輸電塔大直徑鋼管與內外圈螺孔法蘭焊接變形控制技術
2011-06-06 06:34:18戴剛平王淑紅包鎮回張國勛
電力建設 2011年11期
戴剛平,王淑紅,包鎮回,張國勛
(1.浙江省送變電工程公司,杭州市,310016;2.浙江火電建設公司,杭州市,310016)
0 引言
螺頭水道大跨越段是舟山與大陸聯網輸電線路工程的主要部分,其中2基370 m高塔分別位于大貓山島和涼帽山島上。該區域設計風速高達42 m/s,設計檔距達到2756 km,高塔主材構件內力極大,此高塔全高370 m,總質量5999 t。塔身結構為四方形,塔腳水平根開61.62 m,塔身主管正側面坡比均為1/0.08。塔身及法蘭全部采用Q345B鋼,其0~212 m 高度主管直徑分別為 2.0、1.9、1.8 m,壁厚均為25 mm,單根鋼管最大質量9 t[1-3]。主管連接采用有筋法蘭焊接結構,為配合鍍鋅槽尺寸(寬度小于3 m),設計采用內外雙圈孔法蘭新型連接方式,法蘭最大直徑達2330 mm,法蘭厚度為40 mm,為保證焊縫全焊透,自制主管兩端頭必須開坡口,且圓度要求控制在10 mm以內[4-5]。為增加主管剛性,鋼管內部還需焊接環向及縱向加強筋,并與斷面為900 mm×900 mm的角鋼結構骨架相連,設計要求整個平面的變形控制在2.0 mm以內[6],因此控制其焊接變形的難度很大。本文對輸電塔大直徑鋼管與外圈螺孔法蘭焊接工藝進行了總結,以期為大直徑鋼管與法蘭焊接結構設計和應用提供技術依據。
1 焊接關鍵技術
1.1 預防變形的措施
(1)運用反變形原理[7],預先在法蘭的內、外表面車削去1~2 mm作為焊縫的預收縮量。
(2)下料尺寸力求精確,避免對口尺寸過大。
(3)從收縮力來考慮坡口的大小,鋼管外側坡口大小為內側坡口的2/3左右。如鋼管壁厚為25 mm時,內法蘭側的管子加工坡口角度為40°,長度為15 mm;外側管子的坡口角度為40°,長度為10 mm。這時,鋼管內、外側焊縫金屬的填充量大小不一,內側法蘭無法收縮,填充量大一些,外側法蘭完全處于自由變形,焊接填充量應小一些,這樣才能保證根部焊透焊接變形小。T型坡口加工及焊縫布置圖以壁厚25 mm的鋼管為例,如圖1所示。
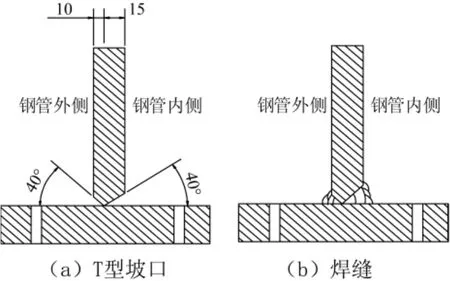
圖1 T型坡口加工及焊縫布置Fig.1 Sketch of T-type groove processing and welding line position
(4)制定焊接順序。焊接時先焊內側焊縫,應為60% ~70%的收縮變形產生于第1道焊縫,然后再焊外側焊縫,采用相同方向焊接,第1層焊縫采用小線能量,這樣變形就小得多。
1.2 加工順序
(1)過去采用筋板固定來防止法蘭變形,此工藝沿用了20年,變形小了但焊縫成型差,殘余應力大且焊縫接頭多焊縫不連續,如圖2所示。

圖2 傳統焊接方法Fig.2 Traditional welding method
(2)新方法由于法蘭外圈焊接時無加筋板作為剛性固定,焊件處于自由狀態,焊后的殘余應力峰值較低,新的加工程序是先焊環縫待環縫焊接結束后再焊接筋板,如圖3所示。
1.3 焊接新工藝
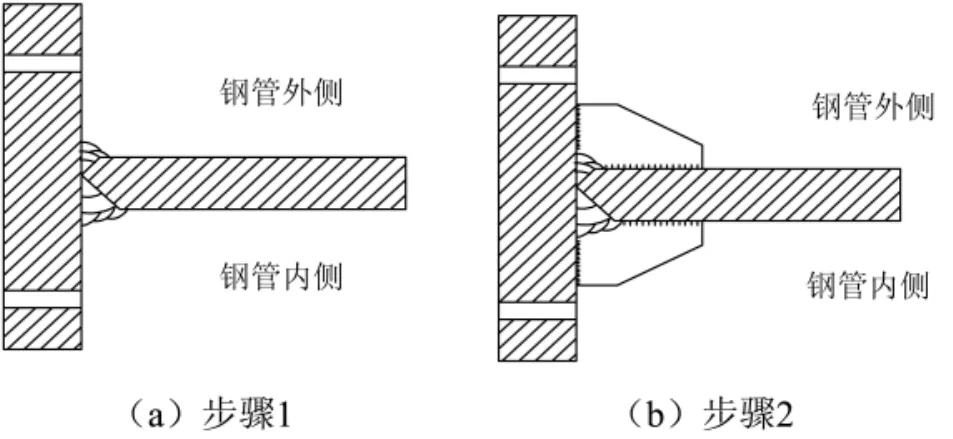
圖3 新焊接方法Fig.3 New welding method
對于大直徑構件,若采用傳統的手工電弧焊、CO2氣體保護半自動焊工藝,則有焊工勞動強度大、質量不穩定、工作效率低,同時焊后變形大等問題。
采用細絲混合氣體(Ar85%、CO215%)保護自動焊接新工藝,該工藝為低氫焊接工藝,能獲得較高的焊縫沖擊韌性,同時獲得穩定的質量并提高工效。由于采用φ1.2 mm的細絲以及快速焊接,焊接區的線能量大大減小,焊接變形得到了有效控制。焊接設備為ATMB-500,焊絲型號為ER50-6,最大焊接線能量為12.4 kJ/cm,焊接方法為自動混合氣體保護焊。焊接工藝參數如表1所示。

表1 細絲混合氣體保護自動焊接工藝參數Tab.1 Welding technique parameters of fine wire mixing gas shield
2 焊接操作要點
2.1 控制焊接變形的技術交底
技術交底包括:
(1)焊接要點(工藝流程、步驟、變形控制點等)。
(2)焊工需具備的變形控制特殊要求。
(3)相應的技術標準和質量要求。
(4)有關的機工具和測量設備。
(5)安全措施等。
2.2 焊前準備
(1)坡口的加工,焊件的清理、組對,定位焊等必須符合相應的《焊接工藝卡》的規定要求。
(2)應按設計要求進行加工,坡口尺寸不得隨意更改,如有變更必須同設計人員及技術人員聯系,并征得其同意。
(3)坡口應用刨床或坡口機進行加工,當某些工件不能用刨床和坡口機加工時,可用熱加工方式加工(氣割、等離子切割),加工時應留有加工余量,然后對坡口及周圍的氧化皮、油污、鐵銹等進行清理,應打磨直至待焊接區裸露出金屬光澤[1]。
2.3 定位焊
(1)定位焊時直接點固在法蘭與鋼管連接的坡口內。
(2)法蘭與鋼管定位焊采用手工混合氣體保護焊焊接方法,所采用的焊接材料、工藝參數應與正式焊接的材料、工藝參數相同。
(3)推薦的定位焊長度為30~50 mm,間隔為100~150 mm。定位焊接時,嚴禁在焊接坡口以外的母材上引弧,熄弧時應將弧坑填滿。
2.4 打底焊
(1)首先對法蘭管口內側整個T型焊縫環向進行半自動或全自動混合氣體保護打底焊。
(2)整個焊件打底完成后,立即進行背部清根并使坡口尺寸符合要求。
(3)嚴格按照工藝流程圖順序及焊接工藝進行焊接。
2.5 焊接作業的順序
(1)采用全自動細絲混合氣體保護焊焊接方法進行各個焊層、焊道的順序焊接。
(2)每層每道焊縫焊接完畢后,應用砂輪機或鋼絲刷等將焊渣、飛濺等雜物清理(尤其注意中間接頭和坡口邊緣)干凈后,方可焊接下1層或下1道。
2.6 雙面焊接
(1)單側焊接后應用碳弧氣刨或砂輪進行背面清根,將焊在清根側的定位焊縫金屬清除。
(2)如用碳弧氣刨清根,清根后應用角向磨光機修整刨槽。
(3)為加快焊接速度采用雙面焊接,雙面焊接時應更加嚴格控制焊接程序、焊接熱輸入。
2.7 手工混合氣體保護焊
(1)引弧時,先將焊槍噴嘴與工件保持正常的距離,且使焊絲端頭距工件表面2~4 mm,隨后按動開關,完成送氣、供電和送絲。
(2)焊接結束收弧時,釋放開關,同時保持焊槍到工件距離不變,待停氣后,再移開焊槍。
(3)坡口形狀、尺寸允許偏差和焊接電流、焊接電壓、焊接速度、焊接層次、焊接順序等與前相同。
2.8 全自動細絲混合氣體保護焊
(1)坡口形狀、尺寸允許偏差與手工焊條電弧焊、半自動焊時基本相同。
(2)焊接電流、焊接電壓、焊接速度等按壁厚、坡口角度預先由焊接操作工按工藝卡設定。
(3)焊接層次、焊接順序等按照相對應的工藝卡。
(4)引弧和滅弧在坡口內按設定自動進行。
2.9 加強筋板的焊接
(1)法蘭與鋼管焊接完畢多少都會出現變形,這些焊接必須可采用氧-乙炔火焰矯正法蘭部位的變形,直至變形值符合設計規定的尺寸。
(2)加強筋板的焊接應采用同一方向的對稱焊,防止鋼管T型接頭再次發生焊接變形。
(3)加強筋板焊接應注意筋板端部收弧的焊接質量。
2.10 其他
(1)采取主管制管鋼板下料預留焊接收縮量、提高下料精度以及法蘭焊接反變形等多種措施和手段,進一步控制了焊接變形同時保證了加工精度。
(2)在防止法蘭焊接變形上,不僅對外購法蘭板提高了技術要求,還自制了防法蘭變形剛性模具,并在操作中及時測量并調整焊接順序。最終法蘭變形得到很好的控制,經檢驗大法蘭在組裝中的連接面局部間隙最大未超過設計要求的2.0 mm[1]。
3 焊接工藝特點
3.1 焊接變形小
通過多次實踐,掌握了將要發生焊接區變形量的大小、方向和數據,通過預先設計反變形的尺寸、形狀,成功地在待焊大型法蘭的表面預制了1個焊接變形的剛性模型,并規定了下料要求、坡口尺寸、焊接順序等技術要點,在焊前進行預控,使焊接連續不中斷地一步成形。
3.2 焊接時不中斷,焊縫成形美觀,保證根部焊透
由于管子勻速轉動,焊縫一氣呵成,各種管徑的整個環形焊縫法蘭與管子焊接僅1個接頭而已,并且采用細絲混合氣體保護自動焊接新工藝,能保證根部焊透,表面成型美觀,整體焊縫連續無中斷,能確保焊縫表面Ⅱ級的成型要求。
3.3 明顯提高工效
由于采用預變形措施有效地防止了法蘭變形,節省了鋼模板制作及加熱矯正等費用。采用焊接新工藝連續焊接,使焊接速度加快,大大地提高了生產效率。
4 結語
鋼結構的承重能力和穩定性在于變形的控制,采用大直徑鋼管法蘭T型焊接結構制作新技術,可快速高效地保證質量,提高特高壓鋼管塔制造速度和產品的精度,這一技術產生了較好的經濟及社會效益。經過舟山跨海工程大貓山、涼帽山2基370 m高塔的施工實踐,證明了該控制焊接變形技術的可行性,有助于輸電線路高塔大直徑鋼管與內外圈螺栓法蘭焊接新型鋼結構的推廣應用。
[1]張弓,邱強華,葉建云,等.舟山與大陸聯網輸電線路工程螺頭水道大跨越架線施工方案[J].電力建設,2011,32(8):116-121.
[2]胡列翔,張浙杭,高志林,等.舟山與大陸聯網大跨越線路工程海上鐵塔基礎防撞系統設計[J].電力建設,2011,32(3):9-14.
[3]孫偉軍,段福平,彭立新,等.舟山與大陸聯網工程大跨越塔安全組立方案[J].電力建設,2011,32(4):113-116.
[4]陳國星,胡金力,吳樹輝,等.12Cr1MoV和TP304H異種鋼焊縫失效分析[J].電力建設,2011,32(2):84-87.
[5]李振山,嚴正,柳志明,等.P91/P92鋼管道焊接接頭的無損檢驗[J].電力建設,2010,31(8):94-99.
[6]DL/T 646—2006輸變電鋼管結構制造技術條件[S].北京:中國電力出版社,2006.
[7]JGJ 81—2002建筑鋼結構焊接技術規程[S].北京:中國建筑工業出版社,2002.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
