注塑級環保竹粉/聚丙烯復合材料的性能研究
2011-09-25 04:04:22王浩江楊育農
合成材料老化與應用 2011年1期
耿 偉,劉 煜,王浩江,王 斌,楊育農
(廣州合成材料研究院有限公司,廣東廣州,510665)
注塑級環保竹粉/聚丙烯復合材料的性能研究
耿 偉,劉 煜,王浩江,王 斌,楊育農
(廣州合成材料研究院有限公司,廣東廣州,510665)
選用纖維強度較高的竹粉做原料,通過對纖維預處理以及對改性技術進行研究,并使用聚烯烴的接枝改性物作為界面相容劑來制備木塑復合材料。結果表明,經過界面增容和添加功能助劑,可在較低溫度下進行竹粉/聚丙烯復合材料的生產,同時復合材料的流動性能夠滿足注塑工藝的要求。在三種聚烯烴接枝改性物中,聚丙烯接枝馬來酸酐對復合材料竹粉/聚丙烯界面相容性的總體改善效果優于乙烯-辛烯共聚物接枝馬來酸酐和聚乙烯接枝馬來酸酐,在竹粉用量為 40% (質量分數)時,復合材料的綜合力學性能較優且具有濃郁的木香味。
注塑;竹粉;聚丙烯;復合材料
近年來,利用木材廢棄物作為熱塑性塑料的填料或增強材料制造木塑復合材料 (wood-plastics composites,縮寫為 W PC)逐漸引起人們的重視。木塑復合材料產品充分體現了可再生資源的有效利用與石油產品的循環利用,它的興起對于緩解當前木材與石油資源緊缺、廢棄物回收利用困難和環境污染嚴重等亟待解決問題,具有十分重要的意義[1]。
通常,木塑復合材料中植物纖維的添加量大于40%,并且植物纖維和熱塑性樹脂的相容性較差,這使得木塑復合材料熔體的流動性變差,導致木塑復合材料的加工性能和制品的綜合性能變差[2]。此外植物纖維在 200℃就開始炭化分解,這就要求木塑復合材料的成型加工溫度要低于 200℃[3]。目前市場上的木塑復合材料大多數是采用擠出成型的加工方法,而對于形狀復雜的產品就不適用。注塑成型可以得到復雜形狀的制品,但要求木塑復合材料熔體的流動性好;注塑成型的加工溫度要高于擠出成型的加工溫度,這還要求木塑復合材料可耐高溫加工,以上兩點限制了木塑復合材料的注塑成型[4]。
本實驗選用纖維強度較高的竹粉纖維做原料,通過對纖維預處理以及改性技術進行研究,并使用不同的聚烯烴的接枝改性物作為木塑復合材料界面的相容劑,研究了不同的界面相容劑對復合材料的綜合性能的影響。
1 材料和方法
1.1 實驗材料
竹粉,100目,市售;聚丙烯 EPC30R-H,茂名石化;聚丙烯接枝馬來酸酐 (PP-g-MAH)和乙烯-辛烯共聚物 (POE)接枝馬來酸酐 (POE-g-MAH),市售;聚乙烯接枝馬來酸酐 (PE-g-MAH),自制;抗氧劑 168和抗氧劑 1010,市售;硅烷偶聯劑,市售;硬脂酸鈣,市售。
1.2 主要設備和儀器
HT-30平行同向雙螺桿擠出機,南京橡塑機械廠;BT80V-Ⅰ注塑機,廣州博創機械有限公司;熔融指數儀,承德德盛試驗機有限公司;XLD-液晶電子拉力試驗機,承德市金建檢測儀器有限公司;XJU-5.5懸臂梁沖擊試驗機,承德市金建檢測儀器有限公司。
1.3 竹粉/聚丙烯復合材料的制備
將 40份 (復合材料總質量記為 100份)的竹粉進行干燥、硅烷偶聯劑表面改性等前處理,然后同聚丙烯 EPC30R-H、界面相容劑和其他各種助劑在高速攪拌機中混合均勻,在 140℃-165℃的溫度下經過雙螺桿擠出機共混造粒,再利用注塑機在160℃的溫度下制備標準試樣進行測試。主要工藝流程圖如下:
1.4 性能測試
在溫度為 230℃,負荷為 2.16kg的條件下,使用熔融指數儀測試復合材料的熔體流動速率。
在拉伸速率為 20mm/m in的條件下,使用電子拉力試驗機測試材料的拉伸性能。
在速率為 2mm/m in,撓度為 6mm的條件下,測試材料的彎曲強度。
選用 2.75J的擺錘,測試材料的懸臂梁缺口沖擊強度。
2 結果與討論
2.1 流動性能
表 1給出了純聚丙烯基體和添加了不同相容劑的竹粉/聚丙烯復合材料的熔體流動速率測試結果。

表 1 純聚丙烯和竹粉/聚丙烯復合材料的熔體流動速率Table 1 The melt flow rate of polypropylene and bamboo flour/polypropylene composites
由表 1可知,添加了竹粉后復合材料的流動性比聚丙烯基體的流動性有不同程度的降低。但是,在經過相同條件下用硅烷偶聯劑處理竹粉之后,添加了 PP-g-MAH來作為界面相容劑的復合材料的流動性降低最少,這是因為這種相容劑的流動性好并且非極性一端與基體的相容性最好,在熔融狀態時,能很好地將外力傳遞給填料,帶動填料和基體一起運動[5]。作為彈性體的 POE-g-MAH加入到復合材料中后,也有較好的界面相容性,但是不如PP-g-MAH好,因此流動性也就略微差。而自制的PE-g-MAH由于自身交聯度較大流動性差,雖然有較好的界面相容性,但不能很好地傳遞應力,也就不能帶動填料和基體一起運動,因而材料的流動性最差。
雖然使用不同的界面相容劑對復合材料的流動性有較大影響,但上述三種復合材料的流動性都能滿足注塑工藝的要求。
2.2 力學性能
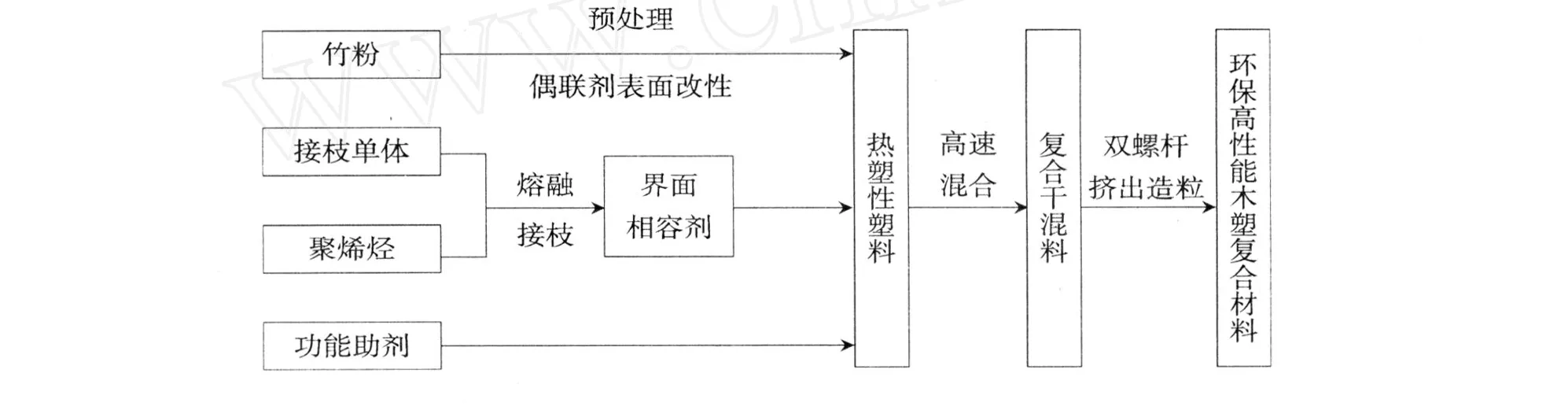
表 2給出了純聚丙烯基體和添加了不同相容劑的竹粉/聚丙烯復合材料的力學性能測試結果。
表 2 純聚丙烯和竹粉/聚丙烯復合材料的力學性能Table 2 The mechanical properties of polypropylene and bamboo flour/polypropylene composites
由表 2可以看出,大量竹粉纖維的加入使得材料的斷裂伸長率大幅下降,沖擊性能也有所下降。對于竹粉/聚丙烯/PP-g-MAH復合材料,由于 PP-g-MAH相容劑的存在,材料在受到外力作用時,應力能夠很好地傳遞,從而吸收大量能量,使得復合材料的沖擊性能相對于基體有較大程度的保持率[6]。隨著 POE-g-MAH和 PE-g-MAH作為相容劑的效用遞減,其對應復合材料的沖擊強度也逐漸下降。此外,三種復合材料的拉伸強度和彎曲強度相對于聚丙烯基體都有明顯的增加,這是因為竹粉纖維均勻地分散在復合材料中并且各向同性,對材料起到了很好的增強作用。
3 結論
(1)PP-g-MAH對復合材料竹粉/聚丙烯界面相容性的總體改善效果優于 POE-g-MAH和 PE-g-MAH;以 PP-g-MAH為界面相容劑時,竹粉/聚丙烯復合材料的綜合力學性能較優。
(2)經過界面增容和添加功能助劑,能夠在較低溫度下進行竹粉/聚丙烯復合材料的生產。
(3)復合材料的流動性相對聚丙烯基體有不同程度的降低。但是,具有良好界面相容性的相容劑的存在使復合材料的流動性能夠滿足注塑工藝的要求。
(4)竹粉用量在 40%時,復合材料的綜合力學性能較好且具有濃郁的木香味,是木材的理想替代品。
[1]王少龍,周榮,蔣業華.木塑復合材料的研究進展[J].材料導報,2005,19(1):68-70.
[2]劉濤,何慧,洪浩群,賈德民.木塑復合材料研究進展 [J].絕緣材料,2008,41(2): 38-41.
[3]Jochen Gassan,Andrzej K Bledzki.Thermal Degradation of Flax and Jute Fibers[J].Journal of Applied Polymer Science,2001,82:1417-1422.
[4]王超,何繼敏.木塑復合材料注射成型的研究進展 [J].工程塑料應用,2008,36(6): 81-84.
[5]李自強.木塑復合材料制備及性能研究[D].濟南:山東大學化學與化工學院,2009, 1-53.
[6]劉文鵬,姚姍姍,陳曉麗,等.影響聚丙烯基木塑復合材料力學性能因素 [J].現代塑料加工應用,2006,18(2):19-22.
Study on Proper ties of Injection Molding Bamboo Flour/Polypropylene Composites
GENG Wei,LIU Yu,WANG Hao-jiang,WANGB in,YANG Yu-nong
(Guangzhou Research Institute of Synthetic Materials,Guangzhou 510665,Guangdong,China)
In this paper, bamboo flour with high fiber strength, polyp ropylene and grafting modifier of polyolefin were used to prepare bamboo flour/polypropylene composites. And, the fiber pretreatment and modification technology were also studied. The results showed that bamboo flour /polypropylene composites using interfacial compatibilizer and functional additives had can been produced at lower temperatures and injection molding. Overall, interfacial compatibility of the composites using PP-g-MAH as compatibilizer was imp roved more than using POE-g-MAH and PE-g-MAH. The comprehensive mechanical properties of bamboo flour /polypropylene composites were favorable when bamboo flour content was 40% (mass fraction).
injection;bamboo flour;polypropylene;composites
TQ 325.1+4
2010-12-06
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
當代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年3期)2019-07-10 00:54:00
纖維復合材料(2018年3期)2018-04-25 07:22:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
電子測試(2017年11期)2017-12-15 08:57:13
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
焊接(2015年9期)2015-07-18 11:03:53
應用化工(2014年10期)2014-08-16 13:11:29