中厚板連鑄坯表面角部橫裂紋成因分析與預防措施
2011-09-23 03:43:50李黑山
科技傳播 2011年1期
關鍵詞:裂紋
李黑山,陳 蒙
寶鋼股份,上海 201900
中厚板連鑄坯表面角部橫裂紋成因分析與預防措施
李黑山,陳 蒙
寶鋼股份,上海 201900
中厚板連鑄坯表面角部橫裂紋是一種常見的鑄坯表面缺陷。本文結合寶鋼羅涇二號連鑄機鑄坯實際生產情況和鑄坯實物質量情況,初步分析了鑄坯表面角部橫裂紋成因,從鑄機設備狀態、鋼種化學成份、工藝參數等幾個方面提出了預防措施,指導生產管理和操作,有效控制中厚板連鑄坯表面角部橫裂紋的產生。
中厚板連鑄坯;角部橫裂紋;成因;預防措施
0 引言
目前,寶鋼羅涇二號連鑄機生產的鑄坯存在表面角部橫裂缺陷,鑄坯需要下線人工火焰清理,對產品質量、能源消耗、生產成本和物流成本等方面造成制約性影響。
1 寶鋼羅涇二號連鑄機目前鑄坯角裂情況
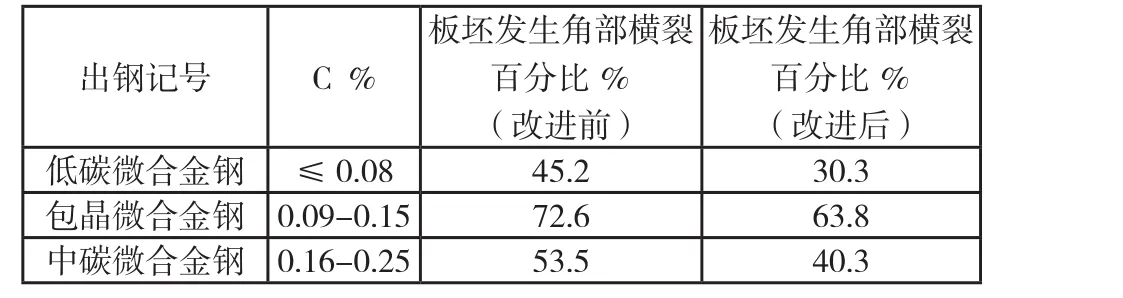
目前在寶鋼羅涇二號連鑄機生產的鑄坯中,角部橫裂紋產生的現象較嚴重,上半年的精整實績中,板坯角部橫裂發生比例約占總比例的50%以上。按照鋼種碳含量不同,對部分鋼種發生角部橫裂比例情況進行統計(如表1)。
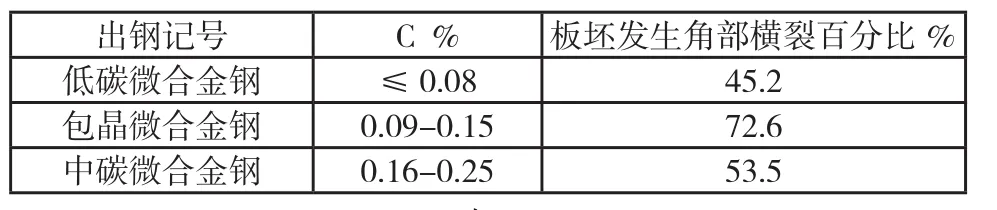
表1
從表1中可以看出,各鋼種角部橫裂發生比例均較高,其中包晶微合金鋼角部橫裂≥2級(角裂≥2級:角橫裂紋長度≥10mm)的鑄坯占檢查鑄坯總數的72%,中碳微合金鋼為50%,低碳微合金鋼為31%。由此表可以看出,包晶微合金鋼特別容易產生角部橫裂紋。
2 鑄坯表面角部橫裂紋產生部位與形貌特征
2.1 鑄坯表面角部橫裂紋宏觀形貌
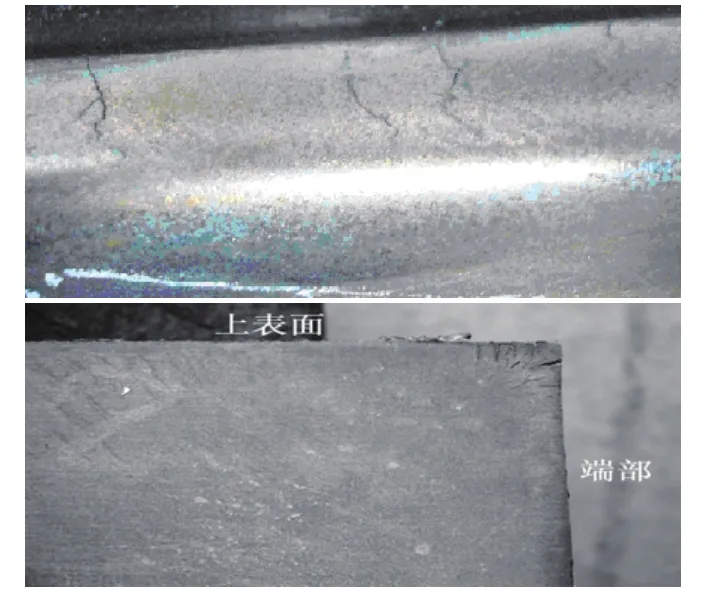
圖 1 鑄坯表面角部橫裂紋宏觀形貌
圖1所示是中碳包晶鋼鑄坯表面角部的橫裂紋,從圖中可以清楚看到它是位于鑄坯角部的一種細小的橫裂紋,裂紋主要分布在鑄坯角部,通常在振痕波谷處,裂紋長度通常為5mm~30mm,裂紋寬度約1mm~2mm,裂紋深度大約2mm~5mm。
2.2 角部橫裂紋微觀形貌
鑄坯角部橫裂紋的微觀金相形貌如圖 2所示。通過檢查分析,角部橫裂紋在連鑄坯內、外弧側的角部振痕波谷處都有發生。在鑄坯角部開裂,分別向連鑄坯寬面和窄面延伸。

圖2 鑄坯角部橫裂紋的微觀金相形貌
根據試驗情況,鑄坯出結晶器900mm左右已經有角部裂紋,因此可推斷可能在結晶器內鑄坯角部振痕已有微裂紋或者星狀龜裂紋產生,在受矯直應力的作用下,細小裂紋擴展成角部橫裂紋。
2.3 角橫裂紋成因和機理分析
關于連鑄鑄坯表面角部橫裂紋,國內外已發表了大量關于在鋼的連鑄過程中出現鑄坯裂紋及其形成機理的論文。目前大多數研究者認為角橫裂紋是在鑄坯凝固過程中產生的。比如Mintz認為鋼中N易與Al、V、Nb等元素形成氮化物在晶界析出而降低鋼的熱塑性,促進了裂紋的發生。Harada等研究發現偏析是橫向裂紋的起源,振痕下容易發生裂紋并在奧氏體晶界發展,并最終形成大量的橫裂紋。
2.4 鑄坯表面角部橫裂紋產生的影響因素
2.4.1 化學成分因素對鑄坯表面角部橫裂紋的影響
C含量為0.09%~0.15%之間的鋼液凝固時,可能會發生較大的體積收縮和線收縮,極易產生角部橫裂。因此,在鋼種成分允許的前提下,鋼中的[C]應盡量避開0.09%~0.15%范圍。可以減少板坯角部橫裂紋發生機率。
2.4.2 鋼水溫度和拉速的影響
目前在羅涇二號連鑄機技術規范中規定了中間包溫度對拉速的管理基準,中間包溫度和拉速對應關系。在中間包溫度方面,從前工序出來的鋼水溫度明顯偏高,每個鋼種在澆注時目標過熱度為20℃,而實際在澆注時經常達到25℃~30℃,被迫降速,且低拉速下振動頻率減慢,振痕加深,增加了應力集中。
通過分析鋼水過熱度和拉速波動過程中板坯的角裂發生比例,在鋼水過熱度和拉速的控制不當時,相應板坯角裂發生也較嚴重。
2.4.3 結晶器冷卻水
結晶器冷卻水過大會引起坯殼冷卻不均,在鑄坯表面形成各種裂紋,在澆鑄包晶鋼時,由于包晶相變,凝固坯殼產生較大的凝固收縮,使得結晶器彎月面出的出生坯殼凝固不均勻,這種坯殼不均勻程度隨著結晶器冷卻強度增加而加劇。
在澆鑄包晶鋼鋼種時,有的保護渣在結晶器內鋼液表面上鋪展性不好,澆鑄過程中在結晶器角部熔融性不均勻,有渣條出現。渣條吸收鋼水中的氧化鋁夾雜物后性能發生改變,容易被卷入彎月面改變結晶器角部的熱流密度,不利于初生坯殼的冷卻和潤滑,導致應力集中而產生角部橫向裂紋。實踐表明,保護渣結晶溫度和堿度較低,粘度較高,形成的渣膜較薄,加快了向銅板的傳熱速度,不利于坯殼的均勻冷卻,導致角部裂紋的產生。
2.4.5 二次冷卻方式
鑄坯成批發生角部裂紋后對鑄機二冷水進行了檢查,發現:一是二冷噴嘴堵塞嚴重,二是二冷氣水比例失調,造成鑄坯冷卻不均勻,邊角部產生局部應力,加劇了角部裂紋的擴展。另外,發現個別輥的軸承座漏水嚴重,造成角部溫度過低,也是誘發鑄坯角部橫裂的一個因素。
2.4.6 結晶器振動
由于結晶器振動主要作用是產生負滑脫,使坯殼和結晶器壁分離,負滑脫時間越長,振痕越深,容易產生表面和角部橫裂紋,結晶器振動負滑脫時間大小將影響角部橫裂紋的產生。
2.4.7 結晶器錐度對鑄坯表面角部橫裂紋的影響
結晶器的兩個窄面錐度降低,錐度太大會增加坯殼的應力,增加產生裂紋的機率。結晶器錐度過大,鑄坯出結晶器下口時,摩擦力過大,會導致鑄坯產生角部橫裂。將錐度適當減小,角部橫裂會得到一定程度的改善。
文件出臺保障戰略目標。為貫徹落實自治區“8337”發展思路中的“五個基地”“兩個屏障”“一個橋頭堡和沿邊經濟帶”建設和實現未來五年全區水利投入達到1 000億元的戰略目標,水利廳出臺了《關于貫徹落實“8337”發展思路構筑水生態治理與水安全保障體系的實施意見》;編制了 《內蒙古2013—2017年重點水生態治理與水安全保障工程規劃》,規劃總投資1 952.58億元;制定印發了《水利廳關于黃河兩岸綠化與堤防建設的指導意見》。截至11月15日,全自治區已下達水利建設投資63億元,預計全年全社會水利固定資產投資突破130億元。
2.5 預防措施
2.5.1 控制鋼水溫度和拉速
在作業區嚴格推行標準化作業,在生產時要求前工序嚴格控制到達回轉臺的鋼水溫度,從而保證中間包鋼水過熱度在目標范圍內。使得拉速隨中間包鋼水溫度的降低而提高,在一定程度上減少了鑄坯角部橫裂紋的發生。
2.5.2 降低冷卻強度
首先降低結晶器冷卻水量,在調試過程中,將結晶器窄面兩側的冷卻水量適當降低,改進前后的參數。如表2所示:

表2
降低結晶器窄面冷卻水量之后,使得結晶器窄面冷卻強度降低,冷卻更加均勻,減少鑄坯角部的橫裂紋產生。同時將二冷冷卻強度降低,在澆鑄包晶鋼時,特別將2#回路冷卻水流量進行了改進,2#回路也是對結晶器窄面進行冷卻的,改進的二冷水參數,減弱了二冷強度,從而使得冷卻更加均勻,降低鑄坯角部橫裂紋的產生幾率,同時發現板坯的角裂相對較細較淺。
2.5.3 調整結晶器錐度
結晶器倒錐度是鑄坯連鑄機的一個重要參數。因為鋼水從液態到固態有一個體積縮小的過程,結晶器必須有一個合適的倒錐度才能滿足坯殼體積收縮的要求,倒錐度太大或太小都會影響鑄坯的質量,必須根據鑄坯斷面尺寸、鋼水特點、實際收縮比,采用合適的結晶器倒錐度。
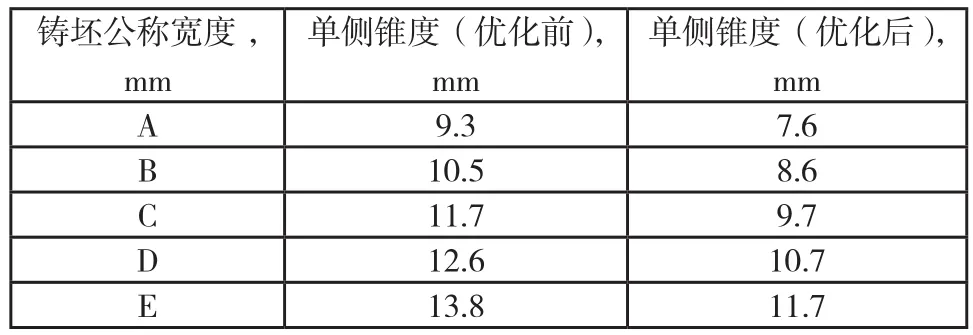
表3
通過調節優化結晶器倒錐度參數,板坯角裂發生比例有所降低,低碳微合金鋼、包晶微合金鋼、中碳微合金鋼角裂對比優化之前均有所降低。
2.5.4 結晶器振動
由于結晶器振動參數對鑄坯角部橫裂紋產生一定的影響,將大厚度的包晶鋼鋼種的結晶器振動參數做了相應的調整,如表所示。從表4中可以看出,調整后,在一定的拉速情況下,振幅變小,振動頻率增大,有利于減少角部裂紋的產生。
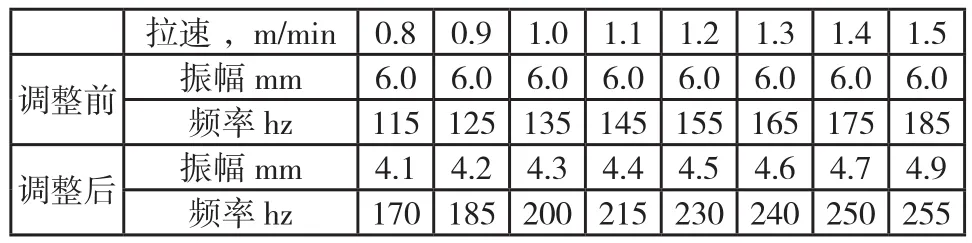
表4
2.5.5 連鑄機扇形段和輥縫標定
每次更換扇形段之后以及定期進行扇形段標定,使得扇形段位置達到目標要求。定期走輥縫儀,每次更換扇形段后,都要進行對弧,保證扇形段對中良好。

圖3 采取措施前輥縫圖

圖4 采取措施前的弧度圖

圖5 標定后的輥縫圖
圖6 標定和對中后的弧度圖
從上圖(3、4、5、6)輥縫標定、弧度對中前后的對比圖可以看出,輥縫重新標定、弧度對中之后,設備狀態明顯改善,分析對應時間生產的鑄坯表面角裂也得到有效控制,明顯減少。
因此,建議每次更換扇形段之后,定期進行扇形段標定,使得扇形段位置達到目標要求。定期走輥縫儀,每次更換扇形段后,都要進行對弧,保證扇形段對中良好。這樣可以有效控制鑄坯表面產生角部裂紋。
3 結論
改進后比改進前,板坯發生角部橫裂百分比有所下降,目前雖然還沒有完全消除鑄坯表面角部橫裂紋,具體的成因機理和改善措施仍需要深入研究,但是通過攻關,寶鋼羅涇二號連鑄機的角部橫裂紋得到控制和減少,特別是鑄坯上表面角部橫裂紋減少更為明顯。
建議從如下幾方面制定預防鑄坯表面角部橫裂紋的措施:1)產品成分設計過程中控制碳含量,盡量避開包晶凝固區;2)調整優化和穩定工藝參數。降低一冷、二冷強度,采用平穩的熱冷卻,控制矯直鑄坯溫度;采用合適的保護渣,可以減少振痕和防止坯殼粘結;3)對鑄機設備狀況狀態動態監控。良好的鑄機輥縫和弧度;調整振動參數,采用高頻率、小振幅結晶器振動,保持結晶器液面穩定,可以減緩板坯角裂發生。
[1]朱苗勇,等.現代冶金學[M].北京:冶金工業出版社,2005:326-357.
[2]H.T.Tsai1,H. Yin1,M. Lowry1 and S. Morales2. Analysis of Transverse Corner Cracks on Slabs and Countermeasures. AIS Tech 2005 Proceedings-Volume II.
[3]干勇,等.現代連鑄鑄鋼使用手冊[M].北京:冶金工業出版社,2005:507-514.
[4]魏立國,等.寶鋼厚板邊裂成因與分析[J].寶鋼技術,2006(6):47-50.
[5]莊萬錦.攀鋼連鑄坯角橫裂缺陷產生的原因與對策[J].四川冶金,2004(2):21-24.
[6]職建軍.寶鋼連鑄鑄坯角橫裂缺陷的改善[J].鋼鐵,2001(1):22-24.
Reasons Analysis and Preventive Measures of Transverse Corner Crack on the Surface of Medium and Heavy Continuous Casting Slab
LI Heishan,CHEN Meng
Baosteel, ShangHai 201900
Transverse corner crack on the surface of medium and heavy continuous casting slab is a kind of common surface defects.Combining Baosteel Luo Jing No.2 continuous casting machine in actual production condition and slab quality,the papers analyse the reasons and generating mechanism of transverse corner crack on the surface of medium and heavy continuous casting slab ,and describes some preventive measures from the aspects of state of continuous casting machine equipments, steel grade and chemical composition,process parameters etc.These preventive measures can instruct production management and operation and can effectively control Transverse corner crack to improve slab quality.
continuous casting machine; transverse corner crack; preventive measures
TF777
A
1674-6708(2011)34-0094-03
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38