淺析高寒環境下水輪機蝸殼焊接質量控制
2011-06-12 09:22:08李永強張春海
水力發電 2011年11期
王 英,李永強,張春海
(1.中國水利水電第四工程局機電安裝分局,青海 循化 811100;2.中國水利水電第十工程局機電安裝分局,青海 循化 811100;3.黃河上游水電開發有限責任公司工程建設分公司,青海 西寧 810000)
積石峽水電站安裝3臺套單機容量為340 MW的混流式水輪發電機組,水輪機安裝高程1 777.2 m。蝸殼共分31個管節卷制,其中第26、27節在出廠前已與座環焊接成整體,進水管段(第28、29、30、31節)及其余各管節(第1節~第25節)需在工地裝配、焊接而成。蝸殼進水口的內徑為φ9 818 mm,管壁最大厚度為42 mm,最小厚度為20 mm;蝸殼進水口與機組壓力鋼管相連接。蝸殼布置見圖1。
積石峽水電站1號機蝸殼在北方最寒冷的冬季(最低氣溫-11.8℃)且在露天環境中焊接,焊接環境十分惡劣。
1 蝸殼焊接工藝評定試驗
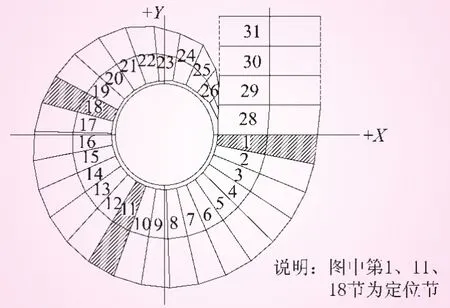
圖1 蝸殼管節布置示意
由于積石峽水電站1號機蝸殼焊接正值冬季的露天環境下焊接,且受風、雨、雪等氣象因素的影響,焊接現場環境溫度低、濕度大等諸多不利于保證蝸殼焊接質量的環境因素。在這種環境條件下,必須使蝸殼焊接的工藝及質量控制措施更加科學、嚴謹,且合理可行。正式焊接之前在工地進行了蝸殼焊接工藝評定試驗。
(1)材質及焊接材料。①與蝸殼焊接相關的座環材質為Q345C鋼板、蝸殼材質為B610CF鋼板、壓力鋼管材質為WDB620鋼板。②焊接材料為GB E6015-G。
(2)試板的選擇。①座環材質Q345C與蝸殼蝶形邊材料WDB620異種鋼材與焊接熔敷材料GB E6015-G的焊接工藝參數及力學性能檢驗。②對壓力鋼管制作材料WDB620與蝸殼材料B610CF同種鋼焊接及焊接材料GBE6015-G的焊接工藝參數及力學性能試驗。
(3)焊接工藝評定的環境條件。為了使焊接工藝評定試驗場所的環境條件與1號機蝸殼焊接的環境條件接近,提高試驗參數的可靠性、適應性,將焊接工藝評定試驗場所設在了積石峽水電站機電安裝臨建場地內。
(4)焊接工藝評定參與人員。根據蝸殼焊接質量和進度總體要求,擬參加積石峽水電站座環、蝸殼安裝施工的焊接人員均參加了焊接工藝評定試驗,一方面使焊工了解和掌握蝸殼與座環、蝸殼與壓力鋼管異種材質的焊接性、工藝性,包括母材性能、焊材牌號、焊接程序、坡口形式、焊接位置、焊縫類型等;另一方面,通過每個焊工焊接工藝評定試板的焊接質量,選定蝸殼正式焊接的焊接人員。
(5)試板的焊接位置。由于蝸殼環縫呈 “立面圓形”,蝸殼與座環蝶形邊焊縫呈 “水平直線形”。針對復雜的焊縫位置形式,焊接工藝評定試驗的試板分平焊、仰焊、立焊、橫焊4種位置分別進行。
2 蝸殼焊接工藝及質量控制措施
2.1 蝸殼其他管節環縫的焊接工藝及措施
焊接前按照廠家規定的預熱溫度進行焊前預熱。焊接方法為手工電弧焊,焊接設備為ZX-500直流焊機。焊條牌號:GBE6015-G(相當于ASME 9015-G)。
具體的焊接工藝規程如下:
(1)焊接材料的烘干、保溫及使用。焊條在使用前先在300~350℃烘干箱內烘焙1.5~2 h,并在100~150℃的焊條保溫箱內保存,隨用隨取。
(2)焊前溫度。蝸殼焊接前采用履帶式電加熱器對焊接坡口兩側約100 mm的范圍內預熱,利用紅外線測溫儀從加熱的背面進行預熱溫度的監測,預熱溫度控制在100℃左右。對于不便于履帶式電加熱器布置的預熱區域,采用氧-乙炔火焰預熱。
(3)焊接工藝參數見表1。焊條擺動寬度約3倍焊條直徑,控制在1~15 mm之間。焊層厚2.5~4 mm。根據每節蝸殼的焊縫長度,每個焊工焊縫長度按1.5 m考慮,焊接時每條縫上的焊工同時開始,對稱進行焊接。

表1 蝸殼焊接工藝參數
(4)減小焊接應力的措施。每焊完一層,及時用風鏟錘擊焊縫中間,以釋放焊接應力,并采用MT及時進行探傷。
(5)防護保溫措施。在施焊部位的上部搭設可移動式防護棚。在每條焊縫焊接期間采取不間斷加熱,即焊縫兩面交替加熱的方式,確保焊縫溫度在施焊期間保持在一定的溫度梯度內。
(6)蝸殼環縫的焊接順序。總的焊接順序為先焊管節間的環縫,湊合節縱縫、環縫,最后焊接蝸殼與過渡板焊縫;蝸殼環縫從蝸殼中心線處分為4部分,即上部環縫(上內、上外)和下部環縫(下內、下外)。其中,上部焊縫先焊接外部坡口(非過流面),下部環縫先焊接內部坡口(過流面)。焊至坡口的2/3厚度后在背部清根,蝸殼環縫兩端約400 mm范圍的焊縫最后焊接。環縫、湊合節縱縫及座環過渡板與蝸殼連接焊縫,根據其焊縫長度,采用多層多道、分段退焊法,對稱均衡施焊。焊完一側后,背縫清根,進行磁粉探傷(MT),合格之后完成另外一側的焊接。
(7)消氫處理。在蝸殼每條焊縫焊接后,其溫度不低于100℃前采用履帶式電加熱其對焊縫進行后熱,后熱溫度250℃,保溫4 h。
(8)蝸殼焊接預熱、后熱溫度曲線如見圖2。
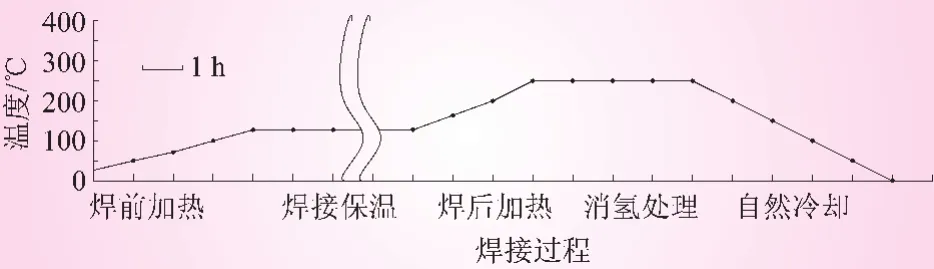
圖2 蝸殼焊接預熱、后熱溫度曲線示意
2.2 蝸殼湊合節(第5、12、19節)的焊接
蝸殼第5、12、19湊合節的焊接分縱縫焊接和環縫焊接,先進行縱縫的焊接,再進行環縫的焊接。3節湊合節的最后1條環縫焊接必須錯開進行,以避免兩條環縫同時焊接過程中應力過大產生焊縫開裂。湊合節的環縫、湊合節縱縫及座環過渡板與蝸殼連接焊縫,根據其焊縫長度,采用多層多道、分段退焊法,對稱均衡施焊。焊完一側后,背縫清根,進行磁粉探傷(MT),合格之后完成另外一側的焊接。
2.3 蝸殼縱縫的焊接
在蝸殼進水口段環縫未焊接之前,蝸殼其他環縫均焊接結束之后進行蝸殼與座環之間的縱縫焊接。蝸殼縱縫的焊縫由18~20名焊工對稱進行焊接,焊接時蝸殼上、下縱縫各由9~10名焊工進行施焊,采用多層多道分段退步焊,每段長200~400 mm。多層多道焊時,每焊一層將焊道的熔渣、飛濺物仔細清理干凈,檢查合格后進行下一層的焊接,層間接頭錯開40 mm以上。焊滿1/2~2/3坡口深度后在背面清根、打磨,焊完后再焊滿背面坡口。
3 焊縫的檢驗
3.1 蝸殼焊縫的檢驗
蝸殼各管節焊接、消氫處理結束后打磨焊縫表面,在焊后48 h進行UT、MT、RT等探傷檢查。
(1)采用RT探傷。各焊縫檢查長度:環縫為10%,焊縫質量應達到Ⅲ級;縱縫和蝶形邊焊縫為20%,焊縫質量應達到Ⅱ級的要求。蝸殼與座環過渡板的連接焊縫,湊合節縱縫和所有 “T”形焊縫做100%的RT探傷,經檢測,3臺機組蝸殼焊縫合格率都在99%以上。
(2)采用UT探傷。各焊縫檢查長度:環縫、縱縫和蝶形邊焊縫均為100%,環縫質量應達到Ⅱ級,縱縫和蝶形邊焊縫的質量應達到Ⅰ級的要求。蝸殼與座環過渡板的連接焊縫,湊合節縱縫和所有“T”形焊縫做100%UT探傷。經檢測,3臺機組蝸殼焊縫合格率都在99.5%以上。
(3)蝸殼施工過程中所有臨時搭板割除、補焊、打磨后進行MT探傷檢查。
3.2 焊縫缺陷的處理和補焊
經焊接檢驗,在焊縫內部和表面發現有裂紋等焊接缺陷時,應及時進行處理。焊縫內部缺陷應用碳弧氣刨或砂輪機將存在缺陷的焊縫及焊接區域的滲碳層清除,并用砂輪修磨成便于焊接的凹槽,焊前進行MT或PT探傷檢查。焊接時按照正式的焊接工藝規程進行預熱、焊接、消氫處理。返修后的焊縫,應用砂輪將焊補處磨平,用無損探傷復查。
4 蝸殼焊接質量控制措施
(1)蝸殼焊接過程中的監督檢查:①檢查焊工焊接電流、焊接速度等焊接工藝參數執行情況。②要求焊工嚴格按照焊接部位的施焊順序和施焊方向進行施焊。③檢查預熱溫度。在焊接過程中,應根據焊接部位的溫度變化,隨時測量檢查預熱溫度,并做好預熱記錄。④檢查焊條的使用情況。現場使用的焊條應裝入保溫筒,焊條在保溫筒內的時間不宜超過4 h,超過后,應重新烘干,且重復烘干次數不宜超過2次。⑤檢查焊道表面質量。在焊接過程中,應注意觀察焊道成形過程和檢查焊道表面質量,焊道寬度、焊道波紋及焊道在焊層的分布應處于理想狀態;焊道表面不應有裂紋、氣孔、夾渣等焊接缺陷。⑥在整個焊接過程中,嚴格管理焊接資料,使其真實全面地反映蝸殼焊接的質量狀態,便于各方掌握焊接過程的細節。
(2)蝸殼焊后的監督檢查:①焊縫外觀及尺寸。焊接工作結束后,要及時清理熔渣和飛濺,按質量控制計劃表中規定項目進行檢驗。②無損檢測。蝸殼焊縫的探傷應在焊后48 h后進行,焊縫中缺陷返修后應按原探傷條件進行復探,復探時應向返修兩端各延長至少50 mm作擴大探傷。
5 結論
積石峽水電站水輪機蝸殼在焊接前進行了焊接工藝評定,掌握了焊接各項指標參數;焊接過程中采用了合理的焊接方法、工藝,有效的消應措施,防護保溫措施,嚴格的質量保證措施和過程控制,確保了蝸殼焊接質量;焊接后,采用了有效的消氫處理工藝、消應措施,焊接后經檢測一次合格率達99%以上。從焊縫無損檢測結果看,焊接工藝、焊接質量良好。積石峽水電站蝸殼焊接工藝的成功實施,為今后類似B610CF高強鋼蝸殼在冬季低溫、環境惡劣的條件下焊接積累了經驗。
[1]俞尚知.焊接工藝人員手冊[K].上海:上海科學技術出版社.1991.
[2]DLT5070—1997 水輪機金屬蝸殼安裝焊接工藝導則[S].
[3]GB8564—2003 水輪發電機組安裝技術規范[S].
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
