超超臨界機組四大管道工廠化配制過程的常見質量問題及控制
2011-08-09 02:11:56田曉肖國華李益民曹劍鋒楊百勛
電力建設 2011年12期
田曉,肖國華,李益民,曹劍鋒,楊百勛
(西安熱工研究院有限公司,西安市,710032)
0 引言
發展大容量、高參數的超超臨界火電機組是提高發電效率、降低發電成本、實現節能減排的有效途徑之一[1]。超超臨界火電機組相對于超臨界機組在蒸汽溫度和壓力上有所提高,這對電站關鍵部件材料提出了更高的性能要求[2-3]。四大管道是火電機組的主要承壓部件之一,其制造質量對火電機組的安全運行至關重要。隨蒸汽溫度和壓力的提高,超超臨界機組的四大管道大量采用新型耐熱鋼材料[4-5],如主蒸汽管道和高溫再熱蒸汽管道主要采用P91、P92、P122、E911,低溫再熱蒸汽管道采用低合金鋼A691Gr1-1/4CrCL22,高壓給水管道普遍采用15NiCuMoNb5貝氏體鋼。這些新型耐熱鋼的應用對四大管道的工廠化配制提出了更高的工藝要求。本文分別對超超臨界機組四大管道在工廠化配制過程中常見的質量問題及缺陷進行分析,并提出相應的預防措施及處理方法。
1 直管段及管件常見質量問題
1.1 表面質量問題
四大管道原材表面經常存在凹坑、裂紋、機械損傷等缺陷(如圖1-3所示),主要是在制造、運輸過程中造成的。凹坑是壓力管道中常見的體積型缺陷,經有限元模擬分析得知,管段最大應力分布在凹坑最底部[6-7],凹坑底部處產生的應力集中大大降低了鋼管自身的承載能力,容易引起管道的泄漏和破裂。為了消除凹坑對管道性能的危害,按照美國威曼高登公司的建議,對凹坑處以1∶8斜度打磨、平滑過渡。管道表面裂紋和劃痕、刮傷等機械損傷處的尖端部位存在較大的應力集中,四大管道服役過程中在其內部壓力作用下裂紋尖端極易擴展,從而導致管道的破裂,嚴重威脅管道的安全運行。因此,對管道表面存在的裂紋、機械損傷需及時進行打磨、消缺處理。按照《華能四大管道監檢大綱》對表面深度為0.8~1.6 mm的缺陷應打磨至圓滑過渡,且保證去除缺陷后管道壁厚不低于規定的最小壁厚;對于表面深度大于1.6 mm或公稱壁厚12%的劃痕或缺陷應予以修補。
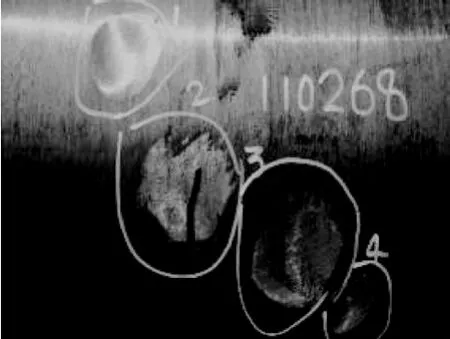
圖1 主蒸汽管道外表面凹坑宏觀形貌Fig.1 Macroscopic appearance of pits existed in outer wall of main steam pipe

圖2 管道內壁表面的裂紋Fig.2 Surface cracks of pipe inner wall

圖3 管道表面的機械損傷Fig.3 Mechanical damage on pipe surface
1.2 幾何尺寸問題
四大管道鋼管和管件在配制前,需對其幾何尺寸進行檢查,以保證其符合設計及相關標準的要求。在檢查過程中發現的問題主要有壁厚超差、長度不合格、鋼管彎曲度超標、不圓度超標、管件流通面積超標等。
(1)壁厚超差。足夠的壁厚是保證管道承受載荷的前提,四大管道監檢大綱和相關標準對壁厚有嚴格的要求。鋼管的壁厚應在其允許偏差范圍內,具體范圍參見GB 5310—2008《高壓鍋爐用無縫鋼管》[8]。實測壁厚小于規定最小壁厚的鋼管(或管段)不得使用,以免壁厚不滿足設計要求給機組的運行帶來安全隱患。管件任意部位的壁厚不得小于規定的最小壁厚,且不得小于所連接直管允許的最小壁厚。
(2)長度不合格。在監檢四大管道過程中,經常發現鋼管實測長度遠小于設計尺寸,難以滿足設計要求,對此類情況應及時通知業主,長度不足的鋼管應不予使用。
(3)鋼管彎曲度超標。四大管道通常為大口徑厚壁管,GB 5310—2008《高壓鍋爐用無縫鋼管》規定:壁厚大于30 mm的鋼管,其彎曲度不應大于3.0 mm/m;外徑不小于127 mm時,其全長彎曲度應不大于鋼管長度的0.10%[8]。監檢時發現個別再熱熱段管材(規格ID 914 mm×35 mm)出現彎曲度嚴重超標,最大彎曲度為12 mm/m(見圖4)。建議對其斷開使用,以降低彎曲度對管道安全運行的影響。

圖4 高溫再熱蒸汽管道彎曲度超標形貌Fig.4 Macroscopic appearance of excessive bend of high temperature reheat steam pipe
(4)不圓度超標。不圓度是指圓形金屬材料(包括管材、棒材、線材等)橫截面上最大與最小直徑之差與公稱外徑的百分比,也稱作橢圓度或失圓度。GB 5310—2008《高壓鍋爐用無縫鋼管》規定鋼管不圓度不應超過外徑公差的80%[8]。在四大管道運行過程中,彎管/彎頭處的不圓度會產生附加彎曲應力,從而大大降低彎管/彎頭的壽命。DL/T 438—2009《火電廠金屬技術監督規程》規定:公稱壓力大于8 MPa,彎管不圓度不大于5%;公稱壓力不小于10 MPa,彎頭不圓度不大于3%[9]。在四大管道監檢過程中,發現彎頭/彎管兩中性面內壁有扁平現象,經測量發現其不圓度嚴重超標(見圖5、表1)。對于不圓度超標的彎管/彎頭應不予使用。
1.3 硬度異常問題

圖5 彎頭內表面不圓度超標Fig.5 Unqualified roundness of elbow inner surface
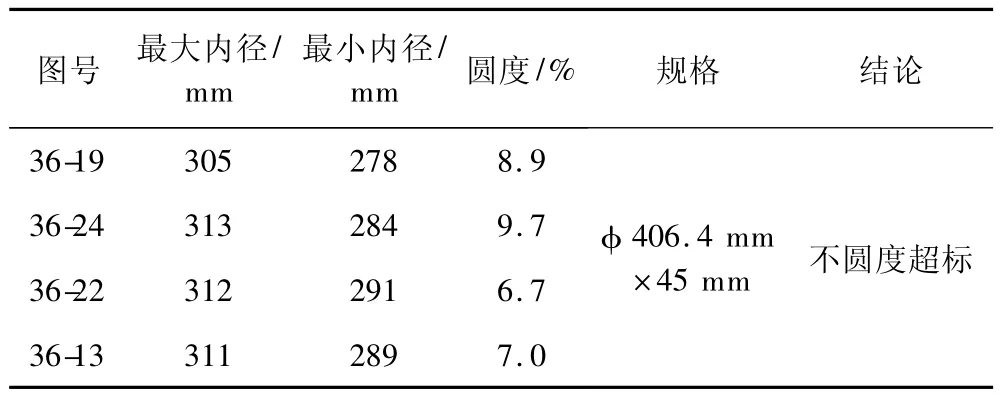
表1 某電廠主給水彎頭內圓度測量結果Tab.1 Inner roundness measurement of main feed water elbow for some power plant
金屬材料的硬度與強度有密切的關系,在現場工作中由于設備、試驗條件的限制,經常通過檢驗材料的硬度是否達標來初步判斷材料的整體力學性能是否合格。在四大管道監檢過程中,經常發現直管段和管件存在局部硬度偏高或偏低的現象,如某WB36(即15NiCuMoNb5)高壓給水異徑三通出現局部硬度偏低,最低布氏硬度值為164(見圖6和表2);某P91再熱熱段熱壓彎頭存在局部硬度偏高,且硬度分布不均現象(見圖7和表3)。ASME及GB5310相關標準只對 P91、P92、P122、E911、A691Gr1-1/4CrCL22鋼管硬度的上限值做了規定,未規定其下限值。文獻[10-11]研究發現,當直管段、管件硬度過低時,通常其屈服強度或抗拉強度會低于標準的下限值或處于下限的臨界狀態;當直管段、管件硬度過高時,材料的抗拉強度可能超過標準上限要求,其韌性可能降低。因此,必須將鋼管的硬度控制在一個合理的范圍內才能保證材料的各項力學性能指標合格。DL/T 438—2009《火電廠金屬技術監督規程》對電站常用金屬材料的硬度做了相應的規定,P91/P92/P122的布氏硬度控制在180~250,且同根鋼管上任意2點的硬度差不允許超過30;15 NiCuMoNb5 的布 氏硬度控 制在 180 ~ 252[9]。若直管段、管件硬度高于上述規定值,需重新做回火處理;直管段、管件硬度低于上述規定值,需重新做正火+回火處理,且不得超過2次。
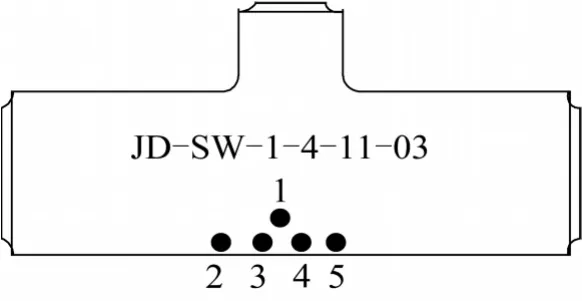
圖6 高壓給水異徑三通硬度檢驗示意Fig.6 Hardness measuring diagram of high pressure feed water unequal-diameter T-joint

表2 高壓給水異徑三通硬度測量值Tab.2 Hardness measurements of high pressure feed water unequal-diameter T-joint
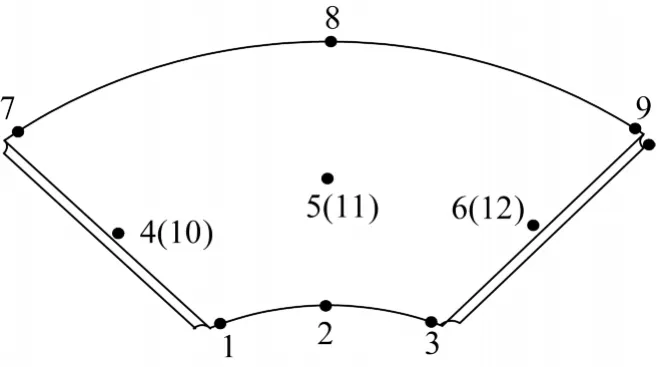
圖7 再熱管熱段熱壓彎頭硬度檢驗示意Fig.7 Hardness measuring diagram of hot-pressing elbow for hot reheater pipeline

表3 再熱管熱段熱壓彎頭硬度測量值Tab.3 Hardness measurements of hot-pressing elbow for hot reheater pipeline
1.4 金相組織異常問題
材料的成分、組織、性能三者之間密切相關,合格的金相組織是材料具有合格使用性能的必要條件。因此,四大管道監檢過程中對直管段和管件的金相組織有嚴格的檢驗要求。監檢中發現P91、P92、P122鋼中容易出現δ-鐵素體(見圖8),其存在會降低鋼的沖擊韌性,且對鋼的高溫持久強度產生不利影響[10-12]。《華能四大管道監檢大綱》中要求P91、P92鋼金相組織回火馬氏體中允許含有少量δ-鐵素體,但其含量的平均值不超過3%,最多不超過5%;15NiCuMoNb5-6-4鋼正常組織為貝氏體+鐵素體,但鐵素體含量不得高于60%。此外,監檢中發現部分P91/P92鋼管局部硬度偏低(HBW 130)處,其金相組織的馬氏體特征不明顯(見圖9),可能是由于正火過燒或降溫速率偏低造成的,需重新熱處理以獲得正常的回火馬氏體組織。
2 配管過程質量問題
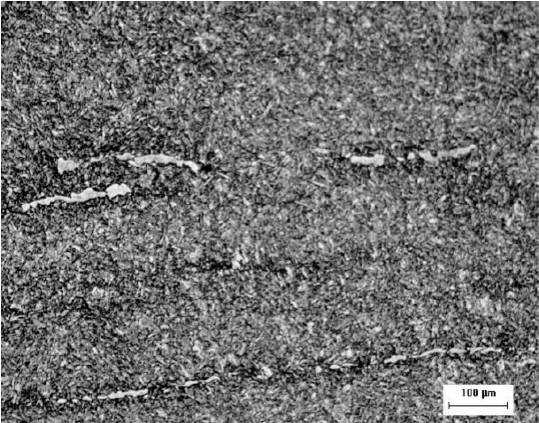
圖8 P91金相顯微組織(約含5% δ-鐵素體)Fig.8 Microstructure of P91(including about 5% δferrite in volume fraction)
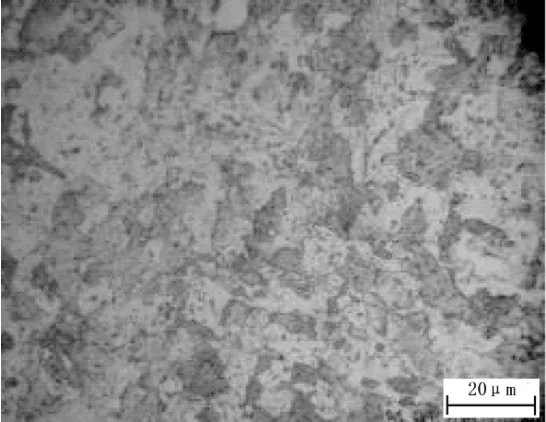
圖9 P91硬度偏低處金相組織Fig.9 Microstructure of P91 at low hardness location
配管過程將直管段和管件(彎頭、三通、接管座等)通過焊接組合在一起,制造出管道產品的過程。焊接質量直接關系著四大管道的運行狀況,因此必須嚴格控制配管過程,保證管道的焊接質量。配管過程中常見的焊接質量問題有焊接工藝問題、焊接缺陷、焊縫硬度異常等。
2.1 焊接工藝問題
焊接工藝是實現四大管道配管過程的主要方式,在配管過程中經常出現引弧灼傷、未氬弧焊打底、焊前未預熱、未焊后熱處理等焊接工藝問題而造成四大管道配管質量下降。
在四大管道配管過程中,由于部分工人不按焊接工藝要求使用引弧板引弧,直接在管材表面引弧從而造成管道表面電弧灼傷,降低了管道表面質量和性能,必須堅決遏制此類情況的出現。對于管材表面電弧灼傷處,須進行打磨消除,經表面檢驗合格后方可接收。
氬弧焊打底因其得到的焊縫質量高、焊接效率高以及造成的焊縫熱影響區小、變形小等優點,在四大管道配管中常使用。而某些工廠為降低焊接成本,在管道配管焊接時直接使用手工電弧焊,未使用氬弧焊打底,因電弧焊能量大造成根部灼傷。若出現此情況,必須采用氬弧焊打底重新焊接。
P91/P92新型耐熱鋼以其優異的使用性能,在超超臨界機組四大管道中得到廣泛應用,但其焊接性能相對較差,存在冷裂紋敏感性較強、有一定的熱裂傾向、焊接接頭性能弱化等問題。為了保證焊接接頭的使用性能,焊接的關鍵工藝措施有焊前預熱、控制層溫、及時且有效的焊后熱處理。焊前預熱溫度應在200~350℃,層間溫度應控制在200~300℃。但在四大管道配管焊接監測中,發現焊前預熱溫度不足、層間溫度較低的情況,有的不及時進行焊后熱處理,難以保證焊接接頭的質量,焊接后極易出現裂紋等缺陷。對此情況必須及時糾正,要求其嚴格按照焊接工藝施焊,對于焊接后出現裂紋的需打磨消除,必要時重新補焊。
2.2 焊接缺陷
四大管道焊接過程中常見的焊接缺陷有氣孔、夾渣、未熔合、焊接裂紋、咬邊、焊瘤、錯口等。這些焊接缺陷的存在,極大降低了焊接接頭的性能,對管道的運行埋下安全隱患。
在四大管道配管后檢測中,發現部分焊縫中存在氣孔、夾渣。對于存在氣孔、夾渣的部位,需打磨消除后并進行補焊。氣孔是在焊接過程中熔池中的氣泡在凝固時未能及時逸出而形成的空穴,夾渣是殘留在焊縫中的熔渣。由于氣孔、夾渣的存在,使焊縫的有效截面積減小,從而降低焊縫的強度,破壞焊縫金屬的致密性。為了防止氣孔、夾渣的出現,焊前應做好坡口的清潔工作,避免坡口存在油污、水分、銹跡;嚴格按規定保管、清理、焙烘焊條和焊劑;在焊接時選擇合適的焊接電流和焊接速度,避免焊接速度過快。
超超臨界機組四大管道用P91、P92、P122鋼屬馬氏體高合金耐熱鋼,存在焊接性能較差、冷裂紋敏感性強等缺點,在配管過程中若焊接工藝不合理極易出現根部未融合、冷裂紋等焊接缺陷。例如,某P92再熱熱段管道在焊接卡塊時,其T型接頭外觀成型不良,端部存在未熔合現象(見圖10);某P91主蒸汽管道對接焊縫表面存在多處淺層微裂紋,因表面自動焊蓋面道數少、厚度薄且焊后熱處理不及時造成的(見圖11)。未熔合是一種較嚴重的焊接缺陷,使焊縫出現間斷,破壞焊縫的連續性,大大降低焊縫的強度。對于存在未熔合缺陷處,應重新進行修磨、焊接。為防止未熔合缺陷,焊接時應正確選擇坡口尺寸、合理的焊接電流和速度,避免焊接電流過小、焊接速度過快的情況發生,坡口表面的油污和氧化皮清除干凈,密切注意坡口兩側的熔合情況。由于P91、P92、P122鋼中的合金元素含量較高(約10%),其淬硬傾向性大,對冷裂紋具有組織上的敏感性[13];焊后在焊縫冷卻過程中,由于奧氏體向馬氏體轉變存在組織應力,且焊縫中氫以過飽和狀態存在于馬氏體中,加劇了該區域組織的脆化,易產生冷裂紋。為防止冷裂紋的產生,可采用低氫型焊條,降低焊縫中擴散氫的含量;使用前對焊條進行焙烘,防止受潮;仔細清理坡口處的油污、水分、銹跡,減少氫的來源;進行焊前預熱、焊后緩冷,采取多層多道焊,控制一定的層間溫度;做好焊后熱處理和去氫處理,以去氫、消除內應力和淬硬組織,改善接頭韌性。
此外,在四大管道焊接中還經常出現咬邊、焊瘤、錯口等缺陷。咬邊是由于焊接電流過大、運條速度快、電弧拉得過長或焊角不合適而引起的。由于咬邊處存在較大的應力集中,應及時打磨、補焊以消除咬邊。焊瘤是由于運條不勻,造成熔池溫度過高,液態金屬凝固緩慢下墜,因而在焊縫表面形成金屬瘤。為防止焊瘤的出現,應嚴格控制熔池溫度,采用立焊、仰焊時電流應比平焊時小10% ~15%,使用堿性焊條時應采用短弧焊接,保持運條勻速。錯口是焊工在對口不合適的情況下進行點固和焊接,從而造成焊縫兩側母材不在同一平面上。錯口量大于10%母材厚度或超過4 mm,需切割、重新對口焊接,以消除錯口缺陷。

圖10 P92再熱熱段管道與卡塊的T型焊縫端部未熔合Fig.10 Incomplete fusion of T-weld end between P92 hot reheater pipe and the fixture block
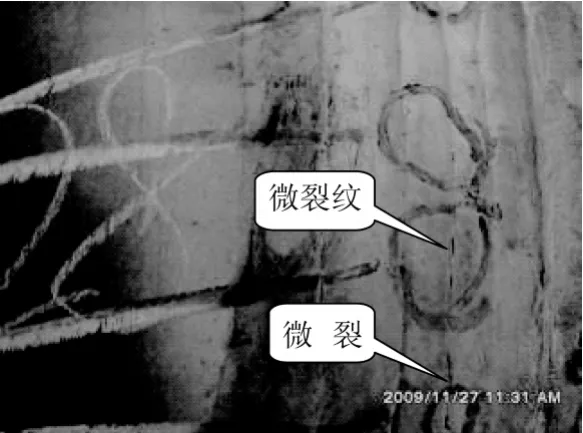
圖11 P91主蒸汽管道對接焊縫表面的微裂紋形貌Fig.11 Microcrack appearance of the butt weld in P91 main steam pipe
2.3 焊縫硬度異常
在四大管道配管過程中,經常發現焊縫硬度異常現象。焊縫硬度偏高會引起焊接接頭脆化傾向增加,韌性降低;焊縫硬度偏低,其高溫持久強度明顯下降[13-14]。DL/T 438—2009《火電廠金屬技術監督規程》規定P91/P92鋼的焊縫布氏硬度應控制在180~270[9]。《華能國際國產管件采購技術規程》規定15NiCuMoNb5的焊縫布氏硬度下限不低于母材硬度,上限為250;A691Gr1-1/4CrCL22的焊縫硬度下限不低于母材布氏硬度,上限為241,且不得高于母材布氏硬度值+100。對于焊縫硬度偏高,需重新進行回火熱處理;焊縫硬度偏低,需重新正火+回火處理,但次數不宜超過2次。
3 結語
(1)在配管前做好四大管道的表面質量檢驗工作,避免凹坑、裂紋、機械損傷等缺陷的存在,同時需根據相關標準的要求將直管段與管件的壁厚、彎曲度、不圓度等幾何尺寸控制在合格范圍內。
(2)由于金屬材料的硬度與強度之間密切相關,直管段與管件的硬度檢驗應予以高度重視。對于硬度偏低的需重新進行正火+回火處理,硬度偏高的重新進行回火處理,但最多不超過2次;否則不予使用。
(3)金相組織檢驗是保證材料具有合格使用性能的有力措施。在金相檢驗中,對于P91、P92鋼應注意控制其 δ-鐵素體含量最高不超過 5%;15NiCuMoNb5鋼為貝氏體鋼,其中鐵素體含量不應超過60%,否則其強度明顯下降。
(4)在四大管道配管過程中,應嚴格按照焊接工藝要求進行焊接,杜絕出現不規范的焊接操作行為,做好焊前預熱、消氫處理、焊后熱處理,防止各類焊接缺陷的出現,并及時進行消缺處理。
[1]趙欽新,朱麗慧.超臨界鍋爐耐熱鋼研究[M].北京:機械工業出版社,2009:1-18.
[2]朱寶田,周榮燦.進一步提高超超臨界機組蒸汽參數應注意的問題[J].中國電機工程學報,2009,29(S):95-100.
[3]周榮燦,范長信.超超臨界火電機組材料研究及選材分析[J].中國電力,2005,38(8):41-47.
[4]張俊峰,王黎明,仲學蘭.超超臨界火電機組主蒸汽、再熱蒸汽管道選材分析[J].華中電力,2010,23(4):49-52.
[5]武秀峰.超超臨界火電機組四大管道選材分析[J].電力科學與工程,2008,24(10):73-78.
[6]陳將軍,高光藩,王國棟.含凹坑缺陷管道的塑性拉伸失穩載荷分析[J].煤礦機械,2010,31(4):88-90.
[7]李志彪.含凹坑壓力管道受軸向彎矩時的極限載荷分析[J].化肥設計,2005,43(1):38-40.
[8]GB 5310—2008高壓鍋爐用無縫鋼管[S].北京:中國標準出版社,2008.
[9]DL/T 438—2009火力發電廠金屬技術監督規程[S].北京:中國電力出版社,2009.
[10]李益民,楊百勛,崔雄華,等.9% ~12%Cr馬氏體耐熱鋼母材及焊縫的硬度控制[J].熱力發電,2010,39(3):57-60.
[11]李益民,史志剛,蔡連元,等.P91主蒸汽管道高硬度和低硬度焊縫性能研究[J].熱力發電,2007,36(5):89-92.
[12]馬力深,鐘約先,馬慶賢,等.δ鐵素體對12%Cr超超臨界轉子鋼沖擊性能的影響[J].清華大學學報:自然科學版,2008,48(11):1887-1890.
[13]王麗娟,楊國輝.電站鍋爐SA335-P91高溫高壓蒸汽鋼管焊接工藝[J].電焊機,2010,40(8):71-75.
[14]王淦剛,趙建倉,趙艷芬,等.超超臨界火電機組新型鐵素體耐熱鋼焊接接頭硬度與性能試驗研究[J].現代焊接,2010(7):22-24.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24