簡化編程與子程序嵌套的應用
2011-08-29 05:39:46董守勛
科技傳播 2011年24期
聶 晶,董守勛
鄂東職業技術學院機械工程系,湖北黃岡 438000
0 引言
子程序多層嵌套在數控銑床及加工中心手工編程的教學中屬一大重點,本案例綜合簡化編程指令和多層子程序嵌套來闡述主程序與子程序,子程序與子程序之間的邏輯關系。
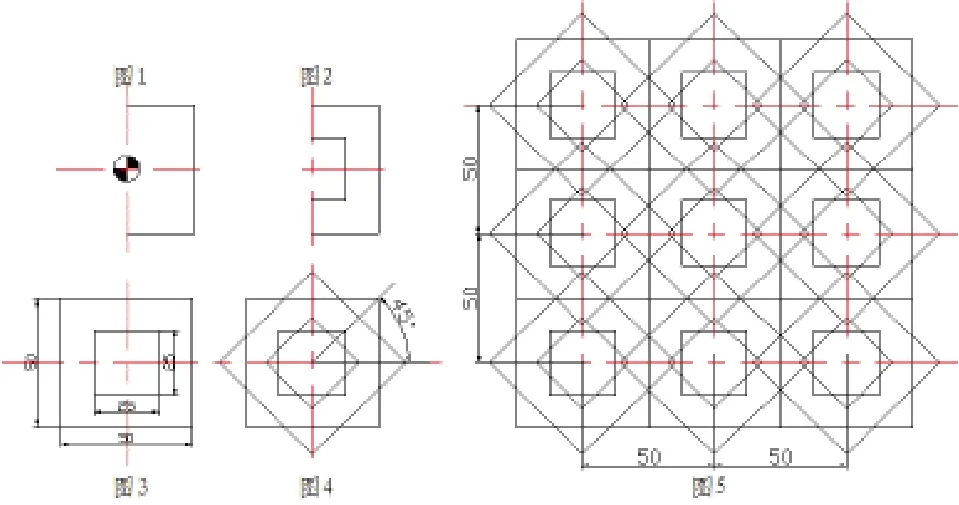
見下圖,若編程原點G54設定在邊長為50mm正方形輪廓上表面對稱中心處。可以運用所學簡化編程及子程序指令對其進行綜合編程。正方形輪廓以Y軸作為對稱軸,則只需編制出正方形的對稱輪廓。
此零件結合所學簡化編程:縮放(G50,G51)、鏡像(G24,G25)、旋轉(G68,G69)及子程序(M98/M99)等指令的綜合應用,以鍛煉學生編程邏輯思維為目的。
1 鏡像功能

鏡像功能G24 G25格式:G24X_Y_Z_M98P_G25X_Y_Z_說明:G24:建立鏡像;G25:取消鏡像;X、Y、Z:鏡像位置。當工件相對于某一軸具有對稱形狀時,可以利用鏡像功能和子程序,只對工件的一部分進行編程,而能加工出工件的對稱部分,這就是鏡像功能。
2 縮放功能

縮放功能G50 G51格式:G51X_Y_Z_P_M98P_G50說明:G51:建立縮放;G50:取消縮放;X、Y、Z:縮放中心的坐標值;P:縮放倍數。

在G51后,運動指令的坐標值以(X,Y,Z)為縮放中心,按P規定的縮放比例進行計算。
3 旋轉功能

旋轉功能G68 G69格式:G17G68X_Y_P_或G18G68X_Z_P_或G19G68Y_Z_P_M98P_G69說明:G68:建立旋轉;G69:取消旋轉;X、Y、Z;旋轉中心的坐標值;P:旋轉角度,單位(°),0≤P≤360在有縮放功能的情況下,先縮放后旋轉
4 子程序的格式

在程序開頭必須規定子程序號,以作為調用入口地址。在子程序的結尾用M99,以控制執行完該子程序返回到主程序。
5 調用子程序的格式
M98 P L
P:被調用的子程序號
L:重復調用次數,當不指定重復次數時,子程序只調用一次。
6 子程序可由主程序調用,被調用的子程序也可以調用另一個子程序
當主程序調用子程序時它以被認為是一級子程序,子程序可以嵌套8級。
如圖所示:

圖形分析:通過圖形可知,程序只要求編出正方形的一半,通過縮放,鏡像,旋轉,子程序嵌套,把握好各子程序之間的邏輯關系,最后得出圖5所示的圖形。
編程環境:HNC-21M系統 切削參數:根據實際情況,讀者自行給定,本例不作參考。

程序正文及注解說明
圖1為子程序100所做正方形的對稱輪廓,圖2為子程序200調用子程序100的零件輪廓,圖3為子程序300調用子程序200的零件輪廓,圖4為子程序400調用子程序300的零件輪廓,圖5為子程序500被子程序600調用后的輪廓。
編程中要體會各子程序的作用和相互之間的嵌套關系,在編制輪廓時一定要注意子程序的起點和終點要為同一點處。
為方便讀者在實際應用中對程序進行調試,筆者保持了其完整性,確保程序能在HNC-21M系統的機床上運行,該程序已在數控銑床上進行過實際運行驗證。
7 結論
在數控銑/加工中心的編程中,凡零件中具有對稱輪廓或有多個相似的輪廓部分時,可以靈活地綜合采用簡化指令及子程序嵌套指令編程,這樣不僅可以縮短程序行,而且還可以減少所占的內存,運用嫻熟,往往可以起到事半功倍的作用
[1]武漢華中世紀星銑床數控系統HNC-21/22M編程說明書,2002,11.
[2]武漢華中數控股份有限公司.數控銑床編程與操作基礎,2010,3.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
中華詩詞(2022年6期)2022-12-31 06:41:24
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
中國科技論壇(2017年7期)2017-07-25 08:49:53
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
