龍門機床橫梁的仿形加工
2011-10-18 14:34:10王道明于鳳軍郭志超劉清濤
制造技術(shù)與機床 2011年9期
王道明 于鳳軍 郭志超 楊 寧 劉清濤
(①沈陽機床股份有限公司,遼寧沈陽110142;②沈陽遠大企業(yè)集團,遼寧沈陽110027;③長安大學工程機械學院,陜西西安710064)
對于龍門機床而言,橫梁是機床結(jié)構(gòu)的重要組成部分,其機械性能直接影響機床的加工精度。在機床安裝調(diào)試過程中,橫梁經(jīng)常因為自重及受載后發(fā)生變形,致使龍門機床橫梁方向直線度經(jīng)常不合要求,需要反復加修,影響安裝進度。為此,本文提出通過有限元分析和實際檢測相結(jié)合的方法來解決此問題。
1 橫梁工藝分析
橫梁是機床的主要支承件,對整個機床的性能影響非常大。其結(jié)構(gòu)聯(lián)接一般是通過兩端部螺釘固定在兩立柱上,滑板主軸箱等構(gòu)件在其上橫向移動,如圖1所示。龍門式機床橫梁的受力結(jié)構(gòu)為兩點簡支梁支承形式,造成橫梁變形的主要原因是重力和加工時的切削力,需要有較好的靜態(tài)和動態(tài)性能[1]。龍門機床驗收要求滑板沿橫梁運動方向(Y軸)的正向和側(cè)向直線度符合特定要求。
橫梁材質(zhì)多為鑄鐵,龍門橫梁正面B、C和側(cè)面A是影響龍門機床Y軸正向和側(cè)向直線度的主要因素,因此這三面的加工精度極為重要,一般B、C面有平面度和直線度的限制,A面需要給出直線度和相對于B面的垂直度要求。目前,設(shè)計人員大多只是給出精度要求的具體數(shù)值,依照傳統(tǒng)加工方法,銑、磨A、B、C面以達到精度要求。但在實踐中發(fā)現(xiàn),在滑板和主軸箱安裝之后,橫梁受自重、滑板和主軸箱的翻轉(zhuǎn)力矩作用而發(fā)生變形,使得橫梁直線度經(jīng)常難以保證,如圖2所示。

如:對一長6 m的機床橫梁,Y向行程4 100 mm,機床幾何精度Y軸正面和側(cè)面直線度要求0.03 mm,在橫梁安裝在立柱上之前,測得橫梁A、B、C面直線度為0.03 mm,滿足設(shè)計要求,但是安裝之后發(fā)現(xiàn)A面直線度全長0.06 mm,B面0.07,C面0.06;不合要求,需多次調(diào)整、加修,費工時,提高加工成本,安裝進度難以保證。
2 橫梁仿形加工
仿形加工難點是要找得仿形加工輪廓數(shù)據(jù)[3],本文采用有限元分析和實際檢測結(jié)合的方法,對橫梁A面求得其仿形加工曲線,具體過程如下:
2.1 橫梁有限元分析
先不考慮鑄件本身缺陷及自重的影響,僅考慮橫梁受外力作用引起的變形。本文采用國際知名Soliworks公司開發(fā)的具有先進技術(shù)的Soliworks simulation軟件[2],對滑板位于橫梁任意位置時的受力情況進行有限元分析,得出A面變形曲線如圖3所示。
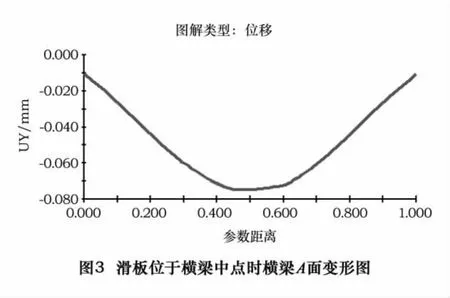
在該有限元分析中,邊界條件處理:兩立柱底部的3個方向的固定約束,橫梁和立柱結(jié)合面的螺釘連接,滑板和橫梁面面接觸,滑板上壓板與橫梁面面接觸。載荷處理:采用遠程載荷方式處理滑板和主軸箱等件自重;網(wǎng)格劃分:采用高品質(zhì),不同部位分別劃分的方法。
2.2 橫梁的仿形加工
具體過程如下:
①如圖4所:將橫梁平放,正面朝上,兩端4個支撐塊支承,A、B面精銑,留加工余量;
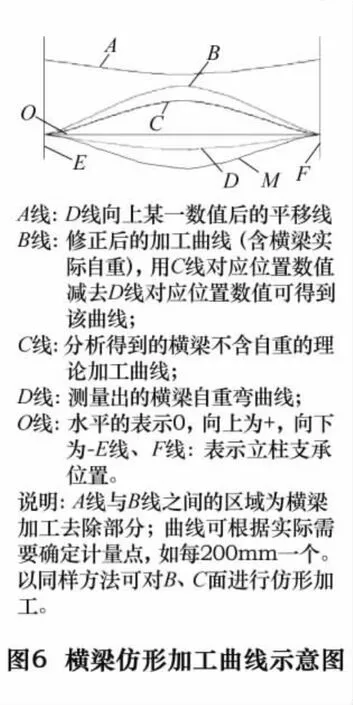
②模擬橫梁工作時的放置狀態(tài),如圖5所示。自然時效處理一定時間后,可用水平儀和光管,求出A面實際變形曲線,即圖6中的曲線D,即為考慮材質(zhì)分布不均橫梁自重變形的實際曲線。


③將有限元分析得到的如圖3所示的曲線相對于O線鏡像得到如圖6中的C曲線:即為不考慮橫梁自重時的橫梁加工曲線;將圖6中的C線與D線的對應點做減運算,得到A面仿形加工的B曲線。
④橫梁再放回與如圖4所示的位置,依照B線對橫梁對A面進行仿形加工,此處為最后一道工序,一般在磨床上采用數(shù)控編程進行加工。如果按照圖5加工,獲得的結(jié)果將更加精確,但受機床加工條件限制,一般只能采用圖4位置加工最后一道工序。
通過橫梁受力的有限元分析,確定出橫梁不考慮自重時的加工曲線,而后以測得自重時橫梁的變形曲線對不考慮自重時的加工曲線進行修正,得到最終的仿形加工曲線。仿形加工曲線事先考慮到橫梁受自重及外力作用的變形情況,使龍門機床Y軸直線度在一次安裝后即可滿足要求。因為有限元分析結(jié)果的誤差,會使得仿形曲線有一定誤差,但一般局部修配即可滿足要求。
3 結(jié)語
采用對橫梁進行有限元分析的方法,求出橫梁受力后的理論變形曲線,并對其進行修正;然后,按此曲線對橫梁進行仿形加工,使得加工出的橫梁一次安裝即可以滿足幾何精度要求,避免了盲目、反復加修橫梁,加快了機床安裝進度,降低了成本,同時可為其他類似產(chǎn)品加工提供參考。
[1]羅傳林,李鍛能.龍門式機床橫梁的結(jié)構(gòu)設(shè)計研究[J].機電工程技術(shù),2006(3):45-47.
[2]葉修梓,陳超祥.SolidWorks Simulation高級教程[M].北京:機械工業(yè)出版社,2009.
[3]陳時虎.轉(zhuǎn)K3型轉(zhuǎn)向架側(cè)梁腹板孔仿形加工工藝[J].機車車輛工藝,2009(1):14-15.
猜你喜歡
民用飛機設(shè)計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
機械工程師(2015年10期)2015-02-02 01:14:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
