TBM刀具檢修工藝的技術探討
2011-08-28 08:39:40強生龍
隧道建設(中英文) 2011年2期
關鍵詞:施工
強生龍
(中鐵隧道集團蘭渝鐵路西秦嶺隧道TBM項目部,甘肅武都 746025)
0 引言
TBM(隧道掘進機)作為長大隧道施工最有效的大型綜合機械,使用刀盤直接接觸掌子面進行破巖,因此安裝在刀盤上的刀具的使用和維修情況直接影響了隧道施工的進程。刀具的消耗是TBM施工成本中所占比例最大的項目之一,在西康鐵路隧道施工中凡使用過的刀具在拆卸維修時必須更換安裝新密封,原密封報廢,消耗量很大。盤形滾刀的密封由金屬環和橡膠圈組成,分析認為刀具密封失效的主要原因是溫度變化導致橡膠圈變質失去彈性,在某些條件下刀具的工作溫度比較高,損壞了膠圈的密封性,故刀具的正確檢修、TBM的操作、圍巖的強度直接影響刀具更換的頻率。要從維修刀具的可靠性來提高掘進速度、從降低消耗來降低掘進成本。現刀具的檢修必須根據施工中出現的各種情況,具體問題具體分析,區別對待,以TBM10.23型掘進機19"盤形滾刀的檢查和維修為例進行研究,以期指導TBM掘進施工。
1 刀具檢查維修目的
從刀具維修統計角度講,維修刀具后產生故障的比例不應超過5%,以減少對TBM利用率和掘進速度的影響[1]。
1)通過對刀具的檢查與維修,分析刀具及其零件的生產質量、前期檢修的質量、刀具安裝存在的問題、地質變化和TBM操作等因素對刀具損壞的影響,及時提出分析及反饋意見。
2)刀具維修中,不可盲目更換零部件。對損壞的零件應盡量修復,既要保證維修刀具的質量,又要嚴格執行零件報廢條件,做到物盡其用、控制成本。
3)掘進中減少刀具的事故性損壞。由于機器調向過大、不均勻地質段推進過快等原因造成刀具意外損壞的為數不少,這時的刀具往往損壞很嚴重,難以修復,因此,必須強化TBM正確操作和施工組織管理,減少事故性的損失。
2 維修前的刀具清理與檢查
從刀盤上更換下的刀具,要及時進行清理,將表面粘渣,尤其是內六角扳手孔及滑動密封腔內的粘渣要進行仔細清理。清理完成后進行以下項目的檢查,其結果記錄在《刀具維修檢查》[2]表中。
1)檢查刀具編號,并按編號進行登記,不清晰者,確認后補作。
2)檢查刀具外表是否有漏油、刀圈偏磨、端蓋螺栓松動或丟失、擋圈丟失和斷裂、M24螺孔損壞和螺栓斷裂等異常情況存在。
3)檢查刀圈的磨損量,用專用刀具卡規測量,傾斜狀磨損的刀圈要測量最大值和最小值。
4)檢查刀具軸承扭矩大小和轉動是否均勻。檢查扭矩前,一定要將密封腔內的渣土用高壓風清理干凈,檢查扭矩應轉動360°以上,凡有手感振動者為轉動不均勻。
3 刀具維修檢查項目的制定
根據刀具使用卡片(記錄每把刀上機掘進過程和刀具的維修過程)、刀盤日常檢查記錄(記錄刀具在刀盤上工作中發生過的漏油、螺栓松動等異常情況)和刀具維修前的檢查記錄制定各刀具的維修項目,并標記在刀具上。
刀具維修分為解體維修和不解體維修、刀圈切割更換與不更換及特殊部位的損壞(如螺栓孔損壞等)、修理等幾類。
3.1 刀圈的更換標準
1)正刀刀圈磨損量>30 mm、磨損量<30 mm但移位>5 mm,邊刀及中心刀磨損量>20 mm,刀圈斷裂、崩刃,更換新刀圈。
2)正刀刀圈磨損量<30 mm、邊刀及中心刀磨損量<10 mm的刀圈應保留再使用。
3)留用刀圈的刀具,若擋圈有丟失、斷裂者,應進行相應的維修。焊接正、邊刀擋環時,要使用銅墊,用3.2 mm焊條小電流進行焊接,焊加強鐵時,要與刀圈有3 mm的間隙。
3.2 刀具的不解體檢查維修條件
具備以下條件的刀具可不進行拆卸檢查維修:
1)正、邊刀扭矩為30~80 N·m且轉動均勻。
2)正刀軸承運轉<900 h,邊刀軸承運轉<300 h。
3)上次拆卸檢查后正刀運轉<300 h,邊刀運轉<150 h;正、邊刀的擋圈、端蓋螺栓、M24螺孔等均完好。
3.3 刀具的解體檢查維修條件
1)正刀軸承運轉≥900 h、邊刀軸承運轉≥300 h時,拆卸更換軸承。
2)上次拆檢后正刀運轉≥300 h,邊刀運轉≥150 h,應進行二次拆卸檢查維修。
3)正、邊刀扭矩<30 N·m或>80 N·m,轉不動或轉動不均勻者,都應拆卸檢查修理。
4)刀具漏油的,應拆卸檢查原因,進行修理。
5)端蓋固緊螺栓松動或斷裂及M24螺孔損壞和有斷螺栓不能取出者,要拆卸檢查維修。
6)中心刀正常磨損一個刀圈后,都要進行拆卸檢查,軸承報廢視檢測損壞情況而定。
具備以上條件的刀具要進行拆卸檢查維修。刀具拆卸后,要進行全面檢查,更換不可靠零件、橡膠圈和潤滑油,恢復軸承扭矩,提高刀具性能的可靠度。拆卸檢查過程中,每拆卸一個零件,都應對零件進行檢查,對異常損壞要進行分析和維修或更換,并進行記錄。
3.4 端面密封環的檢查維修與潤滑油的更換
1)拆開刀具后,首先檢查刀具的油量和油中是否有鐵末等雜物,把刀具內的油量分為油滿、有油、油盡(油干)幾種狀態。
2)油滿而油中無鐵末者,說明端面密封處于良好狀態,可繼續使用,但要更換橡膠圈。
3)對油中有鐵末和油已經有流失的密封狀態,其密封的金屬環不能直接使用,修理后可再使用,橡膠圈則應報廢。
4)對刀具拆卸后刀體腔內有石渣、泥漿且密封金屬環已斷裂或碎為幾段、橡膠圈撕裂的情況,端面密封應報廢,并應仔細分析其損壞原因。
5)根據施工中得出的經驗,正常使用的刀具換油周期定為300 h,這樣可使換油和密封環及軸承的檢查同時進行;對異常損壞的刀具,如漏油、偏磨等情況每次拆卸修理時都要更換新油。在加入潤滑油的同時,還應加入3~5 mL異味劑,這對刀具在掘進中漏油有靈敏的警示作用。
3.5 軸承的更換、維修及扭矩的恢復
1)檢查發現油中有鐵末和沙粒時,要仔細檢查軸承,一般都要更換軸承。
2)滾動體、外圈滾道、內圈滾道上有大于2 mm×2 mm面積剝落時,應更換軸承。
3)軸承滾柱的大端崩塊,應更換軸承。
4)軸承內外圈斷裂或有裂痕時,應更換軸承。
5)軸承外圈滾道產生波狀變形(用手觸摸檢查外圈滾道時,有明顯的波狀感)、檢測隔離環厚度以調整軸承扭矩時百分表跳動大于0.15 mm,這2種情況都應更換軸承。
6)刀具軸承預緊的轉動扭矩修復。軸承的預緊扭矩正、邊刀為40~80 N·m,中心刀為60~120 N·m。控制扭矩用隔離環的厚度,根據百分表測得的數據,經查表可得,磨制時,應控制平行度,偏差不應超過0.015 mm。
經過使用運轉后的刀具,扭矩一般要降低。拆卸檢查刀具時,要檢測隔離環厚度,一般是減薄隔離環,以增加扭矩,恢復刀具軸承的預緊度。
3.6 刀體的維修
見圖1。
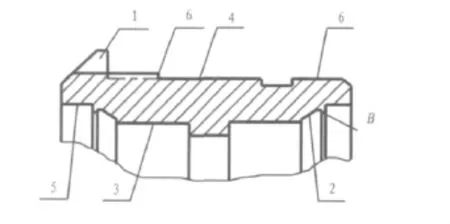
圖1 刀具結構示意圖
1)刀具嚴重偏磨,刀體外表面6,4嚴重損壞時應報廢。
2)邊刀刀體的刀圈軸向定位擋肩部位1被磨損,在高度小于3 mm時,應報廢。
3)表面5變形,若變形不大,可用手砂輪打磨或車床加工修復,變形大者則應報廢。
4)表面2為端面密封橡膠圈安裝座,由于軸承保持架損壞后,刮傷其表面,也有的產生與表面5相連的變形,一般可用手砂輪打磨修復。
5)表面3為與軸承外圈配合面,拉毛時,經打磨后可使用。若外圈壓入時失去緊度,應進行縮徑(可暫時用沖子打若干麻點以增加預緊,最好進行刷鍍)后再使用。
6)B部磨損后,不便仰裝密封環,應改變安裝順序使該側向上。
7)表面4是與刀圈內孔的靜配合面。熱裝新刀圈前,只能對該表面拉傷凸出點進行打磨。
8)中心刀刀體兩側環狀密封面(寬度為3~4 mm)有銹蝕及傷痕時,要進行研磨修復,研磨不能修復的要送工廠修理。
3.7 正、邊刀刀蓋的損壞與維修
見圖2。
1)A部的局部磨損,一般的情況下可繼續使用。拆檢刀具時,可將邊刀刀蓋換裝到正刀上,或將外側刀蓋換至內側裝配,磨損嚴重者,送工廠維修。
2)1表面外圓周磨損,不嚴重者,可繼續使用,拆檢刀具時也可左右交換安裝。
3)1表面的C部的局部變形和刀體的表面5的變形同時產生,一般經修理校正后可使用。
4)2表面由于軸承保持架損壞后被拉傷,可修磨后使用。
5)刀軸受力時,產生彎曲變形,將刀蓋孔3表面的D部咬傷,修磨后可以使用。
6)B部和刀體B損壞的修理方式相同,應改變安裝順序以便安裝密封環。
7)4表面為M24螺孔,一般的損傷是螺紋有變形,可用絲攻修理。螺紋損壞2牙以上時,不能使用;螺紋孔內有斷螺栓不能取出時,無法使用。
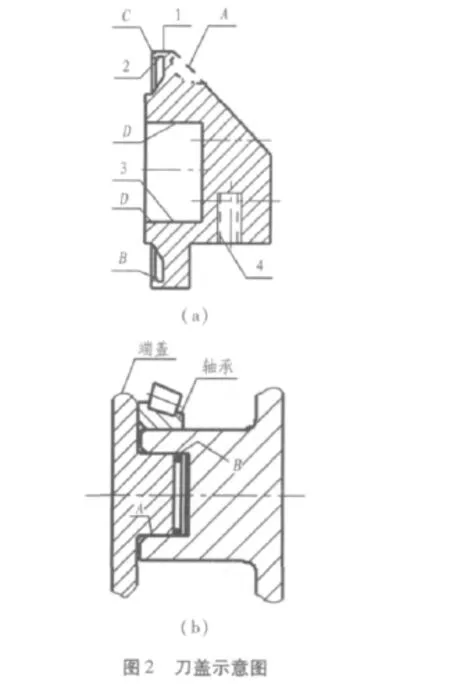
3.8 中心刀端蓋及軸的損壞與修理
掘進中,在軸承受力的情況下,端蓋左右擺動,使端蓋和軸在A,B 2部位磨損。輕者在不影響“O”型橡膠圈密封性能的前提下,可以使用。
3.9 正、邊刀刀軸的損壞與維修
刀軸與端蓋內孔接觸部位被擠傷,修磨后使用,裝配時,按原部位旋轉90°裝配。刀軸兩端M16螺孔內有斷螺栓不能取出者,不能使用。
3.10 刀具的報廢
刀具的報廢以刀體的報廢為依據。刀具上除刀體以外的其他零件損壞失效后都可更換,但刀體報廢后,該編號的刀具作報廢處理。用新刀體組裝的一把新刀,要給該刀一個新的編號,使用時建立記錄該工作履歷的使用卡片。對購進的新刀,有編號者,應檢查刀號是否重復,無編號者,應進行編號。
4 刀具檢查與維修的工藝過程
見圖3。
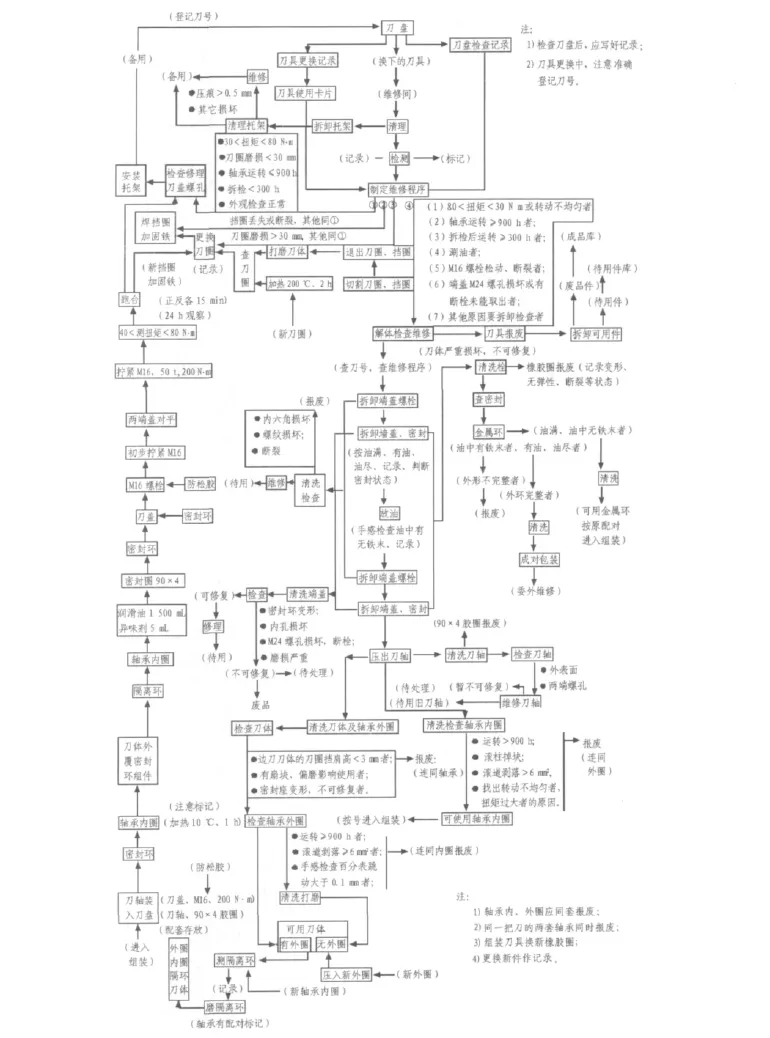
圖3 刀具檢查與維修工藝過程Fig.3 Cutter inspection and maintenance technology
5 刀具拆卸檢查與維修中的注意事項
1)對解體拆卸的刀具零件應進行仔細清洗,留用零件按刀號成組保存;端面浮封環成對保存;拆卸軸承時,應檢查標記,按標記成對保存;新軸承經檢測隔離環厚度后,應作配對標記,成對存放。
2)對留用待裝零件,應仔細去除毛刺后方可組裝,刀軸與刀蓋孔進行試裝后再進入組裝。
3)一套軸承中報廢一件(內圈或外圈)則全套報廢。一把刀具中,2套軸承應同時更換。
4)拆卸刀具應更換所有橡膠圈。
5)加入潤滑油、異味劑不可超量。
6)對扭矩大的刀具(新刀、舊刀),一定要拆卸檢查原因,禁止用刀具跑合來降低扭矩。
7)安裝和拆卸時一般不使用錘擊。
8)正、邊刀組裝后,對刀蓋上的M16、M24螺孔用絲攻(二攻)進行清理,攻入深度要達到使用要求。
9)刀具檢查維修過程的重點環節是維修前的檢查與維修程序的制定、刀具解體時的檢查、軸承的檢查及更換、扭矩的調整、滑動密封的檢查與更換,因而在檢修過程中必須予以高度重視[3]。
正確檢修及使用刀具,使刀圈的實際磨損量不小于允許磨損量的90%。刀圈的使用量大,且價格昂貴,必須充分利用,減少刀圈消耗。合理使用軸承,充分發揮軸承的使用壽命。軸承消耗量大,價格昂貴,西秦嶺隧道出口TBM施工中,刀具軸承費用占刀具費用的17%。合理使用密封,充分發揮密封的使用壽命。密封的消耗量大,價格昂貴,秦嶺隧道出口TBM施工中,刀具密封費用占刀具費用的10%。經過分析與試驗,大部分密封被重復使用,部分經維修后再使用,大大減少了密封的消耗。減少刀體、刀蓋、刀軸等大件的消耗。這些大件造價高,使用中往往發生變形和磨損,能否繼續使用,較難判定。必須制定正確的檢定標準和檢測方法,并要用校正、刷鍍等方法進行恢復性修理,減少這些零件的消耗。減少掘進中刀具的事故性損壞。由于TBM調向過大、圍巖不均勻地質段推進過快造成刀具意外損壞,一般都很嚴重,難于修復,影響大。必須改進操作和施工組織與管理,減少這些事故性的損壞和造成的損失。
6 結論
實踐證明,完善后的刀具檢修工藝,完全能夠滿足TBM施工要求,只要嚴格按照此工藝執行,即可確保掘進過程中不會出現掘進操作錯誤以外的非正常損壞,為減少刀具更換時間、爭取掘進時間、提高TBM利用率、降低隧道施工成本等方面作出了巨大貢獻。
[1] 張宏達,劉東亮,謝大文,等.北京鐵路地下直徑線盾構機刀盤改造技術探討[J].隧道建設,2011,31(S):467-470.
[2] The Robbins Company.Service Manual Model MB332-5&336[M].USA:[s.l.],2009.
[3] 王夢恕,劉啟山.巖石隧道掘進機(TBM)施工及工程實例[M].北京:中國鐵道出版社,2004.
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48