船用螺旋槳軸鍛造工藝研究
2011-09-26 01:23:14蘇繼偉許燕燕
大型鑄鍛件 2011年2期
蘇繼偉 許燕燕
(中冶京誠(營口)裝備技術有限公司,遼寧115004)
船用鍛件大體分為主機鍛件、軸系鍛件和舵系鍛件三大類。主機鍛件主要包括曲軸、連桿和十字頭等。軸系鍛件主要有推力軸、中間軸和艉軸等。舵系鍛件主要有舵桿、舵柱和舵銷等。近些年以來,隨著世界船舶工業(yè)的迅速發(fā)展,船用鍛件規(guī)格越來越大,技術要求越來越高,生產難度也越來越大。從鍛造工藝角度來講,曲軸、舵桿的生產難度較大,特大型軸類鍛件次之。而大型鋼錠中存在非金屬夾雜物、氣體、偏析、中心帶粗晶、孔洞和疏松等缺陷,并隨著鋼錠噸位和截面積的增加,與金屬結晶過程有關的非金屬夾雜、偏析、疏松組織和縮孔等缺陷越明顯。大型鍛件質量控制的核心問題是壓實孔洞性缺陷,改變非金屬夾雜的分布和擴散偏析以及防止表面開裂。
1 化學成分
各船級社規(guī)范對鍛件化學成分的要求雖有所不同,但差別不大。以CCS船級社規(guī)范為例,研究成型過程。
船用螺旋槳軸的化學成分如表1所示。

表1 螺旋槳軸化學成分(質量分數(shù),%)Table 1 The chemical composition of propeller shaft (mass fraction, %)
生產中要盡可能降低P、S含量及各殘余元素含量。對C、Si、Mn的含量應限定范圍,特別是船體結構用鍛件的C含量不應過低,否則將影響鍛件的強度。要采用有效的工藝措施,提高鋼水純凈度和表面質量,減少鋼錠的偏析、縮孔和疏松,降低氫、氧等氣體含量。
2 螺旋槳軸技術要求
2.1 力學性能要求見表2。

表2 螺旋槳軸力學性能Table 2 The mechanical property of propeller shaft
2.2 鍛件表面質量及超聲波探傷檢查應符合以下要求:
(a)不允許白點、裂紋、縮孔、折疊等缺陷;
(b)鍛件中心距1/3半徑處不允許有單個大于?3 mm的缺陷,其他區(qū)域內不允許有單個大于?6 mm缺陷;
(c)兩個最大缺陷之間的距離應大于20 mm,缺陷的長度應小于10 mm。
2.3 鋼錠采用電爐冶煉+精煉爐精煉+真空脫氣+真空澆注
3 螺旋槳軸鍛造工藝特點
螺旋槳軸的零件圖如圖1所示。

圖1 螺旋槳軸零件圖Figure 1 The part drawing of propeller shaft
螺旋槳軸鍛造的主要特點是法蘭的直徑很大,而且軸身的長度很長,根據(jù)鍛件形狀并結合工廠現(xiàn)有液壓機的工輔具情況確定了三種鍛造方案:
(1)方案一,采用800 mm上平砧和下平臺壓實工藝;
(2)方案二,采用900 mm上下V型砧壓實工藝;
(3)方案三,不采用壓實工藝,直接用650 mm上平砧下V型砧拔長。
采用模擬軟件deform-3d對這三種方案進行模擬,三種方案的模型如圖2所示。三種方案的應力分析如圖3~圖5所示,選取距鍛件端面400 mm的橫截面,壓一道次作應力分析。從圖中可以看出,三種方案均受橫向拉應力,第一種和第二種方案中心所受橫向拉應力較小。三種方案在鍛造過程中均存在軸向拉應力,第一種和第二種方案軸向拉應力差不多,但第二種方案存在軸向拉應力的區(qū)域較小。所以,第二種方案的應力狀態(tài)較好。
為獲得良好的鍛件質量,對鍛件進行鍛造時,要求鍛透整個鍛件。一般認為,當鍛件心部等效應變達到0.2時,鍛件被鍛透[1]。從圖6中可以看出第一種和第三種方案中心位置的等效應變?yōu)?.18和0.02,而第二種方案中心位置的等效應變?yōu)?.3。第二種方案鍛造后鍛件心部的等效應變值最大,對提高鍛件心部質量最有利。因此采用第二種方案,鍛件中心會產生較好的應力狀態(tài)和較大的等效應變來促使鋼錠中心疏松區(qū)得到壓實。

圖2 三種方案的模型Figure 2 The models for three solution
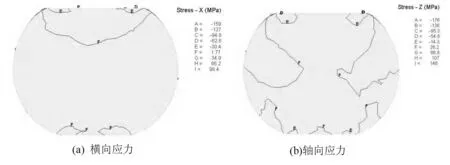
圖3 方案一鍛件應力分布Figure 3 The stress distribution of the first solution

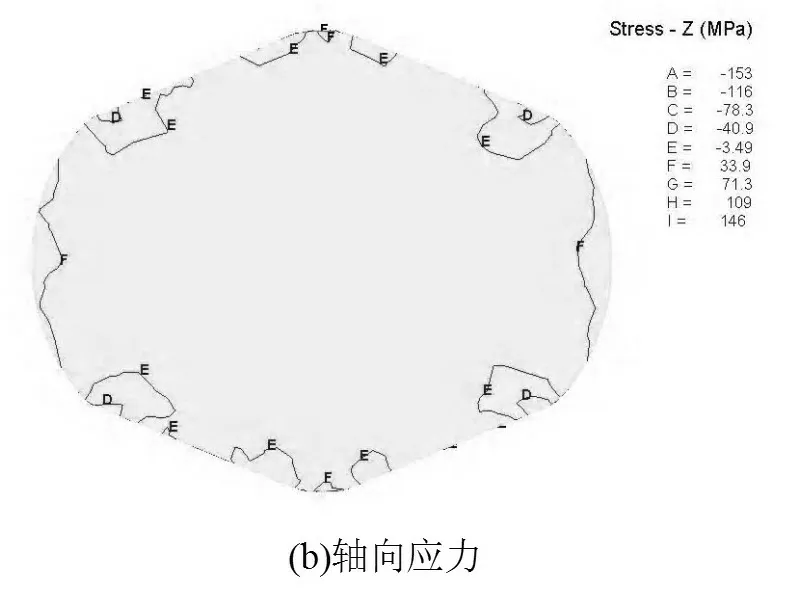
圖4 方案二鍛件應力分布Figure 4 The stress distribution of the second solution


圖5 方案三鍛件應力分布Figure 5 The stress distribution of the third solution

(a)方案一
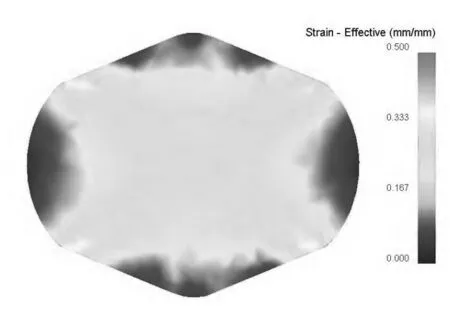
(b)方案二
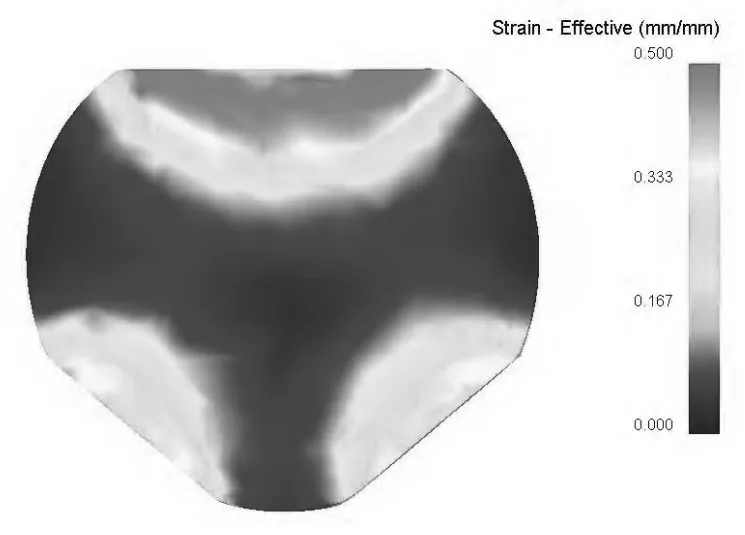
(c)方案三圖6 鍛件拔長等效應變云圖Figure 6 The equivalent strain nephogram of forging after drawing out
4 鍛造工藝的設計
綜上所述,我們設計了90 t鋼錠鐓粗,采用KD法拔長鍛件的工藝方案:
第一火次:壓鉗口,倒棱,去錠底。
第二火次:鐓粗到高度1 850 mm,直徑2 350 mm,采用KD法拔長到直徑1 500 mm。
第三火次:下料、出成品。
鍛造加熱規(guī)范如圖7所示,第一火加熱溫度為1 220℃,保溫時間為8 h,第二火加熱溫度為1 250℃,保溫時間為15.5 h,第三火加熱溫度為1 220℃,保溫時間為8 h。
5 力學性能結果
由表3可知,采用方案二鍛造,鍛后熱處理后冒口端和水口端性能符合標準的要求,因此力學性能檢驗結果合格。

圖7 鍛造加熱規(guī)范Figure 7 The forging heating specification

表3 力學性能檢驗結果Table 3 The tested results of mechanical property
6 結論
(1)從力學性能的檢驗結果可知,所選用的鍛造工藝是合理可行的。
(2)從應力應變的角度分析,采用第二種方案,鍛件中心區(qū)域可以獲得較好的應力狀態(tài)和較大的等效應變,鍛件質量最好。
[1] 旭東,戴曉瓏,王國宣,等.基于剛塑性有限元的GFM精鍛鍛透性仿真[J].河南科技大學學報,2006,27(2):1-3.
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
云南化工(2021年11期)2022-01-12 06:06:14
今日農業(yè)(2020年19期)2020-12-14 14:16:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
中學物理·高中(2016年12期)2017-04-22 11:53:03
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03
