3.2 管道內冷凝水的產生
浸漬器在裝填和排出煙絲工序中須打開上下蓋,不可避免地使部分空氣進入回收管道內。煙絲在浸漬中也會有部分水份被析出,回收管道內水汽遇到溫度較低的管道壁形成冷凝水。
3.3 冷凝水結成冰塊的過程
在生產過程中,當高、低壓罐回收二氧化碳氣體時,二氧化碳氣體在20Bar左右的壓差下,氣體在高速流動中會帶走閥門架上的T10高壓罐回收閥(1008)、T8低壓罐回收閥(0804)以及連接管道上的熱量,管壁溫度隨即快速下降,冷凝水在持續(xù)低溫下結成冰塊并附著在管道、管壁和高、低壓罐回收閥體上。
3.4 回收閥門產生報警
隨著生產批次不斷增加,回收二氧化碳氣體次數(shù)同步增加,這樣形成的冰塊逐漸積聚增多,并附著在管道、管壁、高、低壓罐回收閥體上,這是引起高、低壓罐回收閥冰堵的主要原因。在回收閥門受冰堵后,會造成回收二氧化碳氣體的時間超長,超出程序設定的時間,閥門關閉不到位引起報警,造成停機。
4 故障狀態(tài)
在回收管道內,閥門球體因有積冰造成旋轉不靈活或卡死。造成閥門故障報警。故障報警處理方法:將閥門(1008或0804)拆下,清除閥門與管道內的冰塊;或是等上一段時間,管道和閥門內壁的溫度上升,使冰塊融化,如圖3所示。
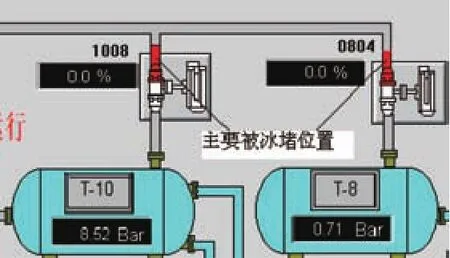
圖3 回收管道與閥門被冰堵位置示意圖
5 解決方法
根據(jù)分析,可以通過對回收閥門和管道進行加熱,提高回收閥門和管道溫度,消除回收閥門和管道內的冰塊,就可以消除故障。
5.1 方案一:蒸汽加熱
在閥門架上的T10高壓罐回收閥(1008)、T8低壓罐回收閥(0804)以及連接管道上繞上銅管,通入蒸汽,使得回收閥以及連接管道溫度升高。
5.2 方案二:電熱帶加熱
在閥門架上的T10高壓罐回收閥(1008)、T8低壓罐回收閥(0804)以及連接管道上安裝電熱帶,當溫度低于設定值時,啟動電熱帶工作,使得回收閥以及連接管道溫度升高。
5.3 方案比較
方案一:蒸汽加熱。此方案不但結構復雜,成本較高,而且溫度不易得到控制,蒸汽溫度與管道溫度相差太大,長時間會影響閥門球體密封和動作。
方案二:電熱帶加熱。此方案設計和實現(xiàn)簡單,安全可靠成本較低,而且溫度容易得到控制。通過比較,選擇了第二個方案進行實施。
5.4 方案實施
在閥門架上的T10高壓罐回收閥(1008)、T8低壓罐回收閥(0804)以及連接管道上安裝CWH2-J-30W型電熱帶,同時在管道合適位置安裝PT100溫度傳感器,在本地I/O箱內安裝PAXT溫度控制器和電氣制線路。安裝線路圖如圖4所示,實物圖如圖6所示,在中控室界面上如圖5所示。
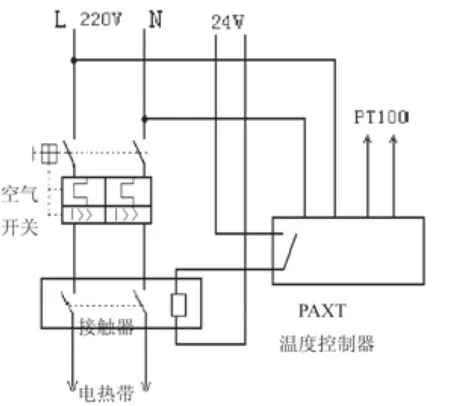
圖4 加熱帶電氣控制線路圖
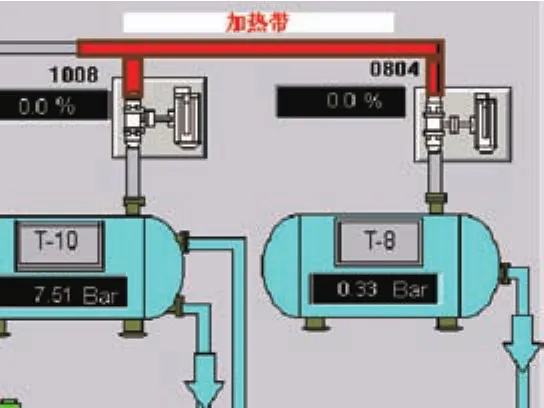
圖5 紅色表示電熱帶纏繞部位

圖6 電熱帶纏繞部位現(xiàn)場實圖
安裝完畢后,對PAXT溫度控制器進行參數(shù)設定。PT100把測到回收管道壁溫度信號反饋給溫度控制器,當管道壁溫度低于15度時,溫度控制器內部繼電器工作,觸點閉合,從而使接觸器線圈工作,接觸器常開觸點吸合,這時電熱帶得電工作。當管道壁溫度高于15度時,溫度控制器內部繼電器工作觸點斷開,接觸器線圈失電,電熱帶斷電。這樣控制加熱帶的工作溫度,使管道上、閥門處,在絕大部分時間里保持有冰點以上的溫度,水份以液態(tài)方式存在,不會造成管道被冰堵塞以及閥門被冰塊卡死,從而保證設備正常工作。
6 改進效果
對改進前后管道外壁溫度與時間的變化以及冰堵故障停機率的比較后,發(fā)現(xiàn)改進效果明顯。
6.1 改進前后管道外壁溫度與時間的變化
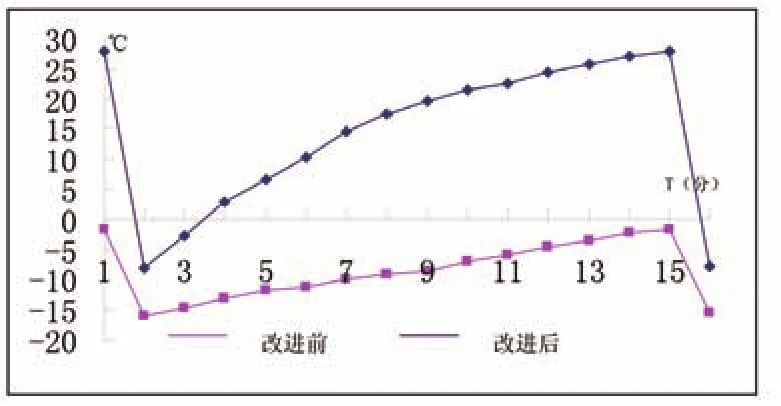
圖7 改進前后管道外壁溫度與時間的變化
如圖7所示,紅、藍色曲線分別為改進前和改進后溫度與時間的變化。
改進前在回收管外測得管壁溫度為-2℃左右,當浸漬器V23與高壓罐T10進行高壓平衡,到浸漬器V23與低壓罐T8低壓平衡結束大約為50秒左右時間,這時,回收管外壁與閥門連接處的溫度急劇下降到-17℃左右。當回收完成后回收管外壁溫度緩慢上升到-2℃左右,然后等待下一個循環(huán)。改進后回收管外壁與閥門連接溫度在28℃左右,同樣當浸漬器V23與高壓罐T10進行高壓平衡,到浸漬器V23與低壓罐T8低壓平衡結束大約為50秒左右時間,這時,回收管外壁與閥門連接處的溫度急劇下降到-9℃左右。當PT100測得回收管外壁溫度低于15℃時,已經對回收管外壁與閥門連接處進行加熱,使回收管外壁和閥門連接處溫度逐漸升高,在6分鐘左右使回收管外壁和閥門連接處溫達到15℃以上(當電熱帶斷電后,由于有一個緩沖的過程,電熱帶溫度還可以持續(xù)上升最高達到28℃左右),通過金屬熱傳遞,從而使回收管內外壁與閥門連接處內外壁溫度趨于一致。
6.2 改進前后故障停機率的變化
通過對回收管道增設電加熱系統(tǒng),使直管道和閥門的壁體溫度高于原來的溫度,進一步改善閥門內部球體的旋轉,(打開和關閉)動作的可靠性、正確性,解決了二氧化碳干冰膨脹線閥門架管道冰堵的問題。
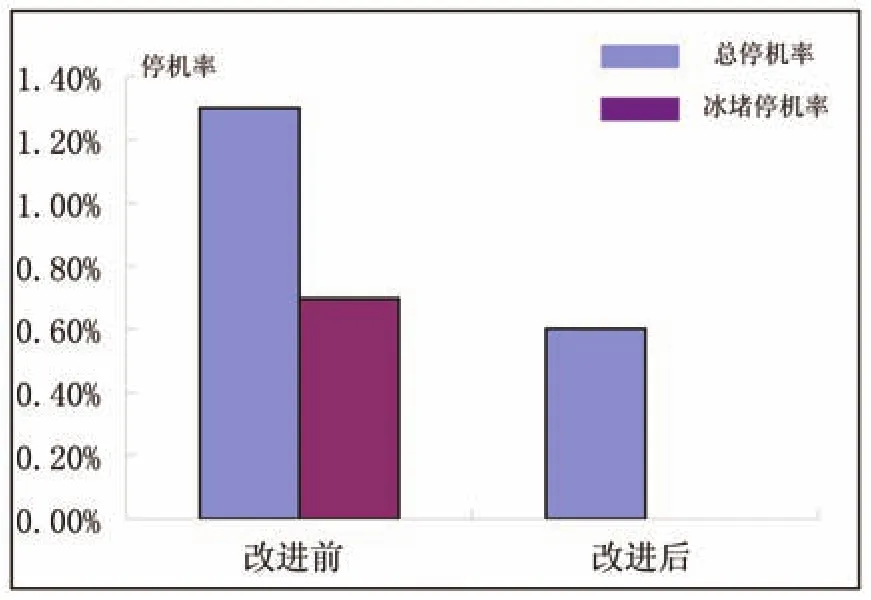
圖8 改進前與改進后一個季度故障停機率
如圖8所示,顯示了改進前后一個季度的停機率,總停機率由改進前的1.3%下降到0.6%,冰堵故障停機率由改進前的0.7%下降到0,冰堵故障徹底消除,提高了設備工作效率。
7 結論
通過對制絲膨脹線閥門架管道冰堵故障的解決,消除了設備因為冰塊而造成停機的情況,解決了實際問題,取得了較好效果。作為一名維修工,要在工作中不斷思考,積極進取,進一步地學習和探索,提高技術含金量。
[1] 郝世林, 王迎彬等. CO2回收冷卻系統(tǒng)的改進[J]. 煙草科技, 2007(3): 27-29.
[2] 周榮根, 周健佳等. 干冰法膨絲線CO2回收系統(tǒng)的改進[J]. 煙草科技,2004(12): 8-9.
[3] 資文華, 王慧等. 干冰膨脹煙絲加工過程參數(shù)優(yōu)化研究[J]. 煙草科技,2008(1): 8-11.
猜你喜歡
流程工業(yè)(2022年3期)2022-06-23 09:41:08
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
智富時代(2018年5期)2018-07-18 17:52:04
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39