大型航空模鍛件的生產現狀及發展趨勢
2011-09-26 01:23:18李蓬川
大型鑄鍛件 2011年2期
李蓬川
(二重集團公司萬航模鍛廠,四川618013)
飛機和發動機中的主要承力構件多是由模鍛件制成,例如:飛機機體的承力框、主梁、起落架,發動機的渦輪盤、渦輪軸、葉片等。這些航空模鍛件是飛機及其發動機機體結構的“脊梁”,其所選用的結構型式、材料的性能與質量、制造成本在很大程度上直接決定了飛機使用的可靠性、耐久性、飛行壽命與成本。
在航空工業的發展中,“減輕飛行器的結構重量,增強結構的可靠性、耐久性,縮短裝備的制造周期和降低制造成本”一直是飛機結構設計與制造的重要理念,使得新一代航空模鍛件向著“大型化、整體化、精密化”的趨勢發展。
1 大型模鍛件在飛機制造業中的重要地位
航空模鍛件的材料包括:鋁合金、鈦合金、高溫合金、超高強度鋼、不銹鋼等。其制成的零件重量約占飛機機體結構重量的20%~35%,占發動機結構重量的30%~45%,是飛機及其發動機機體結構的關鍵零部件。其結構型式、材料性能與質量、制造成本是決定飛機和發動機的性能、可靠性、壽命和經濟性的重要因素之一。
據相關資料報道:飛機機體減重5 kg,用于發動機重量和燃油儲備量的減少,可使飛機起飛重量減輕50 kg,相當于節約5 kg黃金的價值。
結構整體化是飛機及其發動機設計和制造技術中最引人注目的國內外發展趨勢之一。最大限度減少零件的數量是飛機及其發動機滿足更高安全可靠性、更輕結構重量、更長使用壽命、更低成本、更短制造周期等要求的重要技術途徑之一。而結構整體化設計必然導致模鍛件向大型化發展。
以下是大型模鍛件整體化后使飛機減重、降低制造成本的實例。
在F-102殲擊機上,采用長度達3.2 m的7075鋁合金整體大梁精密模鍛件取代了原設計的272種零件和3 200個鉚釘,使飛機減重(45.5~54.5)kg,節約機械加工工時50%。
安-22運輸機機身采用了20個B95合金大型隔框整體模鍛件,共減少了800個零件,減輕飛機機體重量1 000 kg,減少機械加工工時15%~20%。
實踐證明,航空模鍛件的整體化明顯具有以下優勢:
(1)提高了構件的整體剛性;
(2)減少了裝配誤差,節約了機加工臺時;
(3)減輕了飛機的結構重量;
(4)降低材料消耗,節約成本。
在航空工業迅速發展的形式下,航空模鍛件整體化、大型化、精密化、低成本化的趨勢日漸明顯。大型整體模鍛件在航空鍛件中所占比例及單件重量尺寸將會越來越大。對于有長壽命(60 000~90 000飛行小時)、高可靠性要求的大型客機,以及要滿足6 000飛行小時壽命要求的新一代戰斗機,將更多的采用整體模鍛工藝,實現承力框、梁、起落架及發動機渦輪盤零部件結構的整體化。
2 國內外航空大型模鍛件的生產能力、產品水平介紹
航空大型整體模鍛件的生產能力和技術水平是彰顯國家綜合實力的重要標志之一。減輕飛行器的結構重量,增強結構的可靠性、耐久性,縮短裝備的制造周期和降低制造成本,是飛行器設計時采用大型整體結構件的主要原因。這種設計能否實現又取決于能否生產出大型整體模鍛件。航空大型模鍛件的生產,依托于大型的鍛壓設備和先進的模鍛工藝,二者相輔相成。設備是基礎,工藝是保障手段。
2.1 國內外大型模鍛壓機的分布及用途
大型模鍛液壓機是生產航空大型整體模鍛件,發展大型軍事裝備和大型民用飛機的基礎設備。在20世紀50年代后,各航空大國先后投建了一系列的大型模鍛壓機。美國、俄羅斯、法國等主要航空強國都采用(400~750)MN大型模鍛壓機進行模鍛。
迄今為止,全世界擁有大型模鍛液壓機40多臺。美國蘇爾茨制鋼公司(Shultz)、法國奧布杜瓦公司(AD)、美國懷曼·戈登公司(Wyman-Gordon)、俄羅斯上薩爾達公司(VSMPO)、俄羅斯古比雪夫公司等是世界上擁有模鍛液壓機公稱壓力最大、品種數量最多的幾個企業。具體情況見表1。
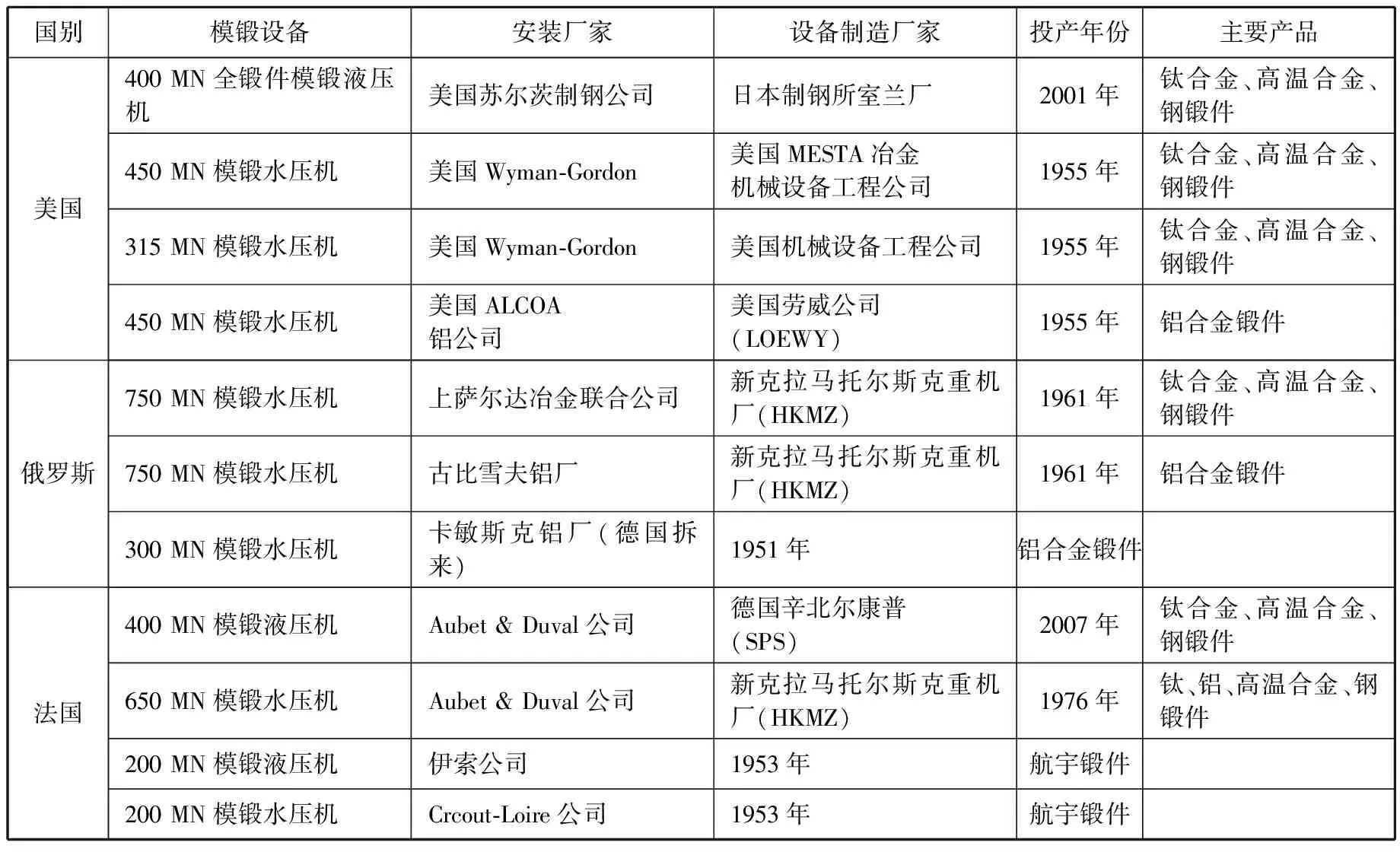
表1 美國、俄羅斯、法國重型模鍛液壓機的情況Table 1 Heavy die forging press situations in America, Russia and France
目前,世界上100 MN級以上的模鍛壓機有40余臺,美、俄、法各有10余臺,約占總臺數和總噸位的70%左右。依靠這些大型模鍛液壓機生產的大型整體優質模鍛件,他們生產出了第四、第五代軍用戰機和波音B747、空客A380空中“巨無霸”,在航空航天產品方面居于世界前列。美國Wyman-Gordon公司、俄羅斯VSМРО公司、法國AD公司是世界上擁有模鍛液壓機公稱壓力最大,品種、數量最多的3個企業。這三個企業主要為航空系統服務,所擁有的設備特點是:大型化、系列化和專用化。
相比于國際上大型的航空模鍛件生產企業,國內航空模鍛件的鍛造設備大多建設于20世紀60~70年代,設備技術落后,壓力等級不高,鍛造能力有限。在總體上,設備鍛壓等級也未形成系列化。國內主要航空模鍛件生產企業的設備情況見表2。
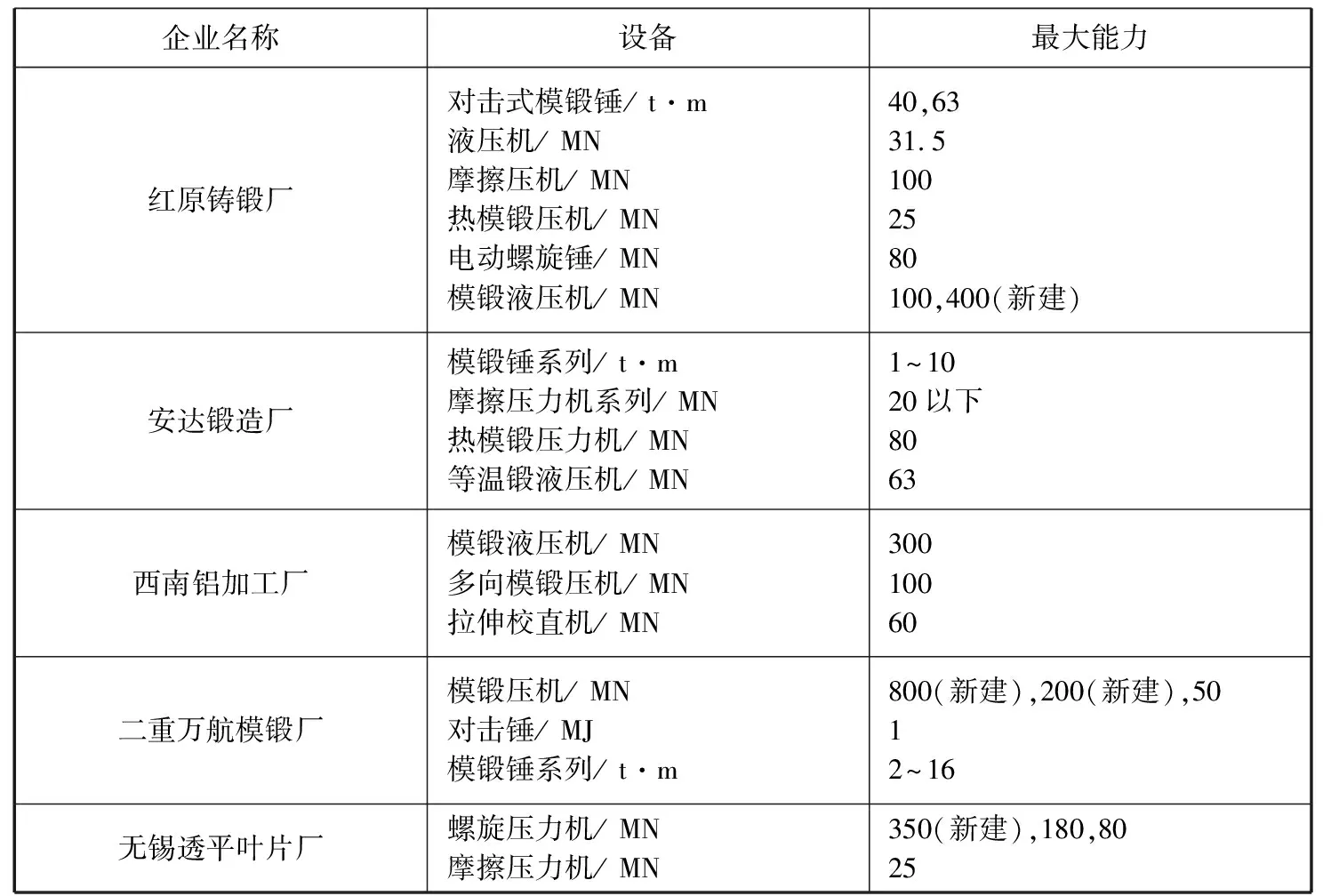
表2 國內主要的航空模鍛件生產企業的大型模鍛設備Table 2 Heavy die forging equipments in main domestic factories for aviation die forging
由表2可知,隨著以800 MN模鍛壓機為代表的新一批大型模鍛液壓機的建成,國內的大型模鍛壓機鍛造設備的能力已經達到與國際先進企業相當的水平。表3是二重集團公司與美國Wyman Gordon公司、俄羅斯VSМРО和法國AD公司擁有的鍛壓設備對比情況。
2.2 國內外航空大型模鍛件的工藝水平和產品展示
在巴黎、倫敦等地舉辦的國際航空博覽會上,美、俄、法三國都展示了本國生產的大型整體航空模鍛件。而大型整體航空模鍛件的制造技術則被其視為關系國家安全的核心機密。
以鈦合金為代表的航空模鍛件具有高強度、耐腐蝕等優點,但變形抗力大、工藝復雜、制造成本高。大型鈦合金結構模鍛件在現代航空工業上的擴大應用是一個重要的發展方向。先進軍用飛機上已有40%左右的結構重量為鈦合金構件,先進民航飛機上也有10%的結構重量為鈦合金構件,而航空發動機上則有20%~30%的結構重量為鈦合金構件。鈦合金的應用可以降低飛機的結構重量系數,增加發動機的推力重量比,明顯改進飛行器的多種功能。
圖1~圖8展示了國外公司生產的幾種典型的航空鈦合金結構模鍛件,它代表了當今國外大型鈦合金鍛件在尺寸、重量、工藝和組織性能控制上的先進水平。

圖1 F-22戰機機身Ti-6Al-4V隔框(美國,450MN水壓機模鍛)Figure 1 Ti-6A1-4V bulkhead in F-22 fighter plane body (America, 450 MN hydraulic press die forging)
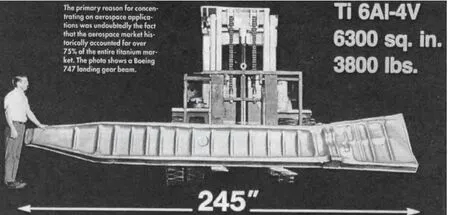
圖2 B-747客機Ti-6Al-4V主起落架支撐梁Figure 2 Ti-6A1-4V main under carriage supporting beam of B-747 airplane

圖3 B-777客機Ti-10V-2Fe-3Al起落架梁Figure 3 Ti-10V-2Fe-3Al under carriage beam of B-777 airplane
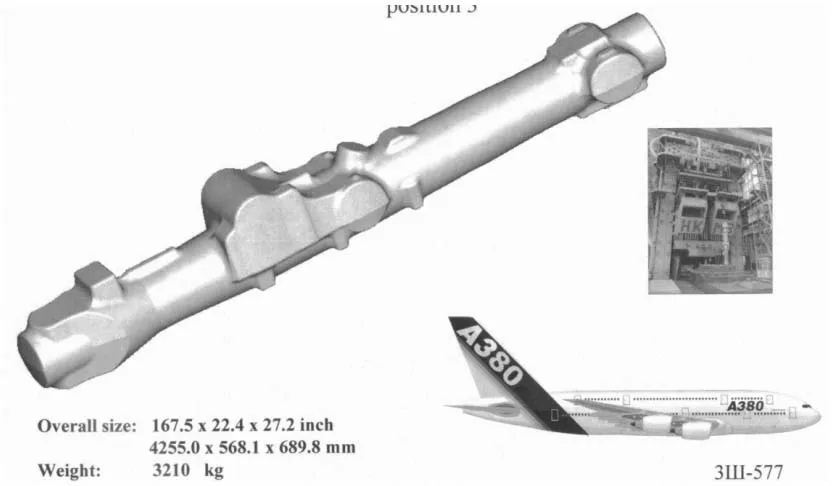
圖4 A380飛機 Ti-10V-2Fe-3Al起落架(俄羅斯,750 MN水壓機模鍛)Figure 4 Ti-10V-2Fe-3Al under carriage of A380 airplane (Russia,750 MN hydraulic press die forging)

圖5 A380飛機 Ti-10V-2Fe-3Al起落架壁板(俄羅斯,750 MN水壓機模鍛)Figure 5 Ti-10V-2Fe-3Al under carriage wall panel of A380 airplane (Russia,750 MN hydraulic press die forging)

圖6 上薩爾達冶金生產聯合公司生產的鈦合金產品Figure 6 Titanium alloy products of VSMPO Company
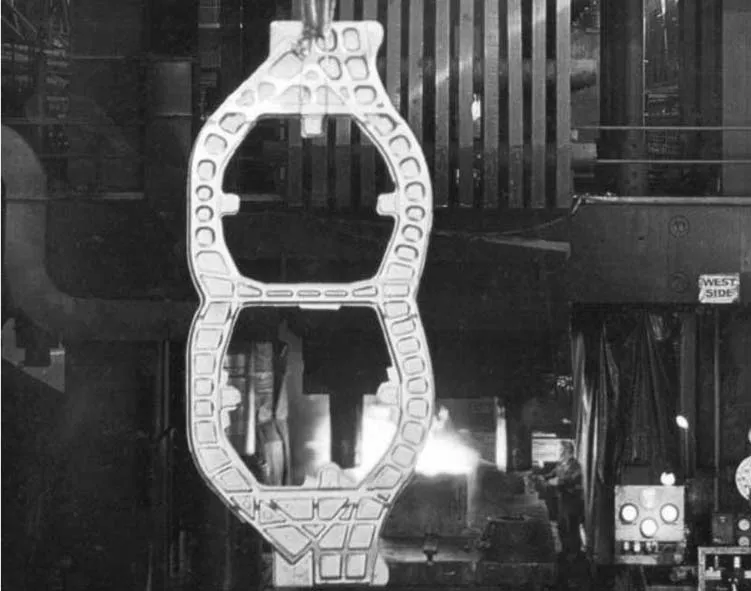
圖7 F-22戰斗機Ti-6Al-4V鈦合金尾部發動機機架Figure 7 Ti-6Al-4V titanium alloy tail motor frame of F-22 fighter plane

圖8 A-6E型攻擊機Ti-6Al-4V鈦合金后翼梁Figure 8 Ti-6Al-4V titanium alloy rear wing beam of A-6E attack plane
雖然航空大型鋁鍛件模鍛時所需的壓力較鈦合金和高溫合金低,但大型梁框等鋁鍛件一般尺寸和投影面積均較大,需要大噸位和大臺面的模鍛水壓機。圖9~圖12展示了國外公司生產的幾種典型的航空鋁合金結構模鍛件圖片,它代表了當今國外大型鋁合金鍛件的產品及工藝水平。
相比國外著名航空模鍛件生產企業,在大型模鍛件的生產能力方面,國內的企業無論是在鍛件幾何尺寸、精度、重量、投影面積還是綜合性能等方面,同國外相比都有一定差距。隨著國內以800 MN模鍛壓機為代表的新一批大型模鍛壓機的建成,與國外的技術水平差距將會逐漸縮小。
3 航空大型模鍛件的發展趨勢
航空工業屬于高新技術產業,是一個國家綜合實力的重要體現。航空工業的不斷發展帶動了相關材料、工藝和結構的發展。目前,軍用飛機正在由三代機向四代機發展。第四代戰機具有超音速巡航能力,能以1.5~1.6的馬赫數持續飛行,具有更好的隱身能力和更高的機動性能。其零件數量減少4O%~60 % ,可靠性提高1倍,耐久性提高2倍。
新一代飛機、發動機的發展同航空材料及鍛壓技術的不斷進步是相輔相成的:一方面,飛機、發動機的技術進步,牽引并主導著包括航空材料、鍛壓等熱加工工藝技術的發展方向,滿足飛機、發動機日益嚴格的綜合性能和結構設計要求,成為材料和鍛壓技術發展的驅動力;另一方面,航空材料、鍛壓技術本身的發展和不斷完善,又推動并支撐著飛機、發動機技術的持續進步,使飛機發動機更新換代應用新結構、新技術、新材料、新功能成為可能。航空材料和鍛壓技術,正是在“產品型號需求牽引”和“制造技術發展推動”二者相互激勵且相互作用下才成為先進制造技術的。

圖9 Wyman-Gordon公司鍛造的B-777客機上的起落架支撐梁Figure 9 under carriage supporting beam of B-777 airplane forged by Wyman-Gordon Company
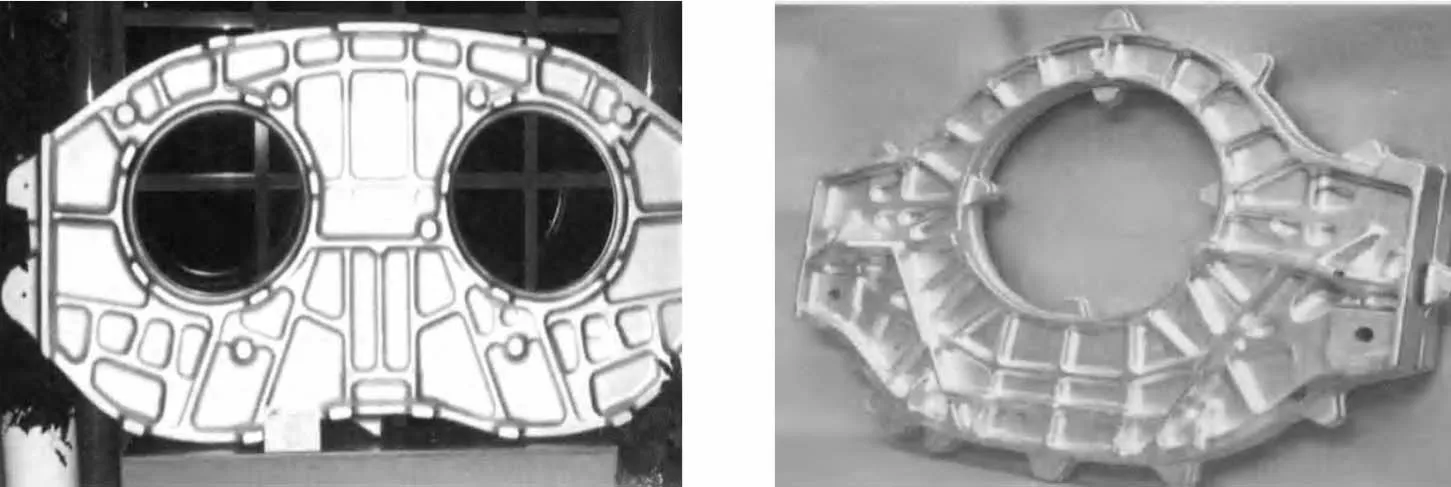
圖10 法國650 MN液壓機上壓制的鋁合金飛機框梁Figure 10 Aluminum alloy airplane frame forged by France 650MN hydraulic press
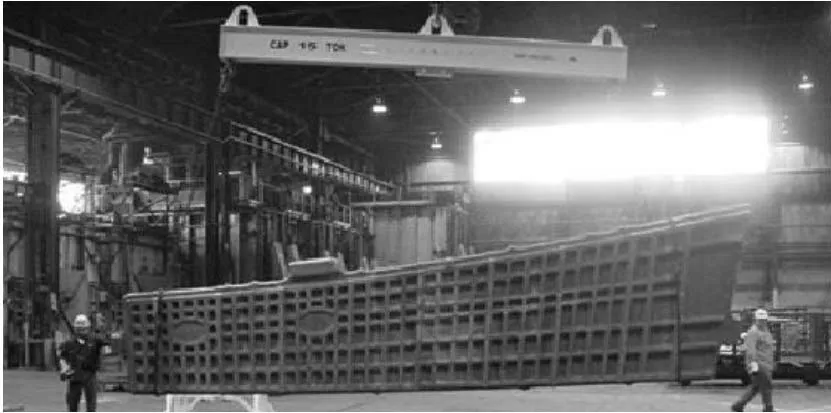
圖11 A380飛機整體翼梁模鍛件Figure 11 The entire wing beam die forging of A380 airplane
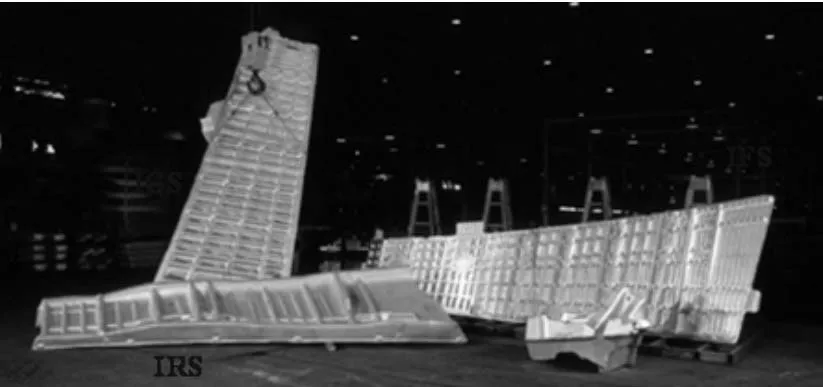
圖12 A380飛機上7085鋁合金整體模鍛件Figure 12 7085 aluminum alloy entire die forging of A380 airplane
因此,航空大型模鍛件的發展趨勢是:利用先進的鍛壓設備實現對航空模鍛件生產全過程的精確控制,為飛機提供大型、精密、高壽命、高性能、低成本的鍛件,這也是發展先進鍛壓技術追求的目標。
3.1 航空模鍛件的大型化、整體化、精密化
為了追求飛機的先進性、可靠性和經濟性,航空模鍛件產品的結構整體化是一種發展方向。而采用大型模鍛液壓機所壓制的高溫合金、鈦合金、超高強度鋼和先進鋁合金大型整體模鍛件,無論在強度、韌性、疲勞和斷裂性能方面都是具有優勢的,綜合的技術經濟效果也是很好的。
正在運行的波音B-777民航機起落架是整體模鍛件(重1 440 kg),是用Ti-10V-2Fe-3Al鈦合金在450 MN水壓機上壓制的。而最近上天的空中客車A-380飛機的起落架也是整體模鍛件(重3 210 kg),是用Ti-10V-2Fe-3Al鈦合金在750 MN水壓機上壓制的。以上實例說明了采用大型、整體模鍛件來實現飛機結構整體化所具有的優勢。
在保證鍛件內部組織與性能的前提下,力求鍛件的形狀接近零件,大力發展凈近成形工藝是先進鍛壓技術的主攻方向之一。
航空鍛件一般都是采用模鍛件。我國航空鍛件目前仍然是以粗模鍛件和普通模鍛件占多數,精密鍛件僅在發動機葉片類鍛件上應用。據統計,以整機鍛件重量和整機鍛件制成零件重量相比較,我國航空鍛件的材料利用率約為15%~25%,其中大型鍛件的材料利用率為10%~15%。零件加工時大量的昂貴金屬材料變為切屑,鍛件近表面的致密層不復存在,纖維組織被分割,影響和降低了零件的力學性能和表面完整性。因此,鍛件精密化不僅是經濟問題,而且是確保鍛件組織性能所必須的。
3.2 航空模鍛件的高壽命、高性能
航空產品,質量第一。新型的戰機設計壽命已達6 000飛行小時。對可靠性有更高要求的大型客機提出了60 000~90 000飛行小時的長壽命要求。因此,確保飛機、發動機模鍛件內部質量是首要任務。必須對鍛件生產全過程進行系統的質量控制。
首先要確保用于航空鍛件的原材料是優質的,這是生產優質鍛件的基礎。在保證原材料質量的前題下,發展與材料技術進步相適應的鍛壓新工藝、新技術、新設備,并對鍛件的生產工藝過程實施精準的工藝質量控制。工藝的不斷完善和設備的更新有力地推動著航空鍛件生產的現代化。
3.3 航空模鍛件的低成本
為適應航空產品批量少、更新換代快以及對產品成本控制日趨嚴格等特點,航空模鍛件的低成本是提升鍛件竟爭力的必由之路。尤其在民用航空模鍛件方面,鍛件的成本更加成為飛機制造商重點考慮的因素之一。
一些新型的工藝技術,例如快速原型制造技術RPM與設備(如激光熔化沉積成形Lasform,噴射成形Osprey等)、特種軋制技術與設備(楔橫軋、輥鍛等)、超塑成形/擴散連接(SPF/DB)等生產的制件,其組織與性能已達到甚至優于傳統工藝生產的鍛件的水平,且實現了高效、短流程和降低成本的效果,可替代傳統工藝使航空模鍛件向著低成本的方向發展。
3.4 航空模鍛件技術研究發展趨勢
大型、整體、精化、優質、低成本、長壽命的模鍛件產品理念促進了航空工業的發展,也推進了新材料、新工藝、新裝備的應用。在航空工業飛速發展的21世紀,世界各國模鍛行業紛紛對大型模鍛技術裝備進行技術改造或者投建新的大型模鍛壓機,以滿足大型化、專業化的要求。航空模鍛件技術的研發趨勢包括以下幾個方面:
(1)大型鍛壓設備程序化、控制化、機械化改造,以實現鍛造過程的精密化,提高生產效率和產品質量。
(2)發展等溫模鍛、熱模鍛、粉末鍛造等先進鍛造技術,實現大型、整體、精密模鍛件的優質成型。
(3)推進鍛件設計、模具設計、工藝制定過程的CAD、CAE、CAM應用,利用數值模擬技術改進和優化設計方案,達到鍛件精化。
(4)創新模具結構、改進模具材料及制造技術,大力發展模具的低成本技術。
(5)研究大型模鍛件的預制坯技術,去除影響鍛件模鍛成型質量的缺陷,確保大型整體模鍛件的優質。
(6)研究模鍛保溫及潤滑技術,改善模鍛成型條件,降低鍛造難度。
4 結束語
大型整體模鍛件是實現飛機結構整體化,減輕結構重量,增強結構的可靠性、耐久性和縮短產品研制周期的重要條件。世界工業強國都十分重視航空大型模鍛件生產條件的建設,領先于我國30~ 50年建成了450 MN、650 MN、750 MN模鍛液壓機,生產了技術含量居世界領先地位的鋁合金、鈦合金、高溫合金和合金鋼優質大型模鍛件。我國隨著以800 MN模鍛液壓機為代表的先進鍛壓設備的建成與投產,必將大大提升我國航空大型模鍛件的研發和生產能力,推動我國航空鍛壓制造技術躋身于世界強者行列。
猜你喜歡
環球時報(2022-05-30)2022-05-30 15:16:57
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
當代陜西(2019年11期)2019-06-24 03:40:28
作文周刊·小學一年級版(2017年9期)2017-06-20 00:19:33
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
小學生導刊(低年級)(2016年8期)2016-09-24 22:09:04
現代企業(2015年9期)2015-02-28 18:56:50
汽車與新動力(2015年1期)2015-02-27 12:11:01
