消除離心鑄造船用柴油機缸套白斑云斑缺陷的對策
2011-09-27 09:58:58王敏剛趙世雄
中國鑄造裝備與技術 2011年1期
關鍵詞:區域
王敏剛,趙世雄
(陜西柴油機重工有限公司 鑄造事業部,陜西興平 713105)
消除離心鑄造船用柴油機缸套白斑云斑缺陷的對策
王敏剛1,趙世雄
(陜西柴油機重工有限公司 鑄造事業部,陜西興平 713105)
分析離心鑄造某型船用柴油機缸套白斑云斑缺陷的形成機理后認為:白斑是由澆注過程中澆注槽底聚集的鐵豆掉入型腔對周圍鐵液激冷析出奧氏體枝晶以及鐵液過冷所析出的粗大奧氏體偏聚形成的;云斑是由析出石墨偏聚及不均勻分布導致出現異常組織而形成。采取降低易偏析的Mn、P、S等元素、提高Cu、Ni等無限固溶元素,并改底漏式離心澆注為側澆式,以及澆注時加入0.2%75FeSi等措施,可明顯減少白斑云斑的出現,同時缸套本體抗拉強度提高約20~30MPa,金相組織中粗大石墨和粗大磷共晶明顯減少。
柴油機;缸套;離心鑄造;鑄造缺陷
2009年初我公司對船用某型柴油機缸套進行試生產。在試生產過程中發現:在化學成分大致相同的情況下,生產缸套的力學性能卻波動較大,且金相組織中經常出現粗大石墨和粗大磷共晶,精加工后在缸套內孔尤其是端頭部位經常出現白斑、云斑等宏觀偏析現象,導致柴油機運轉時發生拉缸問題。為此,我公司鑄造技術部門進行了技術攻關。
1 生產條件
此型缸套毛坯尺寸如圖1所示,大端外徑?550 mm,小端外徑 ?480mm,內徑 ?310mm,長 1100mm,鐵液重約1000kg。要求:P含量為0.15%~0.35%,S含量不大于0.1%;抗拉強度≥275MPa,布氏硬度在180~250之間;金相組織中不允許出現粗大磷共晶組織。我廠采用3t無芯中頻爐熔煉,爐襯為酸性。采用覆砂鐵屬型鑄造:離心鑄造機型號為ZJ11型,模套為球墨鑄鐵模套,砂襯厚度為5~6mm。爐料采用本溪Q10生鐵和普通廢鋼。孕育采用0.6%的75SiFe,1400℃出爐,出爐時一次孕育,1320℃左右澆注。離心機轉速為650~700r/min,澆注完畢后用冷卻水冷卻模套外表面,冷卻至缸套內孔為暗紅色后脫模空冷。

圖1 缸套毛坯尺寸
2 白斑、云斑的形成機理
2.1 白斑、云斑組織分析
通過觀察可見,白斑一般為月牙狀或條蟲狀,色澤光亮,月牙狀內側或條蟲周遍一般有小黑點,如圖2所示。通常出現在缸套內孔,尤其兩端最易出現。白斑區域一般硬度較高,加工過程中時有讓刀現象發生,形成一道凸起的區域,有時也會出現白斑區域與正常區域有離層甚至剝落現象。從對白斑的金相分析發現,白斑區域為純珠光體組織,無磷共晶和石墨及碳化物,可認為是由純奧氏體組織最終轉變為珠光體。圖3、圖4為白斑微觀組織。

圖2 白斑宏觀形態
如圖5所示,云斑的形態為水漬狀,色澤為淡黑色深淺不一,一般出現在缸套內孔尤其在內孔兩端。一般情況下云斑組織區域鐵素體含量較正常組織多,所以其抗拉強度和布氏硬度都比正常組織低。

圖3 正常組織與白斑過渡形態 100×

圖4 白斑組織 500×

圖5 離心缸套云斑宏觀形態
2.2 形成機理
我公司采用底漏式離心澆注,此型缸套離心鑄造機澆注槽底部有9個直徑為20mm的澆孔,如圖6所示。鐵液通過此9個澆孔注入高速旋轉的模套中,但在澆注過程中,鐵液溫度下降,會在澆孔底部周圍凝結,當凝結的鐵豆自重超過它與澆注槽底的黏結力時就會脫落掉入型腔,并對其周圍的鐵液產生激冷,被激冷的鐵液會在鐵塊周圍析出一層初析奧氏體枝晶,同時P、S、C會被排擠出初析奧氏體枝晶層,當溫度繼續下降至750℃左右時奧氏體枝晶層開始轉變為珠光體。加工后宏觀上就為一圈或弧線形亮白色斑,圖7所示為一鋼屑不慎掉入型腔內在其周圍產生的一圈白斑。由于P、S、C等元素被排擠出,這類珠光體組織中很難析出磷共晶和石墨,而在白斑組織附近尤其月牙狀白斑內側易出現石墨小黑點和磷共晶。如圖2右側白斑區域無石墨和磷共晶而左側石墨片生長的較長磷共晶較多。如果白斑周圍析出的石墨較多較密集,會嚴重降低白斑周圍組織的抗拉強度和硬度,甚至會造成白斑與缸套本體產生離層和脫落。一般而言當鐵液孕育不良或孕育衰退加之冷卻水流量不足,缸套厚大部位凝固時間較長,缸套厚大部位易出現云白斑組織;當孕育不良或孕育衰退的鐵液注入到鐵型薄砂襯的模套內時,鐵液被嚴重過冷,過冷的鐵液析出粗大奧氏體枝晶,這些粗大奧氏體枝晶在離心力的作用下會局部偏聚到一起,形成宏觀純奧氏體區,最終形成白斑組織。如果被奧氏體枝晶排除的碳和磷共晶較多擴散不充分,就會產生石墨的局部偏聚,可能會出現云斑。這就是有時在白斑組織區域周圍出現云斑的原因。
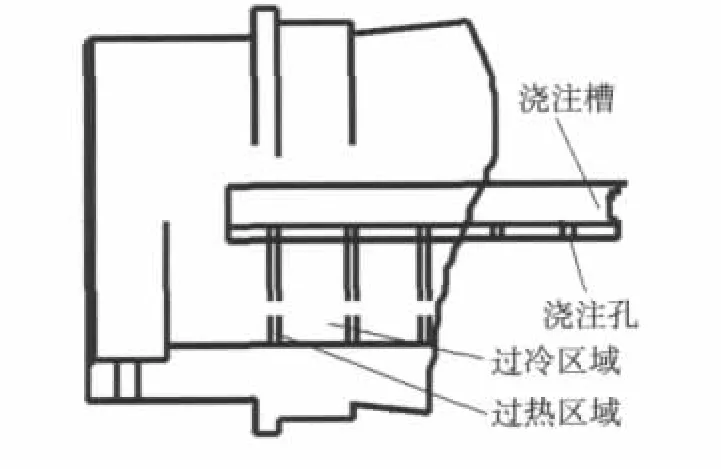
圖6 底漏式離心澆注示意圖

圖7 鋼屑周圍產生的白斑
此外我廠出現云斑的主要原因還有:澆注時9個澆注孔對應的型腔內部均為高溫區,孔與孔之間對應的區域為低溫區(如圖6所示),在宏觀上看,會有一道亮一道暗交錯分布現象,在明暗交界處會出現熱紊亂,暗的區域析出奧氏體和石墨后會被混入的熱鐵液將奧氏體熔化,僅剩下石墨,鐵液會按照“過共晶”形式結晶,而這些“初析粗大石墨”在離心力和鐵液的沖擊作用下會局部偏聚,偏聚區鐵素體含量明顯增多,這是形成云斑的主要原因。此外在缸套端頭區域的鐵液充型過程中冷卻較快,層狀熱鐵液又不斷補充,熱紊亂較為嚴重,所以缸套端頭區域云斑出現的可能性更大。
3 解決措施
總體而言,形成白斑云斑主要是由于鐵液過冷和外來鐵豆引起的易偏析元素P、S,的存在和型腔內溫度場紊亂所致。因此解決白斑云斑問題首先應控制易偏析元素,易偏析元素應越少越好;其次盡量減少型腔內溫度場的不均勻和外來鐵豆。
3.1 化學成分的確定
因為P、S都容易在晶界處產生偏析,為此將P、S控制在要求的下限,為了達到技術文件中要求的力學性能須添加合金元素 Mn、Cr、Cu 等;Mn、Cr也較易產生偏析,而Cu、Ni為無限固溶元素,不易產生偏析,為此我們確定化學成分如表1所示。

表1 鐵液化學成(質量分數,%)
3.2 離心鑄造工藝參數的確定
為了減少離心鑄造缸套白斑云斑問題的發生,我們制定了以下工藝參數:
(1)將底漏式澆注系統改為側澆式澆注系統,減少鐵水飛濺和外來鐵豆的帶入。
(2)澆注時加入粒度為0.2~0.7的0.2%75SiFe,以減緩鐵液過冷傾向抑制了白斑的出現,同時細化石墨和磷共晶。
(3)澆注溫度確定為1300~1330℃;離心轉速為650~700r/min;澆注完畢后在缸套模套兩端掛上防止熱輻射的擋板。將冷卻水由4.5t/h增大到5.5~6t/h。
4 生產驗證
經過為期一個月的生產,共生產此型缸套50件,經精加工后無一件出現白斑云斑缺陷,圖8所示為精加工后的此型缸套內表面,新工藝生產的缸套抗拉強度比以前提高20~30MPa。

圖8 精加工后表面狀況
[1] 張伯明,張武城.離心鑄造.北京:機械工業出版社,2006,1.
[2] 陸文華,李隆盛,黃良余.鑄造合金及其熔煉.北京:機械工業出版社,2002,8.
The Countermeasures Against Defects as White Spot and Cloud on Centrifugal Casting Cylinder Sleeve of Ship Diesel Engine
WANG MinGang,ZHAO ShiXiong
(Foundry of Heavy Industrial Machinery Co.Ltd.Shanxi Diesel Engine Group,Xingping 713105,Shanxi China)
Analysis on forming mechanism of defects as white spot and cloud on centrifugal casting cylinder sleeve of ship diesel engine resulted in that white spot had been produced with austenite branch crystal separated out due to chilled iron melt around bean-shaped iron grains falling down from those collected on bottom of pouring spout and coarse austenite deflection gather from overcooled iron melt while cloud had formed from abnormal structure caused by deflection gather and asymmetry distribution of graphite separated out.Appearance of white spot and cloud could be obviously decreased with reducing content of elements as Mn,P,S apt to deflection while increasing elements as Cu,Ni etc without solid solubility limit as well as measures such as centrifugal casting changine from bottom pouring into side pouring and addition of 0.2%75FeSi with pouring hence 20~30MPa or so increased with tensile strength of cylinder sleeve while obvious decrease of both coarse graphite and coarse P eutectic in microstructure.
Diesel;Cylinder sleeve;Centrifugal casting;Foundry defect
TG 249.4;
B
1006-9658(2011)01-3
2010-08-19
2010-121
王敏剛(1981-),男,助理工程師,從事鑄鐵熔煉和鑄造工藝
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15