作圖投影法在螺紋芯軸加工中的應(yīng)用
2011-10-18 14:34:06黃育全劉紅艷
制造技術(shù)與機(jī)床 2011年9期
關(guān)鍵詞:測量
黃育全 劉紅艷
(南京工藝裝備制造有限公司,江蘇南京210004)
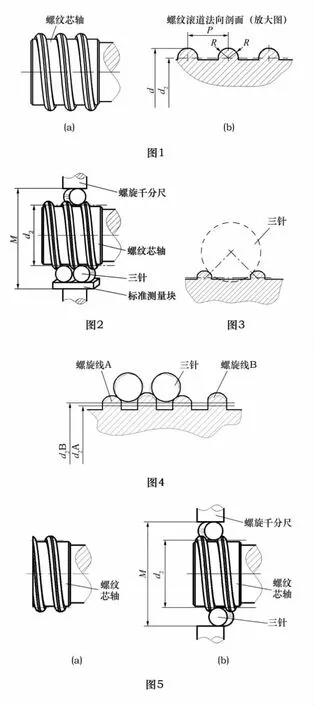
我公司作為國內(nèi)專業(yè)化生產(chǎn)滾珠絲杠副的龍頭企業(yè),在滾珠螺母的加工中常使用一種稱為螺紋芯軸的工裝,其中徑尺寸制造誤差對于滾珠螺母的批量加工非常重要。該螺紋芯軸的主要結(jié)構(gòu)形式如圖1a所示,其法向截型為凸圓型(如圖1b所示)。
在精加工后,該螺紋芯軸的中徑檢測一般可以效仿三角螺紋的常規(guī)檢測方法——三針法。先根據(jù)接觸點(diǎn)的位置計(jì)算、選用合適的三針,然后借助標(biāo)準(zhǔn)測量塊配合測量,如圖2所示。該測量方法在大多數(shù)情況下方便可行。
但對于以下幾種情況,采用三針法測量就不再適用:
(1)螺紋芯軸的導(dǎo)程比較大,根據(jù)接觸點(diǎn)計(jì)算出最佳三針,但三針和螺紋芯軸的實(shí)體部分干涉,無法進(jìn)行檢測,如圖3所示。
(2)螺紋芯軸為多線螺紋時(shí),如圖4所示,芯軸有2條螺旋線,螺旋線A和螺旋線B不能同時(shí)成型加工,實(shí)際加工中很可能A和B的螺紋中徑d2A和d2B不一致,造成測量中徑和真實(shí)中徑存在一定的誤差。
(3)特殊情況下,螺旋升角較大,螺紋芯軸的螺紋部分設(shè)計(jì)較短,僅有1~1.5牙(如圖5a所示),此時(shí)無法放置三針(如圖5b所示),造成螺旋千分尺夾持不穩(wěn),測量困難。
針對上述測量問題,下面介紹一種工程作圖投影法來加以解決。其方法及主要步驟如下:
(1)將工件大徑作為工藝基準(zhǔn)加工至某一實(shí)際值。根據(jù)圖紙?jiān)O(shè)計(jì)要求,計(jì)算出理論螺紋中徑上差(d2max)、下差(d2min)與實(shí)際大徑的差值,以實(shí)際外圓尺寸線為基準(zhǔn),確定螺紋中徑公差帶尺寸線位置,按一定比例畫出螺紋部分的放大透視圖(圖6),圖中R和R'數(shù)值相等,為便于說明,對圓弧標(biāo)注加以區(qū)分。
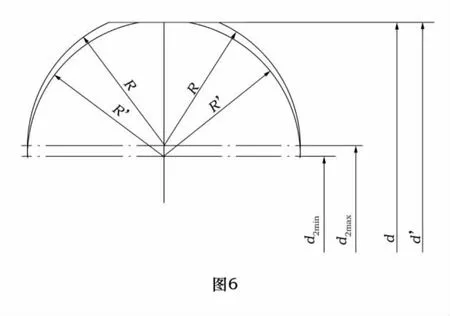
(2)在光學(xué)投影儀上安裝好兩端頂針座,調(diào)整兩頂針連線與工作臺(tái)移動(dòng)方向一致,將被測螺紋芯軸裝在兩頂針之間并鎖緊。按下式計(jì)算出螺紋芯軸的螺旋升角β,將工作臺(tái)與該軸水平方向按螺旋升角調(diào)整好。

式中:P為螺紋導(dǎo)程;d2為螺紋中徑名義尺寸。
(3)選擇適當(dāng)放大倍數(shù),調(diào)整光圈、焦距等,使螺紋部分的法向截型放大并清晰地顯示在投影屏上。
(4)將事先畫好的放大透視圖與投影屏上實(shí)物放大圖比較,比較時(shí)將透視圖的大徑與芯軸的實(shí)際大徑投影相重合,目測螺紋兩R投影落在透視圖R與R'之間則說明螺紋中徑合格;如落在R'之上,則說明螺紋中徑還有余量;如落在R之下,則說明螺紋中徑已超下差,無法返修。
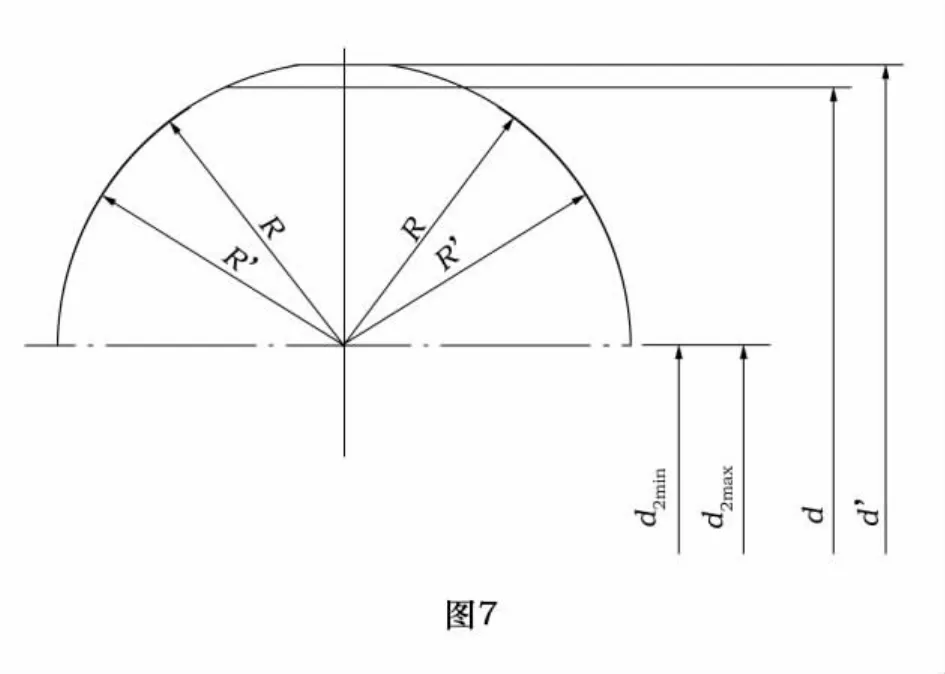
在上述投影法中,如在步驟(1)中將放大透視圖的畫法做一微調(diào),將圖6中的d尺寸線和R圓弧部分整體平移,使得d2max與d2min重合,R圓弧部分與R'圓弧部分重合,此時(shí)形成了圖7所示的透視圖,d和d'兩條大徑線分開,同時(shí)在上述步驟(4)操作中,我們可將透視圖(圖7)的R與芯軸的實(shí)際R投影相重合,目測螺紋大徑投影落在透視圖d與d'之間則說明螺紋中徑合格;如落在d'之上,則說明螺紋中徑已超下差,無法返修;如落在d'之下,則說明螺紋中徑還有余量。如想定量測出螺紋中徑值,我們可將螺紋大徑投影線在透視圖中描出,用游標(biāo)卡尺測出其與d的實(shí)際距離H,由下式計(jì)算出螺紋中徑實(shí)測值:

式中:x為投影放大倍數(shù);當(dāng)螺紋大徑投影線在d尺寸線下方,H取正值,反之取負(fù)值。
值得注意的是,作圖投影方法測量螺紋中徑的準(zhǔn)確性,除了測量儀器的誤差外,螺紋法向截型R實(shí)際大小、透視圖準(zhǔn)確度、圖形線寬和描繪質(zhì)量是影響測量準(zhǔn)確度的重要因素。為減小測量誤差,建議在畫放大透視圖前,可先采用投影法測出螺紋法向截型R實(shí)際大小,并以R的實(shí)際值畫出圖中R部分。在條件允許下,盡可能地采用電腦繪圖,并用專業(yè)的工程繪圖儀,采用精密輸出繪制,線越細(xì)越好,以能看清為準(zhǔn)。此外,投影時(shí)盡可能地選擇大的放大倍數(shù),也可減小測量誤差。
通過作圖投影法代替常規(guī)三針法測量螺紋中徑,有效地解決了我公司特殊凸圓型螺紋芯軸在實(shí)際加工中的測量難題,雖然其測量準(zhǔn)確性受諸多因素的影響,但在一定的設(shè)計(jì)標(biāo)準(zhǔn)范圍內(nèi),該方法具有很好的工程意義。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00
