定位銷壓裝夾具的設計
2011-07-25 03:49:28褚萬順
液壓與氣動 2011年1期
褚萬順
(杭州依維柯汽車變速器有限公司,浙江 杭州 311217)
1 引言
傳統的變速器離變殼定位銷的裝配方式一般有兩種:(1)直接用榔頭敲擊定位銷,裝配到位。這種裝配方式,過于野蠻,容易破壞定位銷,已經被拋棄。(2)設計裝配工裝,用榔頭敲擊工裝,使定位銷裝配到位。這種裝配方式,避免了榔頭和定位銷的直接接觸,對定位銷有一定的保護作用,所以被廣泛采用。
但是,傳統的裝配方式存在以下缺點:
(1)裝配過程存在沖擊,裝配品質難保證。由于采用人工敲擊的裝配方式,裝配過程不可避免地產生沖擊;同時,每次敲擊的力度和方位不盡相同,使裝配過程不易控制,裝配品質難以保證。
(2)裝配效率低,勞動強度大。采用人工敲擊的方式裝配,不但效率低,而且裝配工人的勞動量大,很容易產生疲勞。
(3)噪聲污染。裝配時,榔頭和裝配工裝以及離合器殼體相互碰撞,產生尖銳的噪音。長時間在這樣的環境中工作,有可能對身體健康產生不利影響。
隨著顧客對變速器質量的要求越來越高,隨著企業自身層次的提高,隨著操作者對工作條件要求的提高,傳統的裝配方式已不能滿足顧客、企業和勞動者三方面的要求。因此,在定位銷的裝配過程中,為了提高生產率,降低工人勞動強度,改善勞動環境,嚴格控制定位銷的裝配過程,設計了定位銷壓裝夾具以實現離變殼定位銷的自動快速可靠壓裝。
2 總體方案的比較
在離變殼定位銷的裝配中,要求將離合器殼體定位在一個平臺上;裝配過程自動壓裝,杜絕人工敲擊;裝配定位銷時,避免離合器殼體產生翻轉;夾具的高度應該使工人裝配方便。因此在設計過程中,首先考慮壓裝夾具的控制形式;再次考慮離合器殼體定位的方便可靠;然后考慮夾具工作面的高度。
依據夾具的結構特點,將其分成控制系統和定位結構兩個部分。
2.1 控制系統
在控制系統的設計中,擬定了兩個方案。(1)采用液壓傳動控制。優點在于傳動工作平穩,系統容易實現緩沖吸震。缺點在于結構復雜,成本高,維護不方便,安裝調試復雜。(2)采用氣壓傳動控制。優點在于結構簡單,成本低,維護方便,工作介質容易獲得。缺點在于工作穩定性稍差。
2.2 定位結構
離合器殼體上設計有工藝定位銷孔,是定位設計的最佳選擇。因此在定位結構的設計中,只擬定了一種方案:即選用工藝定位銷孔定位離合器殼體,同時為了避免殼體翻轉,應設計輔助支承。
3 具體設計
3.1 總體結構
經過對比兩種方案和考慮制造成本,夾具的整體方案確定為:控制系統采用氣壓傳動控制;定位結構采用有根定位銷沉孔安裝,設計輔助支承避免翻轉。壓機工作面高度為 800mm。夾具的總體結構圖,如圖 1所示。

圖1 夾具總體結構圖
主要工作過程:將離合器殼體 4的工藝定位銷孔對準定位結構 7的定位銷水平放置,然后將 2顆離變殼定位銷分別裝進兩側的定位銷壓頭 6內,雙手操縱閥盒 2左右兩側的控制按鈕 3使氣缸下行,進行壓裝。定位銷壓裝到位后,松開控制按鈕,氣缸上行,完成壓裝操作。
3.2 定位結構的設計
在具體的設計過程中,定位結構的尺寸要根據離合器殼體上工藝定位銷孔和離變殼定位銷孔的相對位置及離合器殼體的外形輪廓尺寸來設計。
定位結構的結構圖,如圖 2所示。

圖2 定位結構
考慮制造和加工的經濟性,氣缸安裝座 1和連接支座 2采用焊接形式制造,兩者用 8顆 M 10×40的內六角螺栓聯接;考慮離合器殼體裝卸的方便性,在定位板 3右側設計缺口;定位銷 4采用有根形式,分別用 2顆 M 5×12的內六角螺釘固定在定位板 3上;輔助支承 6防止壓裝定位銷時,離合器殼體翻轉;連接支座 2用 4顆 M 12×35的內六角螺栓固定在底板 5上;定位板 3用 5顆 M10×30的內六角螺栓固定在底板 5上;底板 5用 4顆 M12×35內六角螺栓固定在工作臺上。
氣缸安裝座、連接支座、定位板、定位銷、底板和輔助支承的結構圖,如圖 3所示。
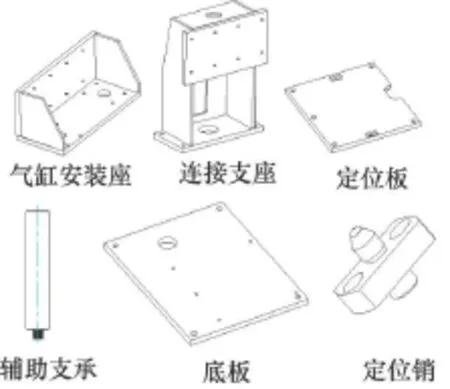
圖3 定位結構零件
3.3 壓頭的結構設計
壓頭的結構圖,如圖 4所示。
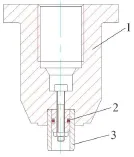
圖4 壓頭結構
壓頭和氣缸活塞桿用 M 20的螺紋連接。為保證定位銷壓裝時自動對準中心,壓頭預留一定的浮動量,浮動量的大小可通過螺母的擰緊程度調節。同時為防止定位銷脫落,在壓頭上開槽,安裝 O型圈。根據離變殼定位銷內徑尺寸 φ8±0.4,選擇內徑 φ4.87 mm,截面直徑 φ1.8mm的通用 O型圈。
3.4 機架的結構設計
機架由兩部分構成:工作臺和型材框架。工作臺和型材框架焊接聯接。
根據定位結構的外形尺寸,工作臺采用 Q235制造,外形尺寸為 800×750×25。
型材框架采用 40×40,壁厚 2.5的方形型鋼焊接制造。型材框架結構圖,如圖 5所示。
3.5 其他
考慮整體的制造成本,本套夾具采用的氣缸采用亞德客拉桿式標準氣缸,型號 SC100×100。考慮夾具調平,在型材框架的 4個角安裝了調節支承。考慮氣缸控制閥和控制按鈕的安裝,設計了閥盒。閥盒用1.5mm厚鋼板彎曲焊接制造。閥盒的結構圖,如圖 6所示。

圖5 型材框架

圖6 閥盒
4 結束語
本套夾具經使用效果良好,達到了設計的要求,解決了傳統的裝配方式存在的不足。在離變殼定位銷的裝配過程中,使用該夾具不僅提高了生產效率,改善了工作環境,而且將裝配過程標準化,保證了裝配質量。
氣動夾具結構簡單,制造方便,成本相對較低,可以替代很多傳統的工裝夾具,具有很重要的推廣價值。
[1] 中國機械工程學會,中國機械設計大典編委會.中國機械設計大典[M].南昌:江西科學技術出版社,2002.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50