雙環扣自動彎絲機總體設計
2011-08-26 08:05:04劉文學劉躍輝單根立
制造業自動化 2011年1期
劉文學,劉躍輝,單根立
LIU Wen-xue, LIU Yue-hui, SHAN Gen-li
(河北科技大學 機械電子工程學院,石家莊 050026)
0 引言
扣狀綁絲廣泛應用于建筑和環保領域中的捆綁和定型,需求量大。扣絲加工工序包括:校直、左端折彎270°、右端折彎270°、水平折彎90°、垂直折彎90°等工序。如圖1所示。目前國內主要依靠手工生產,生產效率低,勞動強度大,扣絲質量低。因此研發一種自動彎絲機將具有較強的實用性和現實意義。
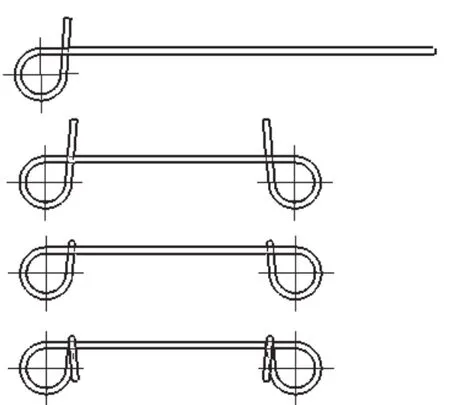
圖1 扣絲加工工序
1 總體結構及工作原理
總體結構:彎絲機主要由送絲校直系統、彎絲機構和PLC氣動控制系統組成。送絲校直系統由進絲塊、送絲校直機構(縱向和橫向校直輪對)、主從動送絲輪對、導絲塊、牽引力調節機構、減速電機、齒輪傳動副、電磁離合器組成。彎絲機構主要由斷絲機構、兩個270°旋轉折彎機構、水平折彎90°推板、彎絲壓頭、垂直折彎90°推板、導絲托板及氣缸組成。PLC氣動控制系統主要由PLC、氣動電磁換向閥、非接觸式電磁傳感器組成。其總體結構如圖2所示。
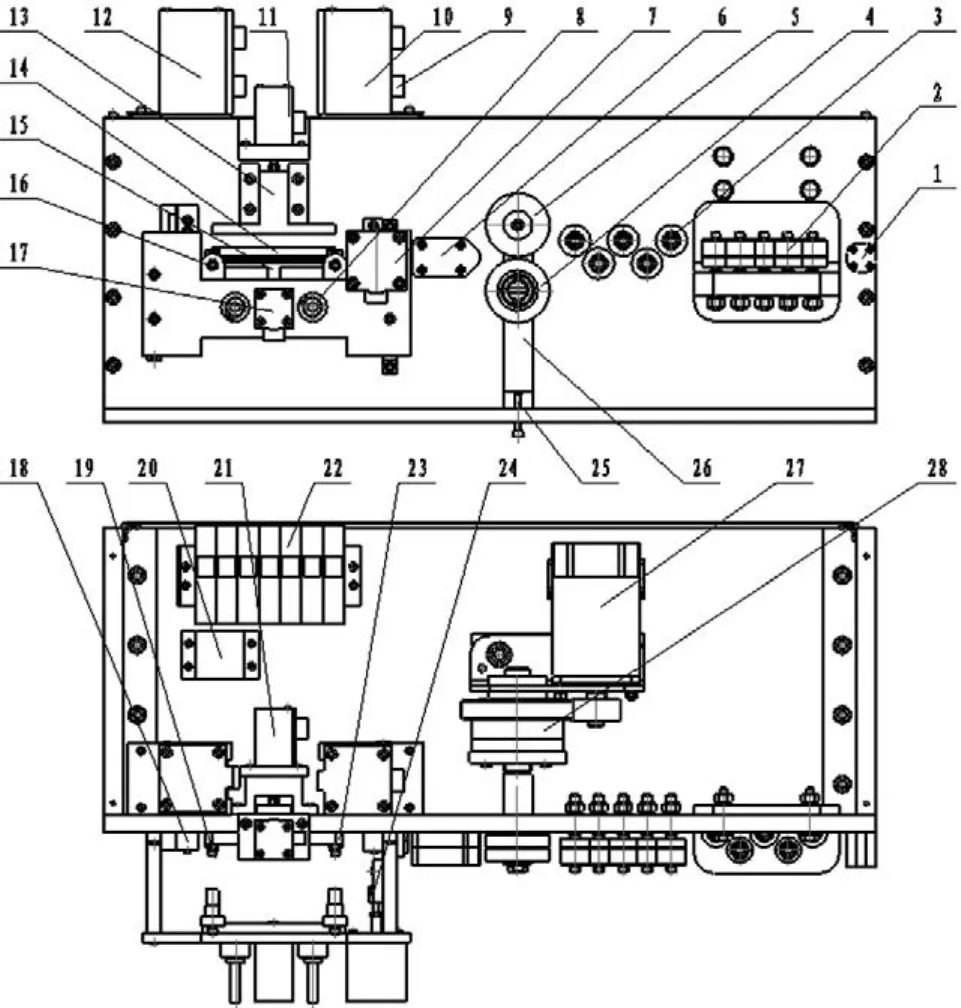
圖2 總體結構
工作原理:盤狀鋼絲經進絲塊纏繞在縱向和橫向校直輪對上,鋼絲端部穿過主從動送絲輪對圓柱表面間的V型槽進入導絲塊。啟動按鈕,電磁離合器嚙合,減速電機驅動主動送絲輪旋轉,主從動送絲輪對在摩擦作用下,牽引鋼絲實現校直,同時將校直后的鋼絲輸送進彎絲機構。此時,垂直折彎推板和導絲托板處于伸出狀態,兩板之間自然形成送絲通道,保證鋼絲順利通過左右彎絲頭,到達非接觸式電磁傳感器,送絲到位,電磁離合器斷開,送絲停止。垂直折彎推板和導絲托板退回,彎絲壓頭壓下,防止鋼絲滑出彎絲頭,左彎絲頭逆時針旋轉270o彎絲,切斷氣缸驅動動刀頭斷絲,右彎絲頭順時針旋轉270o彎絲,水平折彎推板推出,完成鋼絲水平折彎90o后退回,彎絲壓頭抬起,垂直折彎推板推出,完成鋼絲垂直折彎90o后退回,雙環扣狀綁絲最終成型,導絲托板伸出退料,垂直折彎推板伸出,電磁離合器嚙合,進入下一個工作循環。
折彎動作均通過氣缸驅動,其中彎絲頭旋轉270o采用氣缸驅動齒條帶動齒輪旋轉實現,通過彎絲頭上的彎絲立柱和彎絲圓柱頭夾持鋼絲旋轉實現270o的折彎效果。利用彎絲頭撥絲斜面撥動鋼絲,保證鋼絲絲頭旋轉過程中始終內嵌于鋼絲后面,為水平折彎90o提供可靠保證。如圖3所示。
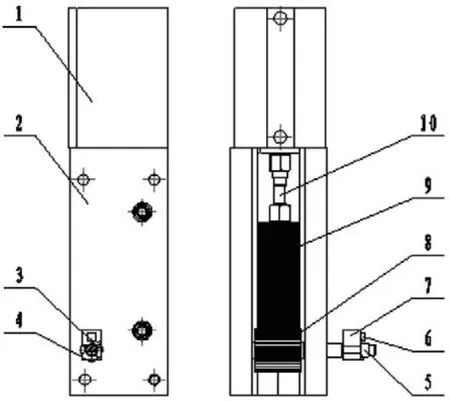
圖3 彎絲機構
通過調節螺釘調整主從動送絲輪對間彈簧預緊力的大小,實現改變摩擦牽引力大小的目的。由于采用彈簧預緊方式,防止了送絲過程中抱死。送絲到位與氣缸行程均通過非接觸式電磁傳感器控制。
2 PLC 氣動控制系統
PLC 氣動控制系統主要用來檢測傳感器信號,控制電磁離合器的開合以及氣動電磁換向閥換向,實現各氣缸的伸縮,從而實現各彎絲過程。控制系統流程如圖4所示。

圖4 控制系統流程圖
3 結束語
雙環扣自動彎絲機的開發能有效改變當前手工作業模式,實現扣絲的自動化生產。提高了產品的質量,提高了生產效率,降低了成本,減輕了工人的勞動強度,具有較好的市場前景。
[1]張焰輝, 趙敏杰, 賀吉良. 一種簡單實用的鋼絲輥式矯直器[J]. 金屬制品. 2000.10(5): 35-37.
[2]閆東升, 曹志清, 孔改榮. FDM工藝送絲驅動機構的摩擦驅動力分析[J]. 北京化工大學學報. 2003(3): 71-73.
[3]錢國新, 劉世杰, 郁偉, 祈建英. 電磁離合(制動)器的動作特性與選用計算[J]. 機床電器. 1999(1) : 32-38.
