水電水利工程壓力鋼管灌漿孔裂紋的防治方法研究
2011-06-27 09:37:00萬天明
四川水力發電 2011年6期
米 嘉, 萬天明
(中國水利水電第七工程局有限公司機電安裝分局,四川彭山 620860)
1 概述
水電站用鋼管的灌漿孔焊接裂紋在施工中是一種比較普遍的焊接缺陷。筆者結合實際,從其結構特點、材質情況、施工環境等原因導致的焊接裂紋及其處理方法予以介紹。
2 原因分析
首先,對于標準抗拉強度σb>600 MN/m2的高強鋼,不宜采用熔化焊堵頭。因為高強鋼的屈強比,即塑性比較低,焊接時通過塑性變形降低焊接應力的能力相對較差,從而易產生裂紋。另外,由于灌漿孔焊接屬于封閉焊縫,當熔化焊堵頭的材質選取不當、焊接材料選擇不正確、灌漿孔焊接時,水漬、油污、鐵銹等造成焊縫含氫量增加的因素沒有被清除,這些都是導致灌漿孔形成裂紋的原因。在焊接灌漿孔堵頭前,必須要把灌漿孔的鋼管外壁滲水止住(如通過灌漿的方式),否則很難焊接好,即便是焊接上了,焊縫內部必然有氣孔、裂紋等焊接缺陷出現。
3 焊接裂紋的預防措施
3.1 設計措施
對于標準抗拉強度σb>600 MN/m2的高強鋼,灌漿孔堵頭宜采用粘接法或纏膠帶法封堵;亦可不在高強鋼管壁上開灌漿孔,而采用“拔管法”造孔灌漿。堵頭材質可以按照等強原則選取。當標準抗拉強度σb≤600 MN/m2且屈強比0.75時,應采用熔化焊堵頭。堵頭材質應選擇比管壁母材塑性高、強度較低的材料,即按等韌性原則選取。灌漿孔堵頭的焊接坡口深度以7~8 mm為宜。深度之所以為7~8 mm,系考慮用直徑為3.2~4 mm的焊條焊2~3層,且不得單層焊。由于灌漿孔焊縫是封閉焊縫,不必焊透,若擅自加大坡口深度,焊接時收縮應力增大易產生裂紋,加之若采用塑性比較差的鋼做堵頭和采用高匹配的焊接接頭,將會導致灌漿孔出現裂紋的幾率增大。熔化焊堵頭的常用型式見圖1、2。
3.2 施工措施

圖1 熔化焊堵頭型式Ⅰ示意圖
灌漿孔螺堵采用粘接法或纏膠帶法封堵時,應將灌漿孔內及其螺堵上的水漬、油污、鐵銹、水泥漿等污物清除干凈,譬如水漬、油污等可用氧-乙炔火焰燒掉,或用丙酮等有機溶劑清除油污,而鐵銹、水泥漿等可用砂布、什錦銼等清除。為防止水泥漿沾敷在灌漿孔的絲扣上并防止灌漿時碰壞絲扣,灌漿時,可增設“空芯螺栓護套”。

圖2 熔化焊堵頭型式Ⅱ示意圖
灌漿孔采用熔化焊封堵時,焊條按照其相應要求應嚴格烘焙干燥,灌漿孔及其堵頭上的油污、油漆、水漬等雜物應清除干凈。焊接時焊接熱輸入宜控制在E=10~25 kJ/cm。焊前,宜對焊接坡口及其兩側采用火焰預熱,預熱溫度不大于150℃,焊后宜緊急后熱,后熱溫度應不大于250℃。測溫可采用非接觸的便攜式紅外線測溫槍并及時監控。
灌漿堵頭焊接完成后,應采用磁粉探傷(MT)或著色探傷(PT)對焊接灌漿堵頭焊縫進行無損檢測。
4 焊接裂紋的處理措施
一旦發現灌漿孔焊接裂紋,常規的方法是采用碳弧氣刨進行刨除。但是,采用這種方式效果不是很好。因為采用碳弧氣刨后,會對刨坑滲碳。灌漿孔的直徑都很小,通常為φ40~100,曲率較大,采用角向磨光機或直磨機砂輪不易清除滲碳層,甚至對刨坑無法打磨。若在沒有清除滲碳層的情況下即實施焊接,勢必導致焊縫的含碳量升高,從而埋下產生新的焊接裂紋的隱患。實踐證明,在發生有裂紋的灌漿孔上增設封堵蓋板的方式不失為一個較好的方法,見圖3。
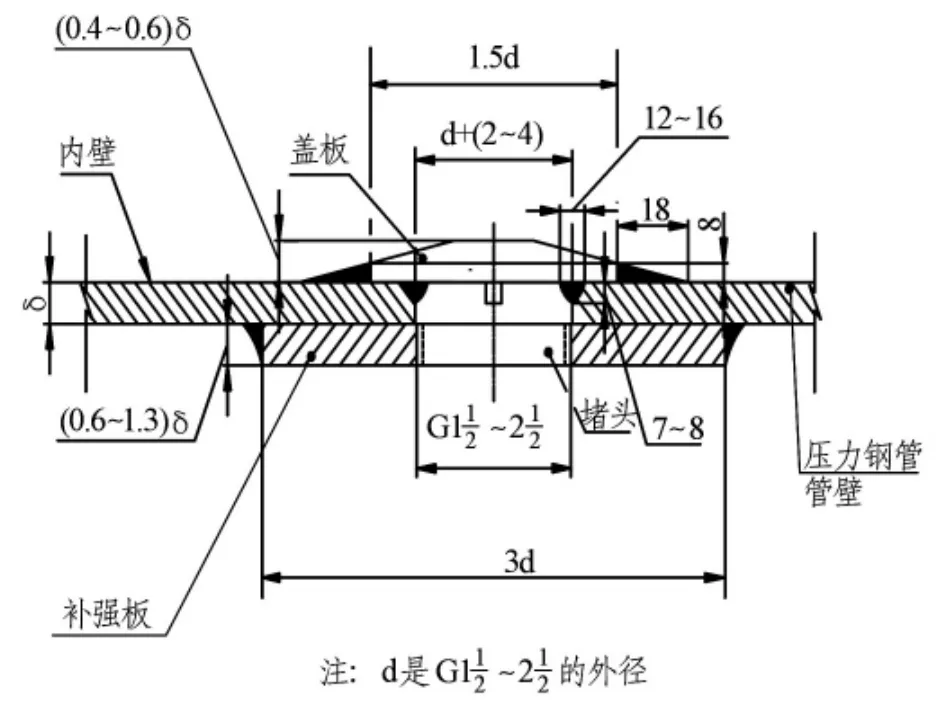
圖3 熔堵頭裂紋處理之增設蓋板型式示意圖
其施工方法為:將蓋板用車床按1∶25~1∶4的斜度車制。焊接前,將對有裂紋的灌漿孔焊接余高等高出部分用砂輪打磨至母材表面齊平,去除灌漿孔及其附近的油漆等影響焊接質量的雜物。焊接時采用火焰預熱,預熱溫度為80℃化焊~150℃,焊接蓋板貼角焊縫亦采用與蓋板等同的斜度焊接成形,焊后亦用火焰立即后熱,后熱溫度為100℃~200℃。溫度監測可采用便攜式紅外線測溫槍。焊接完成后,清除掉焊接飛濺、用砂輪打磨掉焊縫表面的焊瘤、過高的焊縫余高等,最后對處理的灌漿孔做補涂防腐處理。
由于水電站引水壓力鋼管管內水流速度通常為4~8 m/s,流速不是很大,采用圖3的施工處理型式對水頭損失的影響極小。筆者曾經在一些水電站采用這種處理方法,到目前為止,其運行情況良好,未發現管內漏水和蓋板被水沖掉的現象。
5 結語
總之,筆者通過對灌漿孔堵頭的材質選材、灌漿孔的封堵型式、焊接材料的選擇、設計與施工的預防以及施工處理灌漿孔裂紋的方法等的介紹,給今后類似的工程施工以啟示,進而保證鋼管的運行質量和安全度,具有一定的經濟效益和社會現實意義。
[1]水電站壓力鋼管設計規范,DL/T5141-2001[S].
[2]水電水利工程壓力鋼管制造安裝及驗收規范,DL5017-2007[S ]。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
設備管理與維修(2015年12期)2015-04-09 06:57:24
西安建筑科技大學學報(自然科學版)(2014年2期)2014-11-12 13:04:54