影響導(dǎo)線壓接握著力的因素分析
2011-06-06 06:34:16馮愛(ài)軍金榕
電力建設(shè) 2011年11期
馮愛(ài)軍,金榕
(上海中天鋁線有限公司,上海市,201108)
0 引言
SDJ 226—87《架空送電線路導(dǎo)線及避雷線液壓施工工藝規(guī)程》[1]規(guī)定:導(dǎo)線或架空地線必須使用現(xiàn)行的電力金具配套接續(xù)管及耐張線夾進(jìn)行連接。架線施工前需對(duì)試件進(jìn)行拉力試驗(yàn)。試件不得少于3件(允許接續(xù)管與耐張線夾合為1組試件)。其試驗(yàn)握著強(qiáng)度不得小于導(dǎo)線或架空地線計(jì)算拉斷力的95%。液壓施工過(guò)程中出現(xiàn)握著力不合格,通常是受多方面因素的影響。單就導(dǎo)線壓接試驗(yàn)而言,影響因素通常包含導(dǎo)線、金具、壓接工藝和試驗(yàn)因素等4個(gè)方面。
1 導(dǎo)線因素
導(dǎo)線實(shí)際拉斷力要滿(mǎn)足GB/T 1179—2008《圓線同心絞架空導(dǎo)線》[2]的要求。試驗(yàn)過(guò)程中,導(dǎo)線的拉斷力按1根或多根絞線單線發(fā)生斷裂時(shí)的負(fù)荷來(lái)確定。如果單線的斷裂發(fā)生在距離端頭1 cm以?xún)?nèi),并且抗拉力小于規(guī)定的拉斷力要求時(shí),可以重新試驗(yàn),最多可試驗(yàn)3次。
對(duì)導(dǎo)線單獨(dú)做拉斷力試驗(yàn),可采取環(huán)氧樹(shù)脂或低熔合金制作端部裝置,試樣端頭制備期間,應(yīng)小心不損傷任何單線。環(huán)氧樹(shù)脂或低熔合金澆鑄靜置以便其充分凝固。導(dǎo)線取樣的試樣長(zhǎng)度應(yīng)為導(dǎo)線直徑的400倍,且不少于10 m,導(dǎo)線兩端使用螺栓緊固。試樣運(yùn)送過(guò)程中應(yīng)適當(dāng)加以保護(hù)以防損傷,成圈或成盤(pán)試樣的直徑應(yīng)至少是導(dǎo)線直徑的50倍。
GB/T 1179—2008《圓線同心絞架空導(dǎo)線》[2]中對(duì)于導(dǎo)線拉斷力的規(guī)定為單一絞線(鋁絞線、鋁合金絞線、鍍鋅鋼絞線和鋁包鋼絞線)的額定拉斷力應(yīng)為所有單線最小拉斷力的總和。鋼或鋁包鋼芯鋁(鋁合金)絞線的額定拉斷力,應(yīng)為鋁(鋁合金)部分的拉斷力與對(duì)應(yīng)鋁(鋁合金)部分在斷裂負(fù)荷下鋼或鋁包鋼部分伸長(zhǎng)時(shí)的拉力的總和。鋼或鋁包鋼部分的拉斷力的規(guī)定為:按250 mm標(biāo)距,1%伸長(zhǎng)時(shí)的應(yīng)力來(lái)確定是偏安全的。
根據(jù)上述規(guī)定,單線的最小拉斷力與鋼芯的1%伸長(zhǎng)應(yīng)力決定了導(dǎo)線的整體拉斷力。若導(dǎo)線整體拉斷力試驗(yàn)不合格,即實(shí)際拉斷力小于計(jì)算額定拉斷力的95%,則與金具壓接后的試件握著強(qiáng)度也不可能合格。
2 金具因素
2.1 選用原則
金具與導(dǎo)線不匹配,也會(huì)導(dǎo)致導(dǎo)線壓接握著力不合格。不匹配的情況主要包括:(1)鋁合金系列導(dǎo)線誤用鋁系列導(dǎo)線金具。(2)鋁包鋼芯系列導(dǎo)線使用鋼芯鋁絞線金具代替。
設(shè)計(jì)鋁包鋼芯系列導(dǎo)線的金具要充分考慮到該導(dǎo)線的特性。金具的長(zhǎng)度、內(nèi)外徑及材料伸長(zhǎng)率等都是直接影響握著力的,尤其是當(dāng)鋁鋼截面比K≥14.5的導(dǎo)線,其金具的可壓接長(zhǎng)度更要注意,應(yīng)滿(mǎn)足液壓規(guī)程的要求。
2.2 金具壓縮比的控制
壓接管壓縮比過(guò)小,握著力不夠,進(jìn)行握著力試驗(yàn)時(shí)易出現(xiàn)導(dǎo)線被拉出壓接管同時(shí)出現(xiàn)滑移的現(xiàn)象。壓接管壓縮比過(guò)大,則導(dǎo)線易受損,同樣不能滿(mǎn)足要求。GB/T 2314—2008《電力金具通用技術(shù)條件》[3]規(guī)定:耐張線夾、接續(xù)金具和接觸金具應(yīng)避免應(yīng)力集中現(xiàn)象,防止導(dǎo)線或地線發(fā)生過(guò)大的金屬冷變形;接觸導(dǎo)線、地線的各種線夾及接續(xù)金具,其出線口應(yīng)做成圓滑的喇叭口狀,這樣不僅可以使施工放線過(guò)導(dǎo)輪方便,還能避免嚴(yán)重壓傷導(dǎo)線。
2.3 不同金具的選用
耐張線夾、接續(xù)金具包含架空電力線路用壓縮型金具(耐張線夾、接續(xù)金具)、架空電力線路用預(yù)絞式接續(xù)金具和預(yù)絞式耐張線夾、架空電力線路用非壓縮型金具(螺栓型耐張線平、楔型耐張線夾)等多種。在 GB/T 2314—2008《電力金具通用技術(shù)條件》[3]中規(guī)定:壓縮型與預(yù)絞式金具對(duì)導(dǎo)線、地線的握力不小于導(dǎo)線、地線計(jì)算拉斷力的95%,非壓縮型耐張線夾則不小于90%。對(duì)于截面相對(duì)較大的導(dǎo)線或鋁包鋼芯系列導(dǎo)線,推薦使用壓縮型金具[4-6]。
2.4 鋁包鋼芯系列導(dǎo)線壓縮型金具的伸長(zhǎng)率
GB/T 4437.2—2003《鋁及鋁合金熱擠壓管 第2部分:有縫管》[7]指出:50 mm的標(biāo)距,管材的伸長(zhǎng)率為7% ~25%。GB/T 17937—2009《電工用鋁包鋼線》[8]中規(guī)定:鋁包鋼線應(yīng)符合斷裂后伸長(zhǎng)率不小于1%的要求。鋁包鋼線的伸長(zhǎng)率決定了鋁包鋼芯系列導(dǎo)線斷裂時(shí)伸長(zhǎng)率在2%左右。
壓縮型耐張金具和接續(xù)金具在壓接時(shí),鋼錨部位有一部分被切除鋁股的鋁管是不壓的,即鋁管承受一部分拉力。對(duì)應(yīng)鋁包鋼芯系列導(dǎo)線伸長(zhǎng)率為2%時(shí),鋁管的承受力值應(yīng)大于或等于鋁股部分所能承受的力值,這就要求鋁管在強(qiáng)度符合標(biāo)準(zhǔn)的情況下,盡量控制伸長(zhǎng)率,避免出現(xiàn)“各個(gè)擊破”的現(xiàn)象。
3 壓接工藝因素
壓接工藝因素包括以下方面[9-10]:
(1)對(duì)直線管及耐張管內(nèi)壁使用汽油等進(jìn)行清洗。
(2)使用鋼絲刷清理導(dǎo)線表面的氧化膜,使用汽油對(duì)金具壓接范圍內(nèi)的導(dǎo)線表面進(jìn)行清洗,清洗不干凈則同樣影響金具與導(dǎo)線的握著力。清洗長(zhǎng)度不少于管長(zhǎng)的1.5倍。
(3)切割鋁股時(shí),嚴(yán)禁切傷鋼線。
(4)預(yù)留空隙時(shí),距離要恰當(dāng),避免鋁股在管內(nèi)嚴(yán)重受堵、損傷。
(5)切割鋁股前,預(yù)先采取措施(如細(xì)鋼絲、鋁線、扎緊絲等)進(jìn)行控制,避免散股(俗稱(chēng)起“燈籠”),以免試驗(yàn)時(shí)這些散股鋁單線不能完全發(fā)揮作用。
(6)在穿管時(shí),應(yīng)順著導(dǎo)線絞合的方向旋轉(zhuǎn),若采用左右旋轉(zhuǎn)的不當(dāng)方式,則易產(chǎn)生散股。
(7)壓接時(shí),操作人員應(yīng)站于壓接機(jī)側(cè)面平視壓模,在壓接機(jī)兩邊,均應(yīng)有人將導(dǎo)線托至與壓模平行,以保證管子不被壓彎和導(dǎo)線不散股。壓接的位置應(yīng)預(yù)先確定并做記號(hào),以確保壓接部位準(zhǔn)確無(wú)誤,特別要注意鋼錨部位第1模應(yīng)壓在凹槽處,不能偏移。
(8)液壓泵的實(shí)際壓力不低于80 MPa。
(9)液壓管壓后的對(duì)邊距

式中:D為管外徑,mm;S為對(duì)邊距,mm。如測(cè)量超過(guò)該最大允許值時(shí)應(yīng)更換鋼模重壓,液壓后管子不應(yīng)有肉眼可見(jiàn)的裂紋、扭曲和彎曲現(xiàn)象。
(10)壓接后金具與金具之間的導(dǎo)線長(zhǎng)應(yīng)不小于導(dǎo)線外徑的100倍。
(11)壓好后除測(cè)量對(duì)邊距外,還需逐個(gè)檢查外觀有無(wú)裂紋及其他缺陷。
金屬在塑性變形過(guò)程中,具有一定的彈性,如果壓到合模就松開(kāi),不能充分保證壓縮比。因此必須以液壓機(jī)壓力達(dá)到規(guī)定值為壓接完成的標(biāo)志。在壓接過(guò)程中,壓力對(duì)軸心的傳遞也需要時(shí)間,即壓力升到規(guī)定值時(shí),應(yīng)保持3~5 s,壓接管應(yīng)壓出飛邊,使之符合對(duì)邊距值,從而使壓縮比滿(mǎn)足要求。
4 試驗(yàn)因素
研究表明,拉力試驗(yàn)的方法對(duì)最終的結(jié)果也有影響。實(shí)際試驗(yàn)過(guò)程中,有直接將壓接后的導(dǎo)線一次性拉斷的;也有中途多次停頓測(cè)量變形量后再拉的情況發(fā)生。結(jié)合GB/T 2317.1—2000《電力金具試驗(yàn)方法第1部分:機(jī)械試驗(yàn)》[11]中的規(guī)定,建議按以下步驟進(jìn)行試驗(yàn):
(1)使用經(jīng)過(guò)計(jì)量、精度值至少為±1%的拉力試驗(yàn)機(jī)進(jìn)行試驗(yàn)。應(yīng)根據(jù)導(dǎo)線的計(jì)算拉斷力選擇相應(yīng)的量程,建議試驗(yàn)負(fù)荷不超過(guò)最大載荷范圍的80%,但也不應(yīng)小于20%。
(2)做握著力試驗(yàn)時(shí),施加載荷達(dá)到計(jì)算拉斷力的20%時(shí),在金具的出口端導(dǎo)線上作記號(hào),以測(cè)量導(dǎo)線相對(duì)于金具的滑移量。
(3)在不少于30 s的時(shí)間內(nèi),將張力逐步增加到導(dǎo)線計(jì)算拉斷力的50%,并保持120 s。
(4)在不少于30 s的時(shí)間內(nèi),將張力逐步增加到規(guī)定的握力值。
5 導(dǎo)線壓接握著力不合格的典型現(xiàn)象分析
5.1 壓接后起“燈籠”
壓接后導(dǎo)線起明顯“燈籠”,如圖1,從而導(dǎo)致在握著力試驗(yàn)時(shí),散股單線受力小或無(wú)法完全發(fā)揮作用,導(dǎo)線壓接握著力試驗(yàn)不合格。
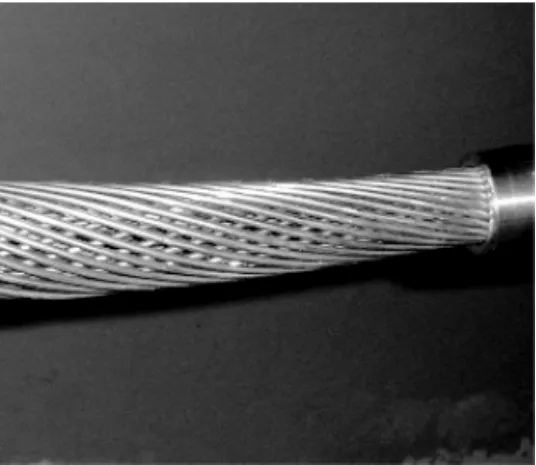
圖1 壓接引起導(dǎo)線起“燈籠”Fig.1 Conductor bulking induced by crimping
產(chǎn)生“燈籠”的原因:切割鋁股時(shí)未做好防松股措施;穿耐張管或直線管時(shí),未按鋼芯或?qū)Ь€的絞制方向旋轉(zhuǎn)推入,而是采取左右旋轉(zhuǎn)的方式;鋁管的內(nèi)徑與導(dǎo)線外徑過(guò)于接近,在穿管時(shí)導(dǎo)線就出現(xiàn)了明顯的“燈籠”;切割鋁股時(shí)預(yù)留空隙距離不夠;在彎曲的狀態(tài)下壓接;鋁股比鋼芯彈性模量小,壓接時(shí)鋁股延伸遠(yuǎn)大于鋼芯。
5.2 對(duì)邊距無(wú)法一次性達(dá)到標(biāo)準(zhǔn)要求
根據(jù)標(biāo)準(zhǔn)要求,對(duì)邊距應(yīng)滿(mǎn)足式(1)的要求,否則鋁管與導(dǎo)線壓接后無(wú)法產(chǎn)生最佳的摩擦力效果,如圖2所示。

圖2 對(duì)邊距無(wú)法一次性達(dá)到標(biāo)準(zhǔn)要求Fig.2 Edge distance unable to meet the standard requirements one-off
壓接前應(yīng)挑選良好的配套壓接模。加工鋼模時(shí),鋼模對(duì)邊距應(yīng)略小于S,建議控制在負(fù)偏差0.1 mm以?xún)?nèi),不允許有正偏差。除壓模原因,液壓機(jī)油壓達(dá)不到額定值,壓力表讀數(shù)不準(zhǔn)確(或不回零)以及未到規(guī)定壓力就回油,也會(huì)使對(duì)邊距無(wú)法達(dá)到標(biāo)準(zhǔn)要求,造成握著力不合格,這些因素均應(yīng)考慮。
5.3 “各個(gè)擊破”現(xiàn)象
“各個(gè)擊破”的現(xiàn)象[12]是指壓接后鋼芯首先斷裂,且斷裂部位在鋼錨端口附近鋁管內(nèi),再拉則鋁管產(chǎn)生明顯延伸,外徑縮小,直至斷裂,如圖3所示。這種情況主要是因鋁管的伸長(zhǎng)率過(guò)大或握著力不夠造成的。
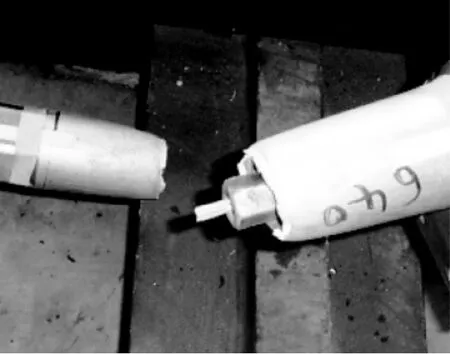
圖3 “各個(gè)擊破”現(xiàn)象Fig.3 Phenomenon of each break
針對(duì)圖3的異常斷裂現(xiàn)象,可以通過(guò)力學(xué)分解進(jìn)行分析:導(dǎo)線自身的拉斷力來(lái)自2個(gè)方面:加強(qiáng)芯(鋼芯或鋁包鋼芯)+鋁(合金)股,其力值分別用A和B來(lái)表示。使用金具壓接后,這部分的握著力也來(lái)自2個(gè)方面:鋼錨壓接住加強(qiáng)芯+鋁管(此處鋁股已切除),其力值分別用C和D來(lái)表示。根據(jù)標(biāo)準(zhǔn),壓接后的導(dǎo)線拉斷力與導(dǎo)線自身的拉斷力均不得小于計(jì)算拉斷力的95%,即兩者的數(shù)值要求是一樣的,使用公式可以表示為:A+B=C+D。
因?yàn)殇撳^壓接住加強(qiáng)芯,在不打滑的情況下,鋼錨對(duì)加強(qiáng)芯的握著力與加強(qiáng)芯自身的拉斷力假設(shè)是相等的,即A=C,圖3中加強(qiáng)芯在鋼錨前發(fā)生斷裂,即C+D<A+B,因假設(shè)條件為A=C,因此有D<B,即鋁管所貢獻(xiàn)的力值小于鋁(合金)股所承受的力值,說(shuō)明鋁管的握著力沒(méi)有滿(mǎn)足要求。
6 結(jié)語(yǔ)
(1)導(dǎo)線壓接握著力的影響因素包括導(dǎo)線因素、金具因素、壓接工藝因素和試驗(yàn)因素。所以在導(dǎo)線合格的前提下,選用適當(dāng)金具,進(jìn)行合理的壓接工藝,依據(jù)標(biāo)準(zhǔn)試驗(yàn)操作,可保證導(dǎo)線握著力試驗(yàn)合格。
(2)進(jìn)行導(dǎo)線握著力試驗(yàn)時(shí),導(dǎo)線整體在非壓接部分全部斷裂或鋁股與鋼芯斷在壓接管管口第1壓模與第2壓模的重疊處附近比較正常。若斷在其余位置且握著力不合格,則需尋找原因,并重新做試驗(yàn)。
(3)對(duì)于鋼芯鋁絞線,壓接后進(jìn)行試驗(yàn),正常的斷裂現(xiàn)象應(yīng)該是:鋁股首先斷裂,其次才是鍍鋅鋼線斷裂,因?yàn)殄冧\鋼線的伸率比普通鋁線的伸率要大得多。如果出現(xiàn)相反現(xiàn)象,則說(shuō)明有異常原因,可分析金具與導(dǎo)線是否匹配或在切割時(shí)是否切傷了鋼線。
[1]SDJ 226—87架空送電線路導(dǎo)線及避雷線液壓施工工藝規(guī)程[S].北京:水利電力出版社,1987.
[2]GB/T 1179—2008圓線同心絞架空導(dǎo)線[S].北京:中國(guó)標(biāo)準(zhǔn)出版社,2008.
[3]GB/T 2314—2008電力金具通用技術(shù)條件[S].北京:中國(guó)標(biāo)準(zhǔn)出版社,2008.
[4]DL/T 683—1999電力金具產(chǎn)品型號(hào)命名方法[S].北京:中國(guó)電力出版社,1999.
[5]DL/T 757—2001耐張線夾[S].北京:中國(guó)電力出版社,2001.
[6]DL/T 758—2001接續(xù)金具[S].北京:中國(guó)電力出版社,2001.
[7]GB/T 4437.2—2003鋁及鋁合金熱擠壓管 第2部分:有縫管[S].北京:中國(guó)標(biāo)準(zhǔn)出版社,2003.
[8]GB/T 17937—2009電工用鋁包鋼線[S].北京:中國(guó)標(biāo)準(zhǔn)出版社,2009.
[9]高學(xué)廉.架空送電線路導(dǎo)線及避雷線液壓工藝規(guī)程編制中發(fā)現(xiàn)的幾個(gè)問(wèn)題[J].電力建設(shè),1990,11(1):13-18.
[10]高建華,施天明.影響導(dǎo)線接頭液壓握著力的因素分析[J].電力建設(shè),1993,14(9):39-44.
[11]GB/T 2317.1—2008電力金具試驗(yàn)方法 第1部分:機(jī)械試驗(yàn)[S].北京:中國(guó)標(biāo)準(zhǔn)出版社,2008.
[12]熊伍泉,李棠.架空線壓接管產(chǎn)生握著力機(jī)理的探討[J].廣東輸電與變電技術(shù),2004(4):9-11.
