鉭在硫酸-甲醇體系中的電拋光工藝研究
2011-07-30 09:30:26張運娟邢丕峰韋建軍李朝陽張淑洋
原子能科學技術 2011年10期
張運娟,邢丕峰,韋建軍,李朝陽,張淑洋
(1.中國工程物理研究院 激光聚變研究中心,四川 綿陽 621900;2.四川大學 原子與分子物理研究所,四川 成都 610065)
鉭因其良好的物理化學性能在電子、計算機、航空和宇航工業、生物醫療方面均得到了廣泛應用,因此被譽為“金屬王國的多面手”[1-5]。且隨著現代科學技術的發展,具有低表面粗糙度、高表面反射率的鉭材備受關注。尤其在材料的超高溫高壓狀態方程(EOS)研究中,鉭作為EOS的標準材料之一需使用厚度僅幾至幾十μm,密度達到晶體理論密度,且具有極高表面質量(表面粗糙度小于50nm),厚度一致性好于99%的金屬鉭膜[6]。因此,制備符合條件的鉭膜有重要意義。
電解拋光技術因其高效性和合理性成為一種很有發展前途的方法。電解拋光是在一定電解液中以金屬作為陽極,通過陽極溶解使金屬表面粗糙度下降,光亮度提高,并產生一定金屬光澤的技術。它是制備低表面粗糙度且具有塊材組織結構和塊材密度薄膜的一種重要方法,適用于EOS靶用鉭膜的制備[7]。但因金屬鉭良好的抗蝕性能,所以鉭的電解拋光技術在國內外公開報道較少。
目前,硫酸-甲醇體系已成功應用于制備鈦、鎢等金屬 EOS靶用薄膜[8-9]。考慮到鉭與鈦、鎢同屬于稀有難熔金屬,本文采用硫酸、甲醇體系為電解液,測定鉭的陽極極化曲線,研究硫酸濃度、電壓、攪拌速率、電解液溫度對鉭拋光效果的影響,從而優化鉭在體系中拋光的工藝參數,開展EOS靶用鉭膜制備的初步探索。
1 實驗
1.1 實驗設備和材料
Lectropol-5型電解單噴儀,陽極與陰極間距固定為1cm。CC-250型冷凍油浴。電解液為硫酸(95%~98%,質量分數)和甲醇(分析純)的混合液。陰極為金屬鉑。拋光鉭材為西部金屬材料有限公司生產,純度99.95%。
薄膜表面粗糙度和表面形貌分別用VEECO白光干涉儀、金相顯微鏡和SPA300HV型原子力顯微鏡進行表征。
1.2 實驗過程
先將鉭片線切割成15mm×15mm的小片,對表面進行機械研磨處理。依次用去離子水、酒精、丙酮進行超聲波清洗,置于干燥箱中烘干后稱重。將配置好的硫酸-甲醇電解液,放于電解槽中,打開冷凍油浴來調節實驗所需溫度,設置適當的電壓和攪拌速率等工藝參數后,將鉭片置于拋光儀掩模蓋上進行拋光。拋光結束后,再依次用去離子水、酒精、丙酮清洗,待干燥后稱重。
2 結果與分析
2.1 鉭樣品拋光前后表面形貌
用SPA300HV型原子力顯微鏡對拋光前后鉭表面進行微觀掃描,結果如圖1所示。圖1a是拋光前鉭樣品的三維表面形貌照片,圖1b是樣品在硫酸-甲醇體積比1∶7、電壓20V、電解時間180s、電解液溫度0℃、攪拌速率16m/s時拋光后的三維表面形貌。掃描面積為5μm×5μm。電解后鉭表面均方根粗糙度(RMS)由原來的15nm下降到7nm。峰谷極差由原來的200nm降到60nm。
2.2 電解液配比對鉭膜表面粗糙度的影響
拋光前鉭片的表面RMS約為120nm。在電壓20V,硫酸-甲醇體積比為1∶5、1∶7和1∶9的電解液中拋光180s,用白光干涉儀測得拋光后試樣的表面RMS分別為67、30、69nm。可看出,在硫酸-甲醇體積比為1∶7時,拋光后樣品的RMS平均值最小(Rq=30nm),拋光后鉭的表面質量最好。
2.3 電壓對鉭拋光過程和拋光效果的影響
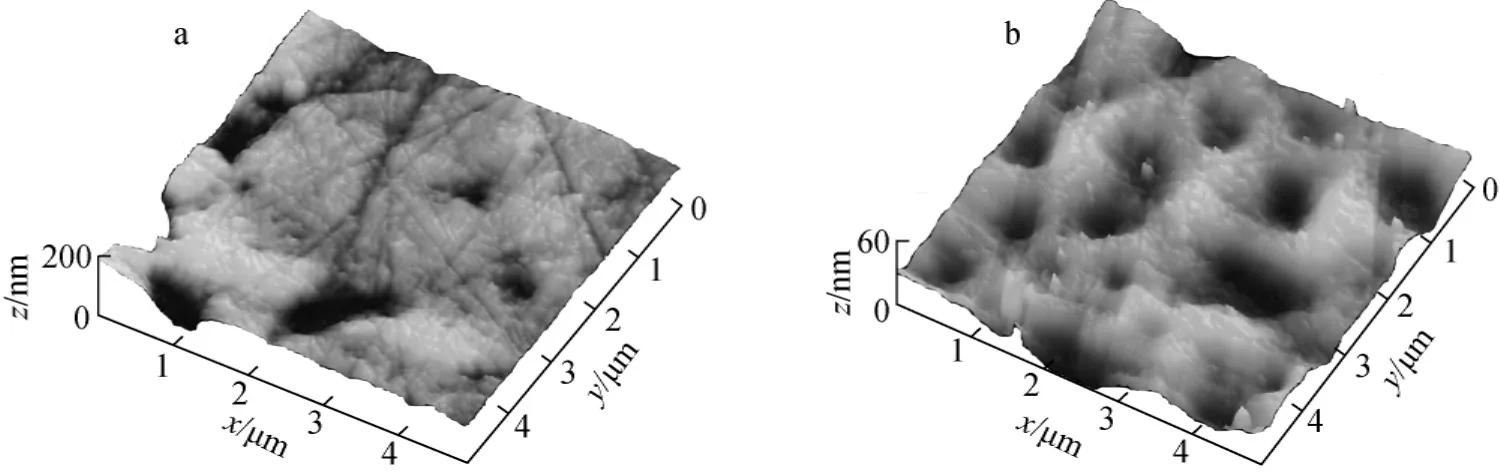
圖1 鉭樣品拋光前(a)、后(b)的原子力測試照片Fig.1 AFM photograph of tantalum unelectropolished(a)and electropolished(b)
圖2示出鉭在硫酸-甲醇電解液中的陽極極化曲線。可看出,鉭箔膜的電拋光電壓電流特性曲線與金屬典型的拋光特性曲線特征相似[10]。電壓為0~10V時,陽極溶解的鉭離子生成速度低于鉭離子在溶液中的擴散速度,金屬表面呈活性溶解狀態,不起拋光作用,可用來觀察金相組織。10~20V時,隨著電壓的升高電流密度趨于穩定,鉭離子的陽極溶解速率大于向溶液中的擴散速率,在陽極表面和拋光液之間形成由金屬陽離子與拋光液中陰離子構成的高濃度鹽的拋光液層,即所謂的粘滯層[11]。電壓大于20V時,由于電流密度較大,拋光表面在短時間內產生大量蝕坑,蝕坑快速擴散并連成一片,導致樣品表面質量下降。
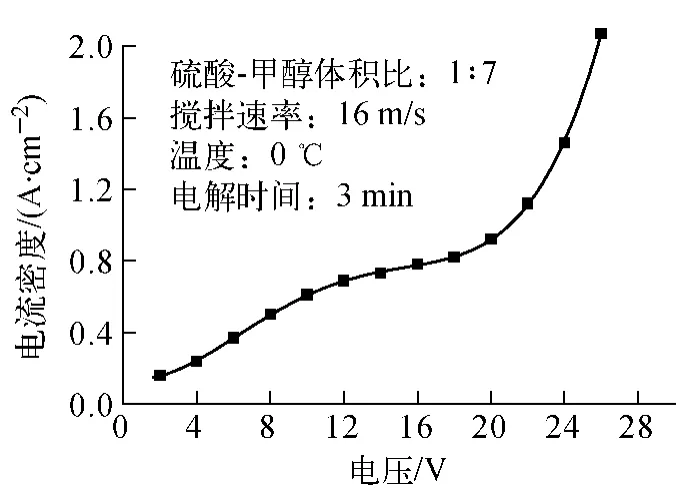
圖2 鉭的陽極極化曲線Fig.2 Anodic polarization curve of tantalum
圖3示出硫酸-甲醇體積比為1∶7、攪拌速率16m/s、溫度0℃、電解3min時電壓與表面RMS的關系曲線。當電壓小于15V時,鉭膜表面RMS隨著電壓的增大而減小;在15~25V范圍內達到穩定,拋光后的鉭表面粗糙度由原來的120nm左右下降到約30nm。電壓大于25V后,隨電壓增大,RMS增大,但均未高于50nm。這是因為電壓直接影響拋光過程的進展,電壓過小陽極表面處于活化溶解階段,電壓過大陽極反應過于劇烈導致不均勻溶解生成腐蝕斑,表面質量下降。
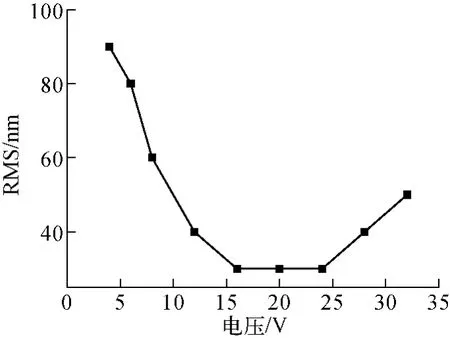
圖3 電壓與粗糙度的關系Fig.3 Relationship between voltage and roughness
2.4 攪拌速率對鉭膜表面質量的影響
實驗中設置硫酸-甲醇體積比1∶7,電壓20V,電解時間3min,溫度0℃,研究了攪拌速率對鉭膜表面質量的影響,拋光前樣品粗糙度約120nm,實驗結果示于圖4。隨著攪拌速率的增大,RMS逐漸降低,當攪拌速率達到8m/s以上時,粗糙度基本維持不變。在拋光過程中,陽極溶解產物逐漸增加并匯聚在電極表面,影響了陽極溶解產物向本體電解液的擴散,并阻礙了新鮮電解液補充到陽極表面,從而造成嚴重的濃差極化和極間溫度的升高,極大地影響拋光質量。引入攪拌可及時將反應產物從陽極表面移走,使更多的新鮮電解液補充到陽極表面,當攪拌速率達到極限攪拌時,電解速率和表面粗糙度都趨于恒定。此時說明擴散已不是電解過程中的控制步驟,而且極限攪拌還可更好地控制反應溫度,避免在反應中溫度升高而造成陽極表面局部過熱,從而保持電解液溫度不變。
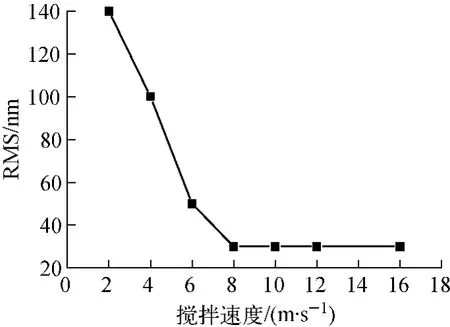
圖4 攪拌速率與表面粗糙度的關系Fig.4 Stirring rate vs roughness
2.5 電解液溫度對表面質量的影響
硫酸-甲醇體系拋光鉭由于陰陽極之間電壓較大,導致溶液的內阻較大,從而使拋光液溫度急劇上升,對拋光質量有明顯影響。在實驗中,當硫酸-甲醇體積比為1∶7、電壓20V、攪拌速率16m/s、電解時間180s時,研究了溫度(-10~15℃)對鉭電解拋光的影響,得到拋光液溫度與粗糙度關系列于表1,實驗前樣品粗糙度約120nm。可看出,表面RMS隨溫度降低而減小。這是因為隨著溫度升高,溶液粘度下降,酸根離子活性增強,造成金屬表面過腐蝕,因而使表面RMS有所下降。拋光液溫度選定為-10~0℃時拋光后鉭膜的表面RMS最小。

表1 電解液溫度與表面粗糙度的關系Table 1 Relationship between temperature and RMS
3 結論
電解拋光的效果由電解液、電壓、攪拌速率、溫度等共同決定,最終的工藝參數是對這幾個因素的優化配置。其中,電解液配比是最主要的影響參數,在電解液配比確定的情況下需考慮電流密度達到穩定狀態的區域(即拋光區)。其次是電壓,電壓的影響下需考慮粗糙度的變化。從圖3可看出,在電壓大于10V時,粗糙度已降至50nm以下,只是在15~25V時達到穩定,約為30nm。綜合各方面因素,篩選出最優的工藝參數為:硫酸與甲醇體積比1∶7,電解電壓15~20V,溫度-10~0℃,攪拌速率大于8m/s。在該條件下制備的鉭片表面平整光滑,劃痕完全消失呈鏡面光亮;粗糙度明顯得到改善,RMS由拋光前的120nm降為30nm,微區粗糙度由拋光前的15nm下降到7nm;硫酸-甲醇體系電解拋光鉭可應用于EOS研究中所需鉭箔膜的制備,并豐富了金屬鉭在酸性溶液電化學拋光工藝。
[1]高敬,屈乃琴.鉭鈮工業述評[J].稀有金屬與硬質合金,2001(146):39-49.GAO Jing,QU Naiqin.Review of Ta/Nb industry[J].Rare Metals and Cemented Carbides,2001(146):39-49(in Chinese).
[2]《稀有金屬應用》編寫組.《稀有金屬應用》上冊[M].北京:冶金工業出版社,1974:10.
[3]劉世友.鉭在高新技術中的應用[J].稀有金屬與硬質合金,1998(133):55-57.LIU Shiyou.Applications of tantalum in hightech[J].Rare Metals and Cemented Carbides,1998(133):55-57(in Chinese).
[4]TRIPP T B,BARBARA C L.The mixture pow-ders of tantalum and TaN for the substrate of electrolytic capacitors: WO,02/034436[P].2001-10-23.
[5]胡忠武,李中奎,張小明.鉭及鉭合金的工業應用和進展[J].稀有金屬快報,2004,23(7):8-10.HU Zhongwu,LI Zhongkui,ZHANG Xiaoming.New developments and applications of tantalum and tantalum alloys[J].Rare Metals Letters,2004,23(7):8-10(in Chinese).
[6]李朝陽,謝軍,吳衛東,等.多輥軋機冷軋技術在靶材料制備中的應用[J].強激光與粒子束,2006,18(1):81-84.LI Chaoyang,XIE Jun,WU Weidong,et al.Application of multi-high cold-rolling mill in the target materials fabrication[J].High Power Laser and Particle Beams,2006,18(1):81-84(in Chinese).
[7]張運娟,邢丕峰,韋建軍,等.EOS靶用鉭薄膜制備方法[J].稀有金屬,2009,33(增刊):124-128.ZHANG Yunjuan,XING Pifeng,WEI Jianjun,et al.Techniques of tantalum foil fabrication for EOS[J].Rare Metals,2009,33(Suppl.):124-128(in Chinese).
[8]張素銀,杜凱,邢丕峰,等.鈦膜的電解拋光技術研究[J].強激光與粒子束,2007,19(9):1 479-1 482.ZHANG Suyin,DU Kai,XING Pifeng,et al.Investigation on electropolishing of Ti film[J].High Power Laser and Particle Beams,2007,19(9):1 479-1 482(in Chinese).
[9]宋萍,邢丕峰,諶家軍,等.硫酸-甲醇體系鎢電解拋光的可行性研究[J].電鍍與涂飾,2009,28(3):27-30.SONG Ping,XING Pifeng,CHEN Jiajun,et al.Feasibility of tungsten electropolishing in sulfuric acid-methanol electrolyte[J].Electroplating &Finishing,2009,28(3):27-30(in Chinese).
[10]TEGART W J M.The electrolytic and chemical polishing of metals in research and industry[M].London:Pergamon Press Ltd.,1956:63.
[11]LANDOLT D,CHAUVY P F,ZINGER O.Electrochemical micromaching, polishing and surface structuring of metals:Fundamentals aspects and new developments[J].Electrochimica Acta,2003,48:3 185-3 201.
