hyperMILL5軸加工在模具加工中的應用
2011-07-26 05:17:42奧奔麥科技中國公司陳章偉
世界制造技術與裝備市場 2011年6期
關鍵詞:分析
奧奔麥科技(中國)公司 陳章偉 唐 銀
OPENMIND是來自德國的一家世界領先的CAD/CAM軟件及后處理系統的開發商。2005年從德國慕尼黑來到了中國,成立了OPEN MIND(科技)中國。總部設在上海,分別在北京、成都、東莞、西安設立了分公司。
hyperMILL是OPENMIND公司研發的一款集成化CNC編程CAM軟件。其主要客戶集中在航空航天、重工、汽車及模具制造等領域。OPENMIND提供給客戶的不僅僅是高品質的軟件,更是把最先進的2D、3D以及五軸加工應用技術帶給客戶。針對客戶的需求,提供配合機床使用的整體解決方案,幫助客戶生產出高品質的產品,以適應世界市場競爭的需要。2010年更是憑借其強大的功能優勢在英國獲得了久負盛名的金屬加工生產(MWP)獎,獎項內容為 “最佳CAD/CAM及操作系統”。由此hyperMILL?被證明是擁有廣泛加工策略和優化功能最好的CAM軟件。
一、hyperMILL軟件的主要特點
隨著現代制造業加工不斷的進步,模具5軸加工的應用將來會廣泛的使用。怎么發揮出5軸機床加工的效率與品質這就成了一個問題。對機床和刀具的不了解、編程人員制定的加工工藝這些因素都會影響到加工的效率與質量。因此一款好的CAM軟件就由其重要了,下面我們以一實例介紹hyper-MILL 5軸加工在模具加工中的運用。
加工材料:HHP20;硬度32~34 HRC;材料尺寸(mm): 645×570×258; 形狀如圖1所示。
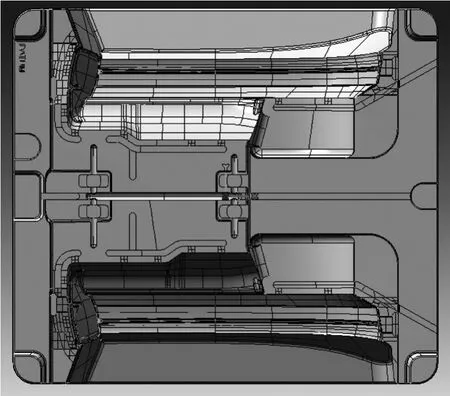
圖1
首先我們在加工前需要先分析工件尺寸斜度以及R角的大小,我們知道這些數據后才能更好地去選擇刀具大小和加工工藝。選擇hyperMILL分析功能,在分析的菜單下選擇圓角分析選擇工件,可以一次性分析出所有R大小以及平在和斜度(見圖2)所示。

圖2
分析完R角斜度以及平面,我們需要加工最小的R角為0.67mm,還需要做一個5軸加工的角度分析,分析出一個合理的角度,可以在后面5軸加工時大大地節約計算時間。刀具位置的分析如圖3所示。
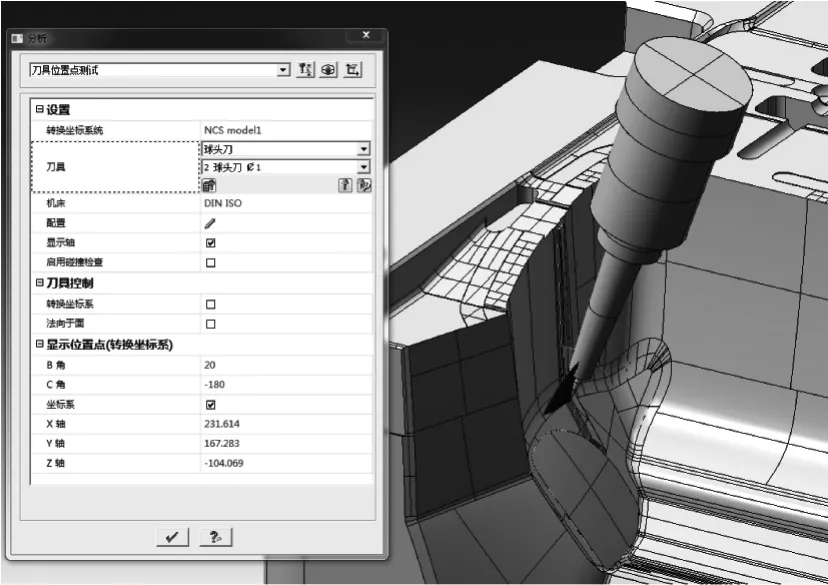
圖3
分析完所有數據后,我們就可以給出一份合理的刀具清單。hyperMILL提供了智能強大的人性化的刀具數據庫,只需要辛苦一次做好刀具數據庫,后面將受益無窮。沒有刀具數據庫會因為不同的編程人員設置不同的參數,往往達不到機床最大的加工水平。在刀具數據庫中可以設定所有的加工參數,如轉速進給ep,在同一把刀下面可以設定不同的加工參數,如開粗、中粗、光面、光側、光底,這樣就可以保證所有編程人員的參數一致性。如圖4所示。

圖4
“磨刀不誤砍柴工。”經過一系列的分析,此工件可以選擇一把D50R6或更大刀具用來開粗。hyperMILL作為目前最為成熟的CAM軟件之一,提供了豐富的2D到5軸加工策略。我們選擇任意毛坯粗加工來作為此工件開粗工法,在任意毛坯粗加工刀具的選項卡中使用圓鼻刀,我們需要把考慮圓角半徑打鉤,在后面參數的選項卡中的步距會自動減掉刀具的R角,這樣就不需要人去計算刀間距,給一個合理直徑系數就可以。在策略選項卡中,刀具路徑圓角根據不同的刀具給一個圓角半徑,生成一個沒有銳角刀路。順暢的刀具路徑會少很多的突然加減速,這樣會提高加工的效率。在參數選項卡中,檢測平面層需要選擇到自動,選擇自動后能保證工件所有平面Z層余量的均勻。在光刀加工中,不會因為Z層的余量不同而影響到刀具的壽命。在設置的選項卡中產生結果毛坯需要打鉤,能產生一個此刀路加工不到的毛坯,二次開粗會根據此毛坯精確計算出我們需要的刀路。通過分析,我們知道刀具的裝夾長度,可以關掉刀具檢查選項,這樣可以加快計算速度(如圖5、圖6所示)。
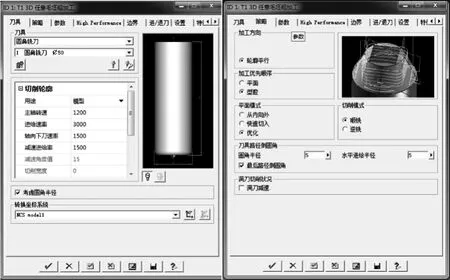
圖5
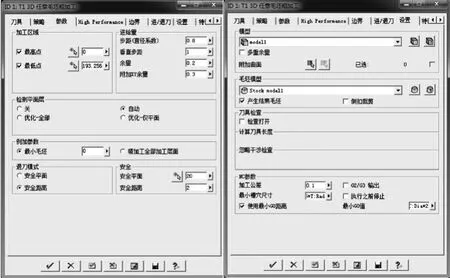
圖6
任意毛坯粗加工生成的刀具路徑及產生過程毛坯,如圖7、圖8所示。
眾所周知,一個程式的好與差,關鍵在于二開粗是否能加工到位,有沒有空刀。hyperMILL任意毛坯開粗可以產生一個結果毛坯,結果毛坯是根據前一程式加工不到位置產生的一個毛坯,所以hyperMILL二次開粗根據此毛坯精確計算,做到沒有多余空刀,不留多余殘量。這樣就保證了精加工時余量的均勻,精加工刀具不會有突然的過載,大大提高了刀具的使用壽命,減少了使用刀具成本。如圖9、圖10所示。
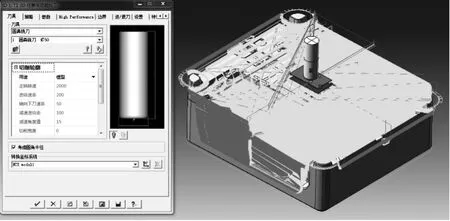
圖7
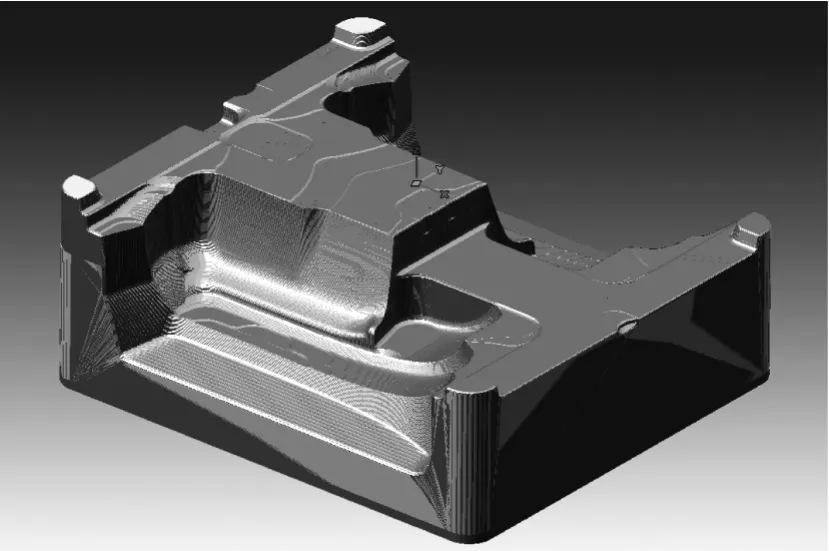
圖8
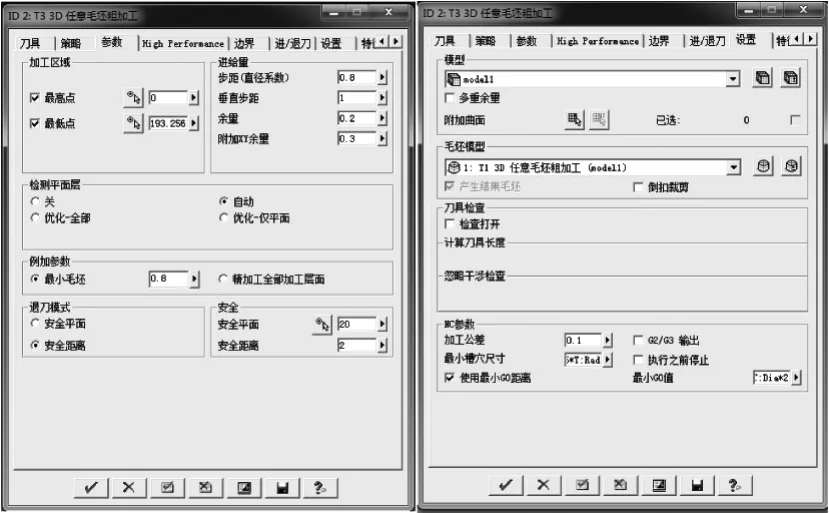
圖9
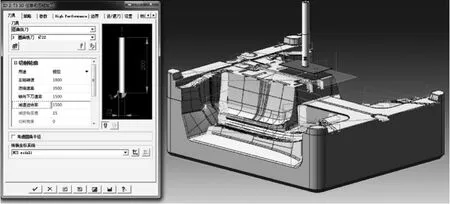
圖10
此工件分型面190mm高,如果傳統3軸會選一把大飛刀加工。大飛刀加工的分型面往往會加工不準,比如刀具裝夾太長會有擺動、操作人員測刀不準、測完刀具后又需要編程人員改程式等。不確定性因素太多往往會導致加工過切或留有余量,需要鉗工打磨,這樣就嚴重影響到效率與品質。而對模具廠來說效率與品質就是生命,這時我們就可考慮用5軸加工。5軸加工可以減少刀具長度,用更有力的刀具進行深腔加工;延長刀具壽命,減少刀具使用成本。可以使用刀具側刃或底加工,全區域的使用圓鼻刀;提高進給速度,縮短加工時達30%或更多;取得最佳表面精度,增加光潔度減少拋光時間。hyperMILL 5軸等高加工只需設置一個自動的角度就可以完成分型面加工程式,D12R6刀具裝30mm長(如圖11、圖12所示)。
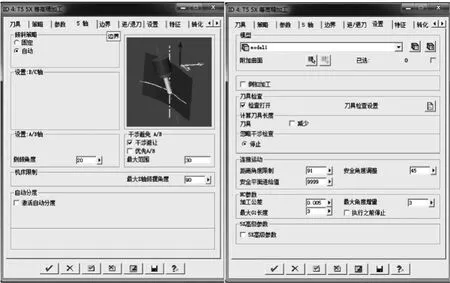
圖11
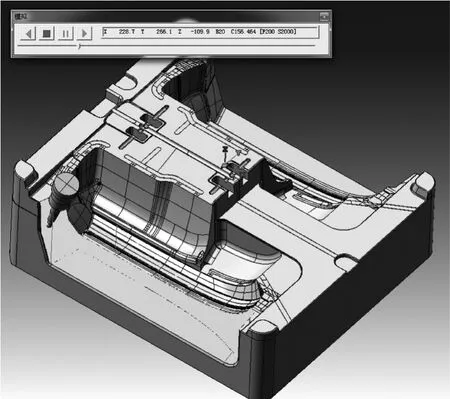
圖12
在模具的加工中最不原意看到的是工序就是EDM放電加工,因為放電加工首先需要CNC加工銅公、放電加工周期長,從而增加費用、降低效率。此工件有一圈0.67mm R角,如圖13所示的綠色區域,按傳統加工肯定是放電加工,需要420mm×30mm×80mm、 60mm×30mm×100mm、 60mm×40mm×100mm銅各4件。既然如此昂貴的成本,還增加出錯的機會,我們為什么不選擇5軸加工呢?采用hyperMILL 5X清角加工,我們只需在5軸選項用自動功能就可滿足需求(如圖14、圖15所示)。
圖13
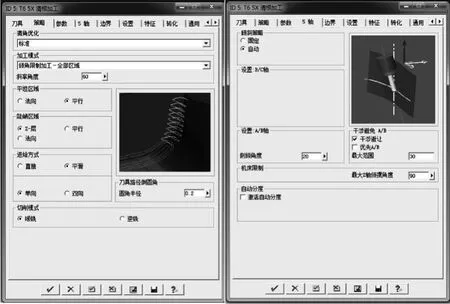
圖14
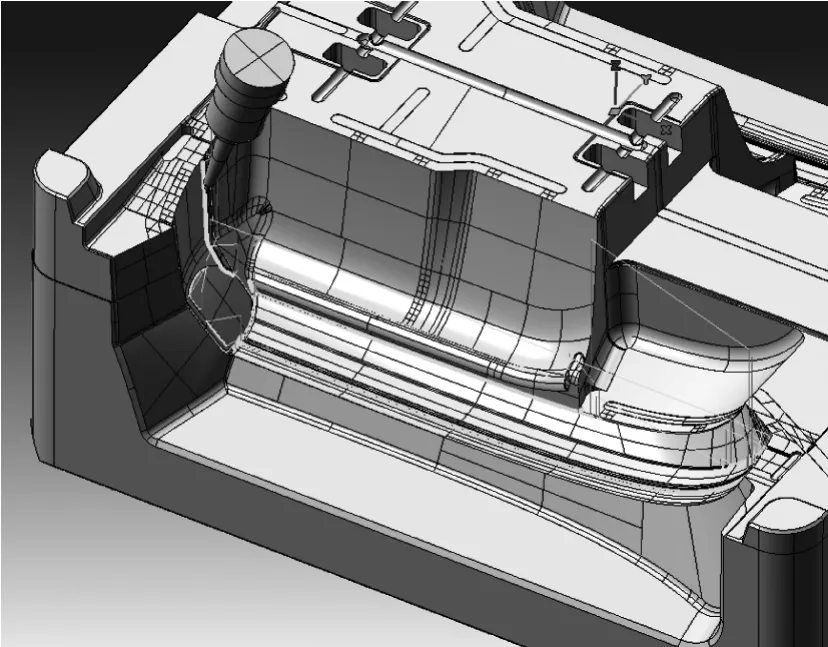
圖15
當我們所有程式都做好以后,5軸加工還需要用hyperVIEW三維切削仿真加工。在仿真加工時,我們需要把干涉檢查選項都打鉤,模型,刀具,刀柄,刀夾,機床之間的潛在的碰撞,并產生碰撞區域列表。通過可用的及使用的工件臺功能,可以定義工件的最佳位置來解決因工件起超行程反復裝夾問題。渲染狀態下直觀地進行零件加工試切,同時可以動態地顯示工藝參數(各軸的極限行程,加工所需時間,進給速率等),如圖16、圖17所示。
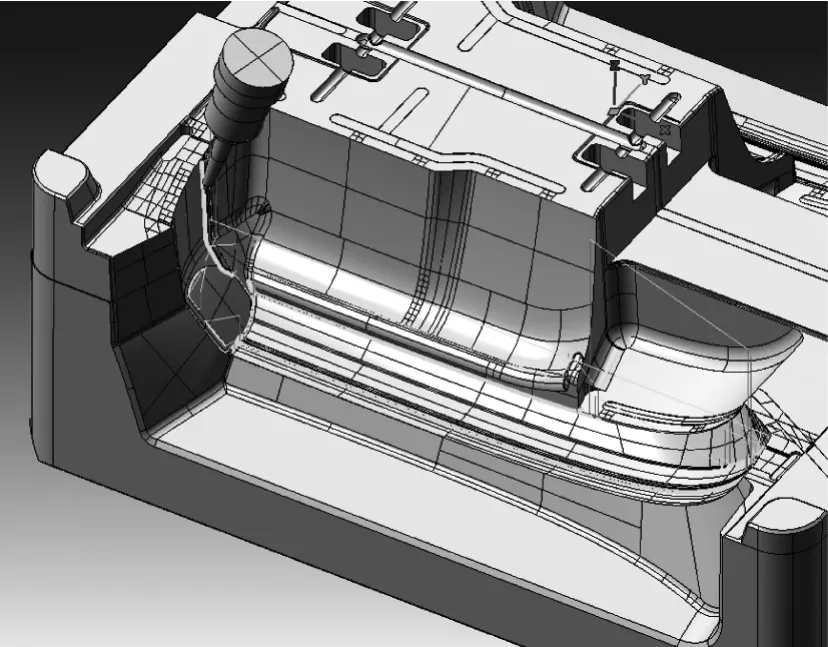
圖16
圖17
hyperMILL后置處理提供可供用戶修改的后置處理配置器,針對不同的控制器和機床有復雜和微妙的差別,以及個別的工件的特殊要求,提供最佳后處理方案。如沒有RTCP的機床我們只需在后置處理配置器里面給一個偏數就可以了。加工公差,加工速率Q值,安全點的位置,A/B軸的角度范圍等一些常規加工數據,以及同一類型的機床,也考慮到了它的不同點。支持擺動旋轉軸、斜向旋轉軸、有限制的旋轉軸、依靠旋轉角的補償(RTCP)、最短空間刀具路徑,用戶都可以通過后置處理配置器自行修改,如圖18所示。
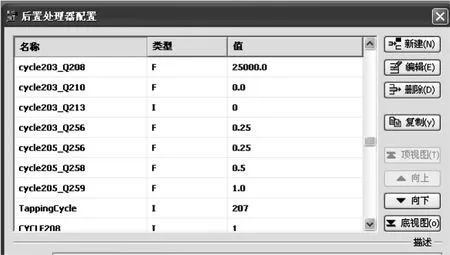
圖18
其實,現在的CNC編程大多都是在做體力活,比如說刀具的設置、切削參數設置、加工工法的設置,每天都在做著同樣的這些事情。hyperMILL完全可以把這些事情交給系統完成,讓編程人員更著重于加工工藝分析,來提高工作的品質與效率。
下面以一個加工實例來講解自動加工的設置。
首先,根據工廠加工的產品做一個加工工藝分析,然后根據加工工藝設置CPF自動加工。在hyperMILL導航器選擇特征,在導航器空白處點擊右鍵選擇新建下面Customized Process Feature里面加工目標,在Customized Process Feature里面設置好特征參數。如我們常用的銅公加工需要設置2組曲面、2輪廓線以及加工區域和毛坯模型;在曲面與輪廓線的選項里面我們定義好過濾器,分別可以用圖層與顏色來過濾;更新剛才新建的CPF,選擇CPF右鍵選擇新建帶有特征的工單,以這樣的方式加入需要加工此工件的工法;回到工單導航器選擇剛才新建的工單,在特征選項需要激活與關閉一些選項;計算工單此銅公程式編完;此文件可以作為模板保存,當以后遇到近似于60%工件,調入此模板更改面線顏色,更新CPF只需計算編程就完成 (見圖19)。
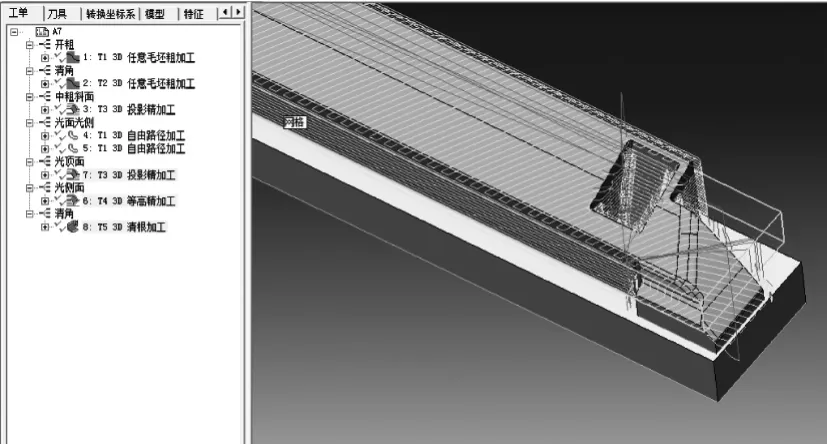
圖19
二、結束語
可以預見,隨著5軸加工在模具加工中的廣泛應用,可以大大地縮短模具生產的交貨期,減少模具生產的成本,保證加工的效率與質量。為確保模具一次加工成功,必須采用先進的CAM編程軟件,最大限度地減少加工過程帶來的失誤。hyperMILL具有強大智能人性化的5軸加工能力,比如說刀具數據庫可以保證編程人員的參數一致性,自動5軸編程可以減低對編程人員的要求,安全可靠hyperVIEW三維切削仿真加工。對于從事編程人員來說,要掌握好CAM軟件這一有效工具才是加工復雜模具的關鍵。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06