PCBN刀具硬態(tài)旋風(fēng)銑削切屑宏觀形貌研究*
2011-10-18 14:34:06朱紅雨
制造技術(shù)與機(jī)床 2011年9期
關(guān)鍵詞:實(shí)驗(yàn)
朱紅雨 李 迎
(①南京理工大學(xué)機(jī)械工程學(xué)院,江蘇南京210094;②南京化工職業(yè)技術(shù)學(xué)院,江蘇南京210048)
硬態(tài)旋風(fēng)銑削技術(shù)是高速硬加工技術(shù)與旋風(fēng)銑削技術(shù)相結(jié)合的一種集高效、精密、節(jié)能為一體的先進(jìn)制造技術(shù),該技術(shù)可以對硬度60 HRC以上的滾珠絲杠和滾珠螺母實(shí)施硬銑削,以切代磨實(shí)現(xiàn)一體化加工、免去磨削和熱處理工序,同時以干切削或少切削液實(shí)現(xiàn)綠色加工,是國外精密螺紋高效制造的主要工藝方法,目前受到國內(nèi)外研究者的普遍關(guān)注。
金屬切削過程實(shí)際上是材料被去除形成切屑的過程。在硬態(tài)旋風(fēng)銑削加工中,主要產(chǎn)生的是鋸齒狀切屑。這種鋸齒狀切屑可以導(dǎo)致切削力高頻率地周期變化波動,而且會增加刀具磨損速率,降低加工表面質(zhì)量,所以研究鋸齒狀切屑的形成機(jī)理及其與工件材料、切削條件之間的關(guān)系就顯得至關(guān)重要[1]。早期由Komanduri等人(1982年)提出的絕熱剪切理論,認(rèn)為產(chǎn)生鋸齒狀切屑主要是切削速度達(dá)某一臨界值時由切屑內(nèi)部局部應(yīng)力的突變所造成的。而Shaw等人(1998年)提出的周期脆性斷裂理論,認(rèn)為產(chǎn)生鋸齒狀切屑主要是從切屑自由表面向切削刃擴(kuò)展一半距離的周期性整體斷裂所形成的。目前對鋸齒狀切屑的形成機(jī)理尚無統(tǒng)一的認(rèn)識[1]。針對這兩種不同的理論體系,國內(nèi)外許多學(xué)者一直在積極地探索,蔡玉俊等人對30CrNi3MoV淬硬鋼(48 HRC)的切屑形成機(jī)理進(jìn)行了切削實(shí)驗(yàn)研究,研究結(jié)果表明鋸齒狀切屑的臨界切削條件實(shí)驗(yàn)曲線與絕熱剪切臨界切削條件的理論曲線基本吻合,認(rèn)為鋸齒狀切屑產(chǎn)生的根本原因是主剪切區(qū)內(nèi)熱軟化超過應(yīng)變硬化的結(jié)果[3]。Raja Kountanya等人對100Cr6軸承鋼(60 HRC)的切屑形成機(jī)理進(jìn)行切削實(shí)驗(yàn)研究和仿真分析,得出的結(jié)論是周期脆性斷裂理論在硬切削中占主導(dǎo)地位,由于實(shí)驗(yàn)過程中出現(xiàn)切削力隨切削速度增大而減小的現(xiàn)象,絕熱剪切理論的熱軟化作用也是存在的[4]。
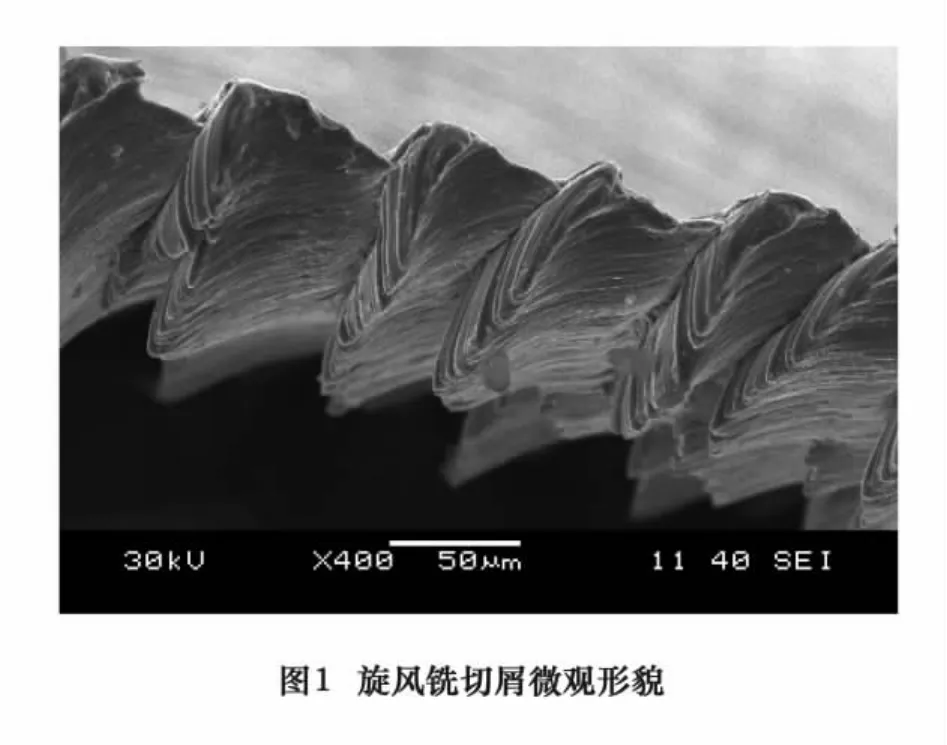
以上鋸齒狀切屑的研究總體而言都是針對切屑微觀形貌進(jìn)行的分析,而旋風(fēng)銑削切屑不僅在微觀上呈現(xiàn)出鋸齒狀(圖1),即使在宏觀形貌上也呈現(xiàn)出鋸齒狀(圖2)。
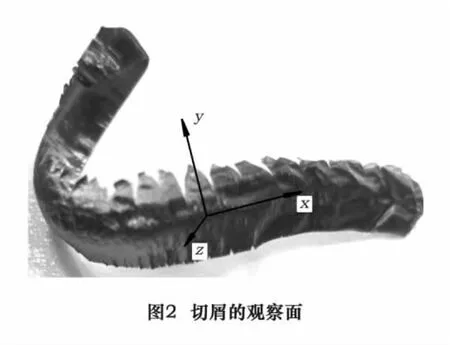
宏觀鋸齒與微觀鋸齒有本質(zhì)區(qū)別:一是觀察角度不同,微觀鋸齒狀切屑觀察面為切屑的橫截面(見圖2:xz平面),宏觀鋸齒狀切屑觀察面為切屑的兩個自由邊(見圖2:xy平面),兩平面相互垂直;二是觀察方法不同,微觀鋸齒狀必須借助掃描電鏡或高倍顯微鏡才能觀察到,而宏觀鋸齒狀直接用肉眼即可觀察到;三是形成機(jī)理不同,切屑微觀鋸齒狀形成機(jī)理前已述及,宏觀鋸齒狀切屑是在加工的過程中切屑自由邊厚度小于切屑中間厚度,當(dāng)材料的工作應(yīng)力大于許用應(yīng)力時形成的。因此,微觀鋸齒狀切屑與宏觀鋸齒狀切屑具有本質(zhì)的區(qū)別,絕不可籠統(tǒng)地不加前提地提鋸齒狀切屑。目前,針對旋風(fēng)銑削切屑宏觀形貌的分析鮮有報道,但實(shí)際加工中,由于受到加工條件的限制,切削力、切削溫度和加工表面粗糙度等切削性能指標(biāo)都不容易獲得,且其準(zhǔn)確性、可靠性都值得研究,而切屑易采集、易觀察,且隨著切削參數(shù)的變化而變化。因此,本文通過對滾動軸承鋼(平均硬度為63.5 HRC)旋風(fēng)銑削的工藝實(shí)驗(yàn)研究,給出了幾種典型宏觀切屑的形狀及其產(chǎn)生的條件,分析了宏觀鋸齒狀切屑鋸齒程度與工藝參數(shù)的關(guān)系,為建立硬態(tài)旋風(fēng)銑削加工過程在線監(jiān)控提供了一種新的方法。
1 實(shí)驗(yàn)條件與方法
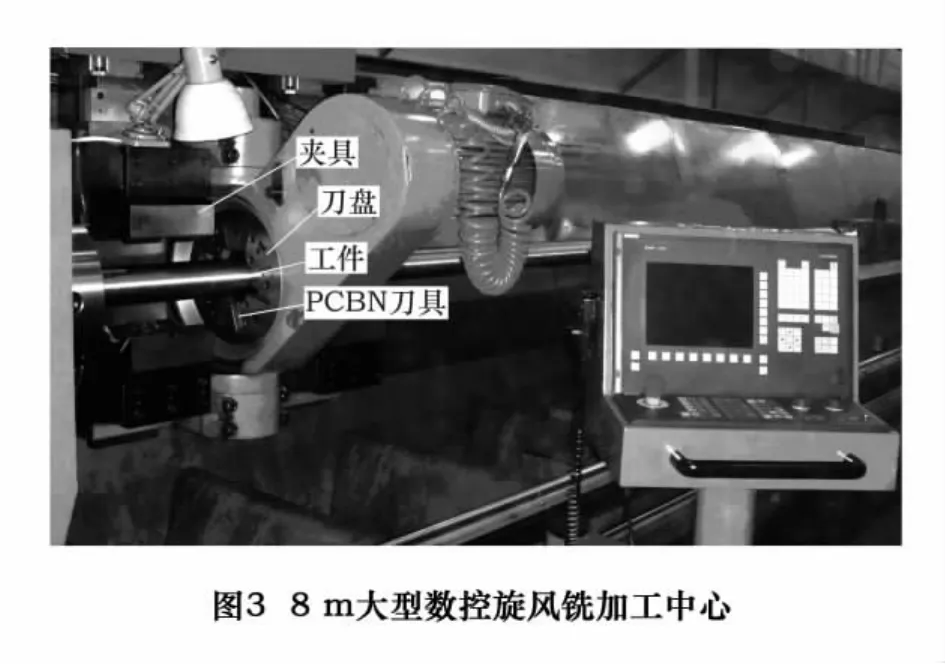
實(shí)驗(yàn)在漢江機(jī)床廠研制的8 m大型數(shù)控旋風(fēng)銑機(jī)床上進(jìn)行,如圖3所示。工件材料為淬硬鋼(平均硬度為63.5 HRC),尺寸為φ80 mm×10 mm×4 000 mm(其中螺紋長3 210 mm);刀具材料為聚晶立方氮化硼(PCBN)刀具,前角 -8°,倒棱15°×0.1 mm;刀頭數(shù)z=4把;刀盤刀尖旋轉(zhuǎn)直徑為90 mm,設(shè)定夾緊間距為85 mm;銑削方式為順銑;壓縮空氣冷卻。
實(shí)驗(yàn)方法為單因素試驗(yàn),分別對切削線速度和切削深度進(jìn)行兩組單因素試驗(yàn)研究,實(shí)驗(yàn)方案見表1。每組試驗(yàn)在采集切屑的同時,記錄主電動機(jī)輸入功率,測量工件的表面粗糙度,并觀察工件振紋是否明顯。
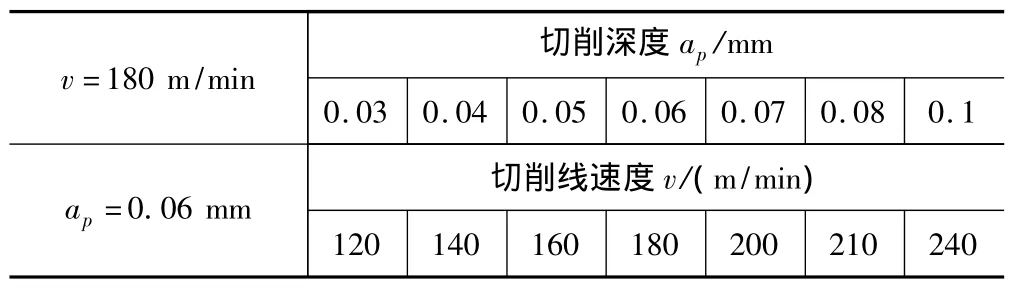
表1 實(shí)驗(yàn)方案
2 鋸齒狀切屑宏觀形貌分析
2.1 旋風(fēng)銑切屑的形成
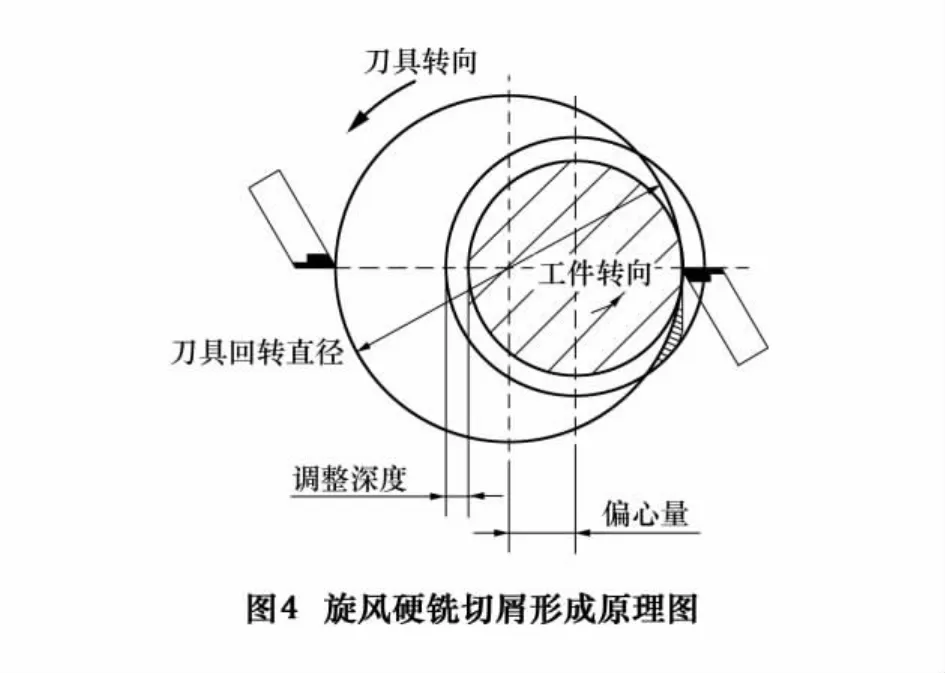
旋風(fēng)銑是一種帶沖擊性的斷續(xù)切削。圖4所示為旋風(fēng)銑削切屑形成原理圖,切入時切削厚度由小變大,切出時切削厚度由大變小,切削最終表面時切削厚度很小。所以加工表面質(zhì)量比普通銑削質(zhì)量高,但由于切削力引起工藝系統(tǒng)較大的振動,從而對加工精度有很大的影響。
2.2 旋風(fēng)硬銑切屑幾種主要的宏觀形貌
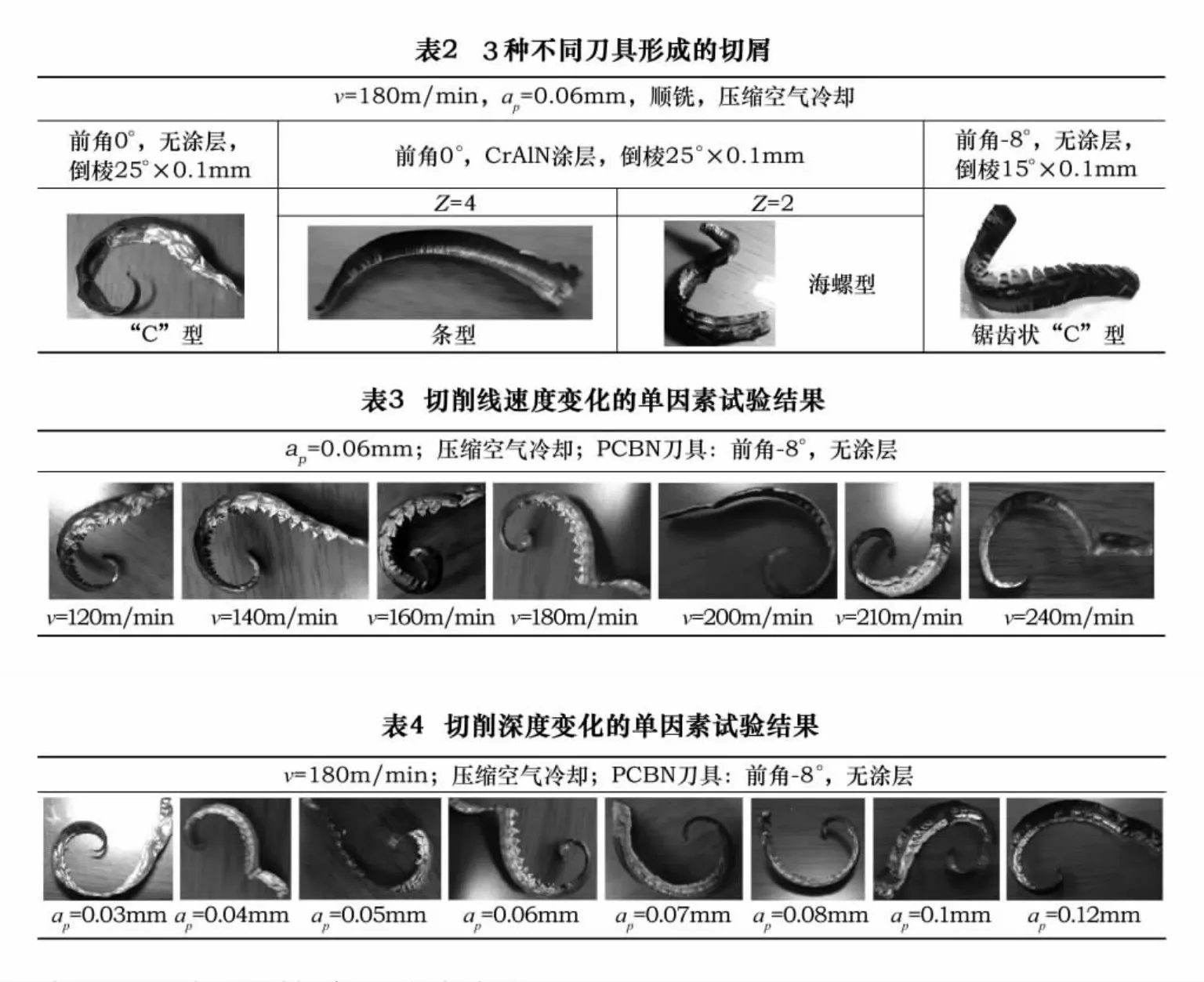
切屑的宏觀形貌是指不借助研究工具,直接用肉眼觀察到的切屑形貌。旋風(fēng)硬銑切屑形狀主要為“C”型,但會隨刀具結(jié)構(gòu)和涂層不同,有較大變化。表2為3種PCBN刀具在相同加工參數(shù)下形成的切屑。就鋸齒狀“C”型切屑形貌而言,隨切屑厚度、寬度的不同,自由邊的鋸齒大小也不同,故在同一根切屑上可以觀察到不同的切屑形貌。
2.3 宏觀切屑形貌隨切削條件的變化關(guān)系
表3為ap=0.06 mm,v從 120 m/min到 240 m/min的單因素試驗(yàn)結(jié)果。當(dāng)v≤180 m/min時,宏觀鋸齒程度明顯;當(dāng)v≥200 m/min時,隨著v的提高,宏觀鋸齒程度越來越弱。圖5為主電動機(jī)輸入功率隨切削線速度變化的曲線。當(dāng)切削線速度高于180 m/min時,主電動機(jī)輸入功率明顯下降。由此可見,宏觀切屑鋸齒程度變化情況反應(yīng)了主電機(jī)輸入功率的變化,并間接地為切削力的變化提供依據(jù)。
表4為v=180 m/min,ap從0.03 mm 到0.12 mm的單因素試驗(yàn)結(jié)果。當(dāng)ap=0.03~0.06 mm時,宏觀鋸齒程度由弱變強(qiáng);在ap=0.07 mm時,宏觀鋸齒程度最輕,之后程度略有加強(qiáng)。圖6為主電動機(jī)輸入功率隨切削深度變化的曲線。該曲線在切削深度為0.07 mm時主電動機(jī)輸入功率有一個明顯的降低,之后又隨切削深度的增加而略有增大;該變化幾乎與宏觀切屑鋸齒程度變化完全一致。

同時,切屑的宏觀鋸齒程度與被加工工件表面振紋的程度也完全吻合,即切屑的宏觀鋸齒程度越嚴(yán)重,其工件表面振紋越明顯。這進(jìn)一步說明了切屑的宏觀鋸齒化程度可以為切削功率、切削力和工藝系統(tǒng)的振動情況提供很好的依據(jù)。
3 結(jié)語
(1)提出了鋸齒狀切屑的微觀形貌和宏觀形貌在觀察角度、觀察方法和形成機(jī)理上存在本質(zhì)區(qū)別,說明絕不可籠統(tǒng)地不加前提地提鋸齒狀切屑;
(2)分析了硬態(tài)旋風(fēng)銑削幾種典型宏觀切屑形貌特征和產(chǎn)生的工藝條件,不同刀具獲得的切屑形貌顯著不同;
(3)通過實(shí)驗(yàn)研究表明:隨切削速度的提高,切屑宏觀鋸齒化程度減弱;隨切削深度的增大,切屑宏觀鋸齒化程度先增強(qiáng)后減弱,在切削深度0.06 mm時鋸齒化程度最嚴(yán)重;
(4)切屑宏觀鋸齒化程度與主電動機(jī)輸入功率、工件表面振紋的變化完全一致,說明了切屑的宏觀鋸齒化程度可以為切削功率、切削力和工藝系統(tǒng)的振動情況提供很好的依據(jù);
(5)本文的研究成果,為通過切屑建立硬態(tài)旋風(fēng)銑削加工過程在線監(jiān)控提供了一種新的方法。
[1]艾興.高速切削加工技術(shù)[M].北京:國防工業(yè)出版社,2003.
[2]黃祖堯.CNC螺紋旋風(fēng)硬銑削——高效綠色制造技術(shù)[J].機(jī)械工人.2004(9):26-28.
[3]蔡玉俊,等.高速切削30CrNi3MoV淬硬鋼切屑形成機(jī)理的實(shí)驗(yàn)研究[J].機(jī)械強(qiáng)度,2009,31(3):387-390.
[4]Raja Kountanya,et al.Effect of tool edge geometry and cutting conditions on experimental and simulated chip morphology in orthogonal hard turning of 100Cr6 steel[J].Journal of Materials Processing Technology,2009,209(11):5068-5076.
[5]Mahnama M,Morahhedy M R.Prediction of machining chaffer based on FEM simulation of chip formation under dynamic conditions[J].International Journal of Machine Tools and Manufacture,2010,50(7):611-620.
猜你喜歡
作文·小學(xué)低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學(xué)生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學(xué)低年級(2024年2期)2024-04-29 00:00:00
作文·小學(xué)低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
