GB/T 10610-2009在航空產(chǎn)品測(cè)量中的應(yīng)用
2011-06-05 08:09:02雷云蓮張世林王德輝
航空標(biāo)準(zhǔn)化與質(zhì)量 2011年6期
關(guān)鍵詞:測(cè)量
雷云蓮 張世林 王德輝
(哈爾濱東安發(fā)動(dòng)機(jī)(集團(tuán))有限公司,黑龍江 哈爾濱 150066)
航空產(chǎn)品大多是通過車、銑、刨、磨、噴涂等多種工藝方式制造出來的,由于工藝過程中固有的內(nèi)在作用,在被加工零件表面上總會(huì)留下刀痕或其它加工痕跡,具有各種形式的凹凸不平的微小峰谷和間距。表面粗糙度就是反映這種表面微小幾何形狀誤差的特性。在航空發(fā)動(dòng)機(jī)用的齒輪、軸承、襯套、軸類等各類產(chǎn)品中,表面粗糙度參數(shù)控制無處不在,工件表面粗糙度好壞直接影響著發(fā)動(dòng)機(jī)整體的配合穩(wěn)定性、耐磨性、抗腐蝕性、疲勞度、承載力、摩擦力等性能,因此,表面粗糙度參數(shù)測(cè)量方法的合理性、測(cè)量結(jié)果的準(zhǔn)確性直接影響著航空發(fā)動(dòng)機(jī)的整體性能。而規(guī)范表面粗糙度參數(shù)測(cè)量的關(guān)鍵是依據(jù)的測(cè)量標(biāo)準(zhǔn)。GB/T 10610–2009《產(chǎn)品幾何技術(shù)規(guī)范(GPS)表面結(jié)構(gòu) 輪廓法 評(píng)定表面結(jié)構(gòu)的規(guī)則和方法》規(guī)定了多種表面結(jié)構(gòu)參數(shù)的測(cè)得值和公差極限的比較規(guī)則,規(guī)定了應(yīng)用觸針式測(cè)量?jī)x器接觸測(cè)量工件表面粗糙度時(shí)選用的截止波長(zhǎng)的缺省規(guī)則,以利于表面粗糙度參數(shù)的測(cè)量與判定。
1 表面粗糙度參數(shù)
目前國(guó)標(biāo)規(guī)定評(píng)價(jià)表面粗糙度的參數(shù)有很多,而在工廠中應(yīng)用最多的是Ra、Rz等參數(shù)。
1.1 輪廓的算術(shù)平均偏差—Ra
在一個(gè)取樣長(zhǎng)度內(nèi)縱坐標(biāo)值Z(x)絕對(duì)值的算術(shù)平均值。
注:算術(shù)平均偏差Ra是按5個(gè)連接的取樣長(zhǎng)度組成的評(píng)定長(zhǎng)度來確定的。
1.2 輪廓的微觀十點(diǎn)不平高度—Rz
在一個(gè)取樣長(zhǎng)度內(nèi),最大輪廓峰高與最大輪廓谷深之和。
注:通常這個(gè)參數(shù)是按5個(gè)連接的取樣長(zhǎng)度的最大高度的平均值來測(cè)定的。
1.3 輪廓的最大高度—Ry
在一個(gè)取樣長(zhǎng)度內(nèi),最大輪廓峰高與最大輪廓谷深之和。
注:在GB/T 3505–1983中,Rz符號(hào)曾用于表示“不平度的十點(diǎn)高度”。新的Rz為原Ry的定義,原Ry的符號(hào)不再使用。在使用中的一些表面粗糙度測(cè)量?jī)x器大多測(cè)量的是本標(biāo)準(zhǔn)的舊版本規(guī)定的Rz參數(shù)。因此,當(dāng)使用現(xiàn)行的技術(shù)文件和圖樣時(shí)必須注意這一點(diǎn),因?yàn)橛貌煌愋偷膬x器按不同的定義計(jì)算所得到的結(jié)果,其差別并不都是非常微小而可忽略。
1.4 取樣長(zhǎng)度—lr
在x軸方向判別被評(píng)定輪廓不規(guī)則特征的長(zhǎng)度。(也就是用于判別具有表面特征的一段基準(zhǔn)線長(zhǎng)度),在數(shù)值上與λc輪廓濾波器的截止波長(zhǎng)相等。規(guī)定取樣長(zhǎng)度的目的是為了限制和減弱表面其他幾何形狀偏差,特別是表面波紋度對(duì)表面粗糙度測(cè)量結(jié)果的影響。因?yàn)椋绻x擇的取樣長(zhǎng)度過大,測(cè)量時(shí)受到波紋度的影響就大,因此測(cè)量得到的表面粗糙度參數(shù)值也隨之增大;如果選擇的取樣長(zhǎng)度過小,就會(huì)使測(cè)量結(jié)果不能充分反映出被測(cè)表面粗糙度情況。
1.5 評(píng)定長(zhǎng)度ln
用于評(píng)定被評(píng)定輪廓的X軸方向上的長(zhǎng)度,是指在測(cè)量時(shí),為了充分合理地反映工件表面的粗糙度特性,規(guī)定在評(píng)定時(shí)所必須的一段表面長(zhǎng)度。評(píng)定長(zhǎng)度一般包含一個(gè)或幾個(gè)取樣長(zhǎng)度。因?yàn)榧庸け砻娲嬖谥煌潭鹊牟痪鶆蛐裕瑸榱吮WC測(cè)量結(jié)果合理地反映出加工表面粗糙度的全面情況,測(cè)量時(shí)必須規(guī)定一段最小的表面長(zhǎng)度。
2 制約表面粗糙度測(cè)量結(jié)果準(zhǔn)確性的因素
2.1 取樣長(zhǎng)度、評(píng)定長(zhǎng)度選擇不一致
采用觸針式表面粗糙度測(cè)量?jī)x進(jìn)行表面粗糙度測(cè)量時(shí),Ra、Rz等參數(shù)大多可以在表面粗糙度測(cè)量?jī)x器專用測(cè)量軟件中自動(dòng)求出。而其算法都是符合國(guó)際標(biāo)準(zhǔn)要求的,因此,參數(shù)評(píng)定不存在分歧。但是在測(cè)量表面粗糙度參數(shù)時(shí),取樣長(zhǎng)度和評(píng)定長(zhǎng)度的選擇在軟件中沒有具體規(guī)定,需要人為的去選擇,這就有可能存在選擇不一致的情況,造成測(cè)量結(jié)果的不一致。
2.2 測(cè)量方向的選擇
我們?cè)跍y(cè)量過程中發(fā)現(xiàn),測(cè)量時(shí)順著加工紋理和與加工紋理垂直所得測(cè)量結(jié)果差異很大,如果測(cè)量時(shí)將加工缺陷也計(jì)算在內(nèi),測(cè)量結(jié)果相差更大,而對(duì)于研磨等工藝方式獲得的加工表面沒有固定的紋理,測(cè)量過程中測(cè)量部位的選擇及測(cè)量方式差異也很大。
2.3 合格的判定原則
為了保證測(cè)量結(jié)果的準(zhǔn)確性,一般要求測(cè)量次數(shù)越多,評(píng)定長(zhǎng)度越長(zhǎng),則被檢表面符合要求的可靠性就越高,測(cè)量參數(shù)平均值的不確定度就越小。但是,隨著測(cè)量次數(shù)的增加將導(dǎo)致測(cè)量時(shí)間和成本的增加,因此,要有一個(gè)能夠兼顧可靠性與測(cè)量成本的折衷的方案。
2.4 測(cè)量實(shí)驗(yàn)數(shù)據(jù)表
針對(duì)以上分析的影響測(cè)量結(jié)果準(zhǔn)確性的因素,我們以某齒輪的軸表面為例(該件圖紙要求Ra0.8)進(jìn)行測(cè)量實(shí)驗(yàn),所得數(shù)據(jù)見表1。
由表1數(shù)據(jù)可以看出,在取樣長(zhǎng)度、評(píng)定長(zhǎng)度不同,測(cè)量方向不固定,所得的測(cè)量結(jié)果必然不相同,這將會(huì)造成測(cè)量結(jié)果的不準(zhǔn)確,在故障分析或產(chǎn)品驗(yàn)收中造成測(cè)量不一致,以致無法對(duì)產(chǎn)品做出仲裁的判定,造成無法可依的混亂局面。因此,有必要對(duì)影響測(cè)量結(jié)果的因素進(jìn)行規(guī)范。
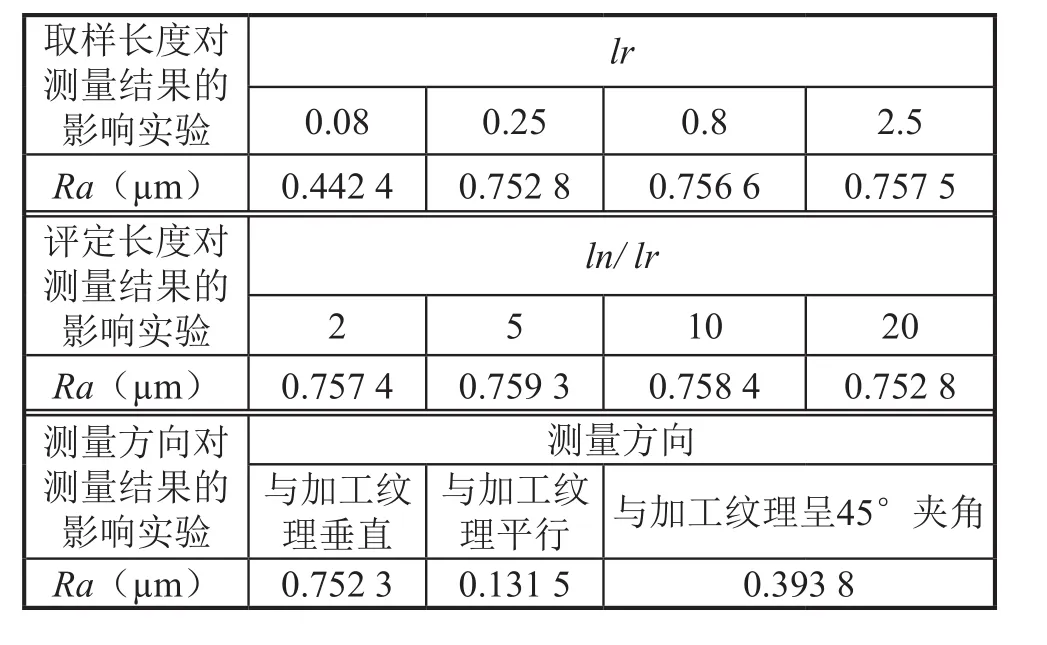
表1 制約測(cè)量結(jié)果因素表
3 標(biāo)準(zhǔn)主要解決的問題
在標(biāo)準(zhǔn)GB/T 10610–2009《產(chǎn)品幾何技術(shù)規(guī)范(GPS)表面結(jié)構(gòu) 輪廓法 評(píng)定表面結(jié)構(gòu)的規(guī)則和方法》中,對(duì)影響表面粗糙度測(cè)量結(jié)果的因素都做了統(tǒng)一的規(guī)定。
3.1 取樣長(zhǎng)度、評(píng)定長(zhǎng)度的選擇
因?yàn)槿娱L(zhǎng)度、評(píng)定長(zhǎng)度選擇不一致,會(huì)造成測(cè)量結(jié)果的不一致,在本標(biāo)準(zhǔn)中針對(duì)不同的表面粗糙度參數(shù)數(shù)值規(guī)定了對(duì)應(yīng)的取樣長(zhǎng)度和評(píng)定長(zhǎng)度。Ra參數(shù)值與取樣長(zhǎng)度lr與評(píng)定長(zhǎng)度ln的對(duì)應(yīng)關(guān)系見表2。
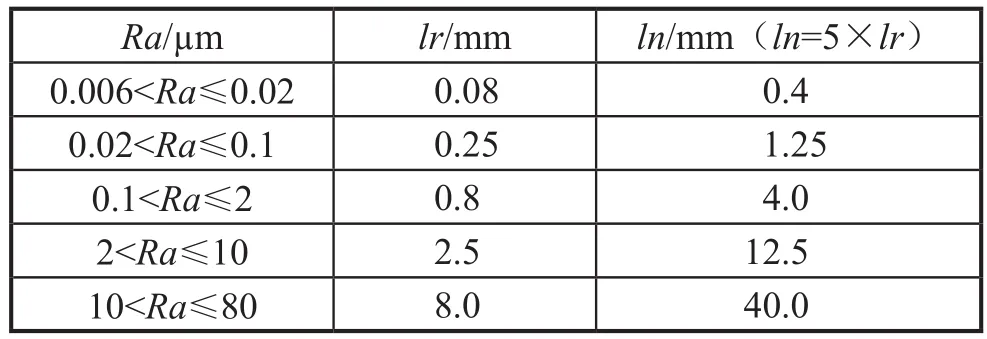
表2 Ra參數(shù)值與取樣長(zhǎng)度 lr 與評(píng)定長(zhǎng)度ln的對(duì)應(yīng)關(guān)系
3.2 測(cè)量方向
在本標(biāo)準(zhǔn)中規(guī)定:沒有指定測(cè)量方向時(shí),工件的安放應(yīng)使其測(cè)量截面方向與得到粗糙度參數(shù)最大值的測(cè)量方向相一致,該方向垂直于被測(cè)表面的加工紋理,對(duì)無方向的表面(如研磨等),測(cè)量截面的方向可以是任意的。在檢測(cè)時(shí),不應(yīng)把表面缺陷,如劃痕、氣孔等考慮進(jìn)去。
3.3 合格判定原則
3.3.1 16%規(guī)則
當(dāng)參數(shù)的規(guī)定值為上限值時(shí),如果所選參數(shù)在同一評(píng)定長(zhǎng)度上的全部實(shí)測(cè)值中,大于圖樣或技
術(shù)
產(chǎn)品文件中規(guī)定值的個(gè)數(shù)不超過實(shí)測(cè)值總數(shù)的16%,則該表面合格。
當(dāng)參數(shù)的規(guī)定值為下限值時(shí),如果所選參數(shù)在同一評(píng)定長(zhǎng)度上的全部實(shí)測(cè)值中,小于圖樣或技術(shù)文件中規(guī)定值的個(gè)數(shù)不超過實(shí)測(cè)值總數(shù)的16%,則該表面合格。
指明參數(shù)的上、下限值時(shí),所用參數(shù)符號(hào)沒有“max”標(biāo)記。
在所標(biāo)出參數(shù)符號(hào)后面沒有注明“max”(最大值)的要求時(shí),若出現(xiàn)下述情況,工件是合格的并停止測(cè)量。否則,工件應(yīng)判不合格。
3.3.2 最大規(guī)則
檢驗(yàn)時(shí),若參數(shù)的規(guī)定值為最大值,則在被檢表面的全部區(qū)域內(nèi)測(cè)得的參數(shù)值一個(gè)也不應(yīng)超過圖樣或技術(shù)產(chǎn)品文件中的規(guī)定值。若規(guī)定參數(shù)的最大值,應(yīng)在參數(shù)符號(hào)后面增加一個(gè)“max”標(biāo)記,例如:Rzmax。
在標(biāo)注的參數(shù)符號(hào)后面有尾標(biāo)“max”時(shí),一般在表面可能出現(xiàn)最大值處(為有明顯可見的深槽處)應(yīng)至少進(jìn)行3次測(cè)量;如果表面呈均勻痕跡,則可在均勻分布的3個(gè)部位測(cè)量。
4 標(biāo)準(zhǔn)應(yīng)用效果
標(biāo)準(zhǔn)出具了詳盡準(zhǔn)確的規(guī)定,在進(jìn)行表面粗糙度測(cè)量過程中全行業(yè)標(biāo)準(zhǔn)統(tǒng)一,不再發(fā)生因?yàn)閰?shù)選擇不一致而引起的紛爭(zhēng),同時(shí)檢測(cè)效率大大提高。以某研磨工件表面粗糙度測(cè)量為例,圖紙要求Ra0.2μm,在沒有統(tǒng)一標(biāo)準(zhǔn)時(shí),操作人員會(huì)在工件表面上測(cè)量不同位置、不同方向測(cè)量約10個(gè)數(shù)據(jù),最后取平均值作為測(cè)量結(jié)果,每件測(cè)量時(shí)間為20min,而采用GB/T 10610–2009標(biāo)準(zhǔn)之后,我們?cè)跍y(cè)量第一個(gè)數(shù)據(jù)時(shí)測(cè)量值為Ra0.12μm小于理論值的70%,依據(jù)標(biāo)準(zhǔn)即可以停止測(cè)量,判定該件為合格,測(cè)量時(shí)間縮短為3min。
對(duì)于測(cè)量過程中容易引起誤解的條款,標(biāo)準(zhǔn)都做了詳細(xì)的規(guī)定。在實(shí)際測(cè)量過程中,只需按照標(biāo)準(zhǔn)的規(guī)定進(jìn)行檢測(cè)即可,既保證了工件測(cè)量準(zhǔn)確性,又提高了工作效率,降低了測(cè)量成本,規(guī)范了測(cè)量行為,尤其是在航空發(fā)動(dòng)機(jī)產(chǎn)品故障分析、問題件仲裁過程中有法可依,為航空器的研制提供了快捷的技術(shù)支持。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00