35CrMo鋼表面激光熔覆Ni/WC-Y2O3合金工藝研究
2011-10-20 14:08:28丁陽(yáng)喜孫曉龍
制造技術(shù)與機(jī)床 2011年10期
丁陽(yáng)喜 孫曉龍
(華東交通大學(xué)機(jī)電工程學(xué)院,江西南昌 330013)
激光熔覆是近年來(lái)發(fā)展迅速的一種表面改性技術(shù),它是通過(guò)在基材表面添加熔覆材料,并利用高能激光束使之與基材表面層一起熔凝的方法,在基材表面制備性能優(yōu)良并與基材形成冶金結(jié)合的熔覆層,從而達(dá)到改善或修復(fù)失效零部件、延長(zhǎng)其使用壽命的目的[1-2]。35CrMo鋼具有較高的強(qiáng)度、沖擊韌性及疲勞強(qiáng)度,良好的淬透性,高溫下具有高的強(qiáng)度與抗蠕變性能,長(zhǎng)期工作溫度可達(dá)500℃;冷變形時(shí)中等塑性,而焊接性能則較差,常用于制造在大負(fù)荷條件下工作的重要結(jié)構(gòu)件,如發(fā)動(dòng)機(jī)、車輛傳動(dòng)件、汽輪發(fā)電機(jī)的主軸、高速列車的車軸以及其他大斷面零件。這些零件在工作過(guò)程中,其表面承受摩擦、擠壓、沖擊等應(yīng)力,常會(huì)引起表面磨損、點(diǎn)蝕脫落等失效形式。零件失效后若直接報(bào)廢則會(huì)造成使用成本增高,如能在失效部位激光熔覆一層耐磨合金層,并經(jīng)簡(jiǎn)單加工后恢復(fù)其使用精度和性能,實(shí)現(xiàn)對(duì)零件的再制造,將具有較大的經(jīng)濟(jì)意義[3-5]。
1 實(shí)驗(yàn)設(shè)計(jì)及試驗(yàn)
1.1 實(shí)驗(yàn)材料及設(shè)備
選用35CrMo鋼作為基材,切割大小為40 mm×20 mm×10 mm的試塊,經(jīng)能譜分析其化學(xué)成分(質(zhì)量百分比%)見表1。試塊在激光熔覆前,通過(guò)920℃淬火和640℃回火熱處理,硬度值為45~50 HRC。

表135CrMo鋼化學(xué)成分(質(zhì)量分?jǐn)?shù)%)
熔覆層合金主要采用Ni60自熔性合金粉末,目數(shù)為140~325目,其成分如表2所示。

表2 Ni60自熔性合金粉末成分(質(zhì)量分?jǐn)?shù)%)
采用人工預(yù)置粉末方式,預(yù)置粉末厚度為0.5 mm且均勻,用滴管滴以金屬膠,200℃烘干2 h待用。
實(shí)驗(yàn)采用國(guó)產(chǎn)TJ-HL-T5000型連續(xù)橫流CO2激光加工系統(tǒng)進(jìn)行熔覆;用JSM-6360LA型掃描電子顯微鏡 (SEM)分析熔覆層的組織結(jié)構(gòu)和成分;用HDX-1000數(shù)字顯微硬度計(jì)測(cè)量熔覆層的顯微硬度;用M-2000型磨損試驗(yàn)機(jī)進(jìn)行耐磨性實(shí)驗(yàn)。
1.2 正交試驗(yàn)確定最優(yōu)工藝參數(shù)
試驗(yàn)選取激光功率P、離焦量L、掃描速度V三個(gè)因素作為研究對(duì)象,采用L9(33)正交表。實(shí)驗(yàn)結(jié)果見表3。
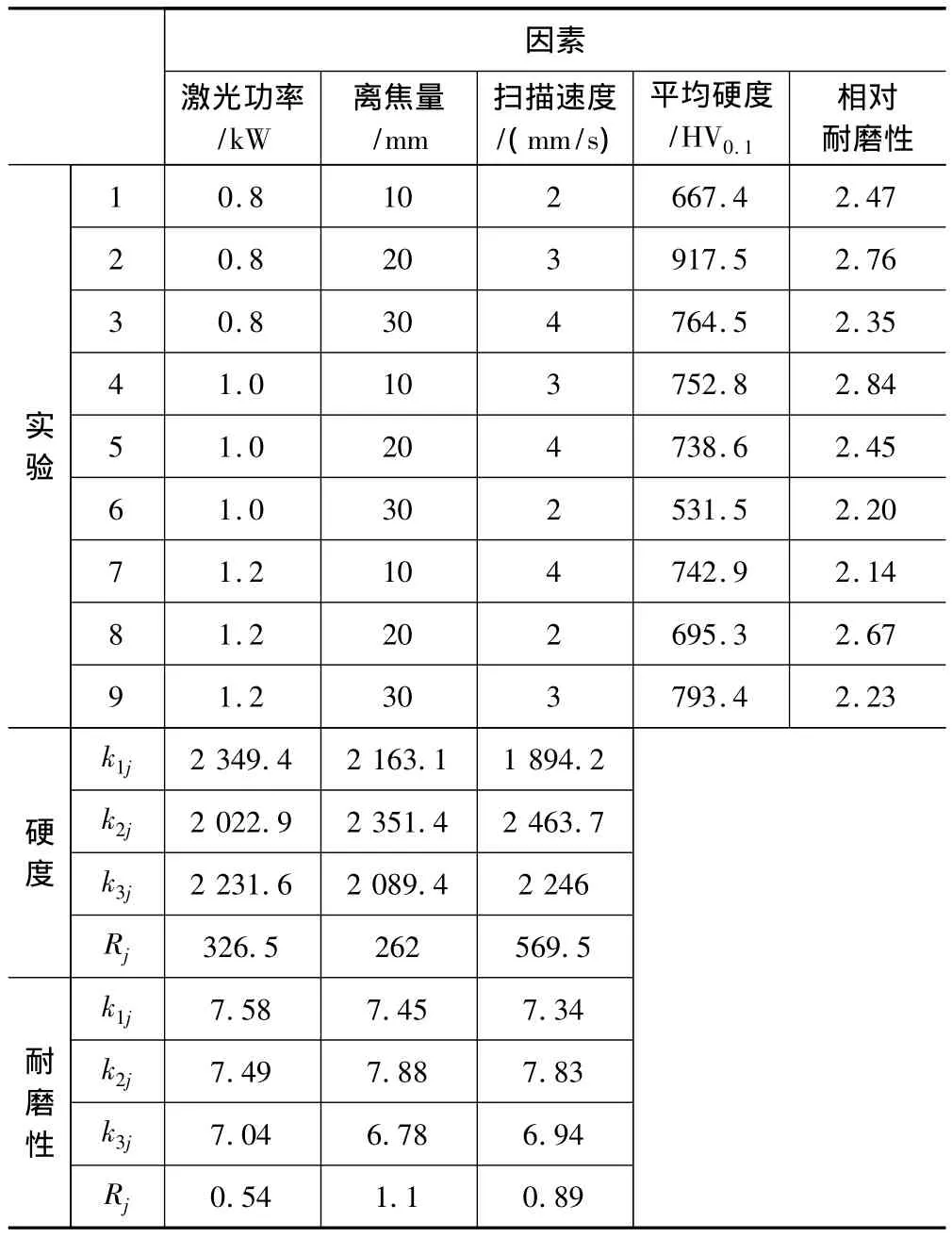
表3 正交實(shí)驗(yàn)設(shè)計(jì)結(jié)果分析
分別比較硬度和耐磨性的極差Rj,可以得出以下結(jié)論:三個(gè)因素對(duì)激光熔覆層平均硬度的影響從大到小依次是掃描速度、激光功率和離焦量;三個(gè)因素對(duì)激光熔覆層相對(duì)耐磨性的影響從大到小依次是離焦量、掃描速度和激光功率。
綜合考慮,2號(hào)方案不僅可以使熔覆層得到很高的硬度,而且能夠得到很好的耐磨性能,因此,選擇2號(hào)方案作為較優(yōu)熔覆工藝。
2 試驗(yàn)結(jié)果分析
2.1 激光工藝參數(shù)對(duì)熔覆層顯微硬度的影響
圖1a是掃描速度V和離焦量L保持不變,激光功率P對(duì)熔覆層硬度的影響情況。由圖中可知:當(dāng)掃描速度和離焦量保持不變時(shí),隨著激光功率的增大,熔覆層的顯微硬度先提高后降低,且影響很大。這是因?yàn)榧す夤β试黾訒r(shí),涂層材料在單位時(shí)間內(nèi)得到的能量增大,激光功率密度也相應(yīng)增大,硬質(zhì)碳化物得到充分熔解,更多的金屬碳化物及硼化物在熔覆層中形成,顯微硬度也隨之提高。當(dāng)熔覆層的表面硬度達(dá)到峰值883.5HV0.1時(shí),繼續(xù)增大激光功率,熔覆層硬度值又逐步下降,主要原因?yàn)椋鄹矊永餄B透了大量的鐵元素,使熔覆層的稀釋作用增強(qiáng),從而導(dǎo)致顯微硬度降低。
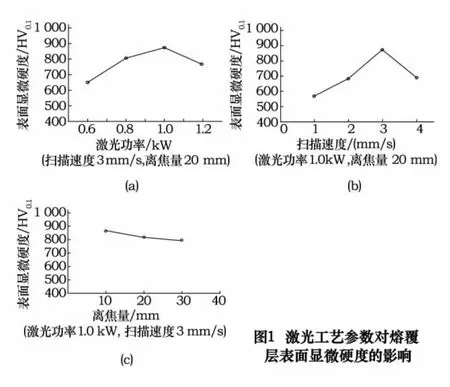
圖1b是激光功率P和離焦量L不變的情況下,掃描速度V對(duì)熔覆層硬度的影響。從圖中能夠看出:隨著掃描速度的提高熔覆層的顯微硬度也提高,在到達(dá)峰值后隨著掃描速度的繼續(xù)提高熔覆層的顯微硬度又降低。其原因是:當(dāng)掃描速度較低時(shí),激光輸入的能量較高,造成熔覆層的顯微組織粗大,導(dǎo)致硬度偏低;而當(dāng)掃描速度過(guò)高時(shí),單位時(shí)間內(nèi)熔覆層實(shí)際接收的激光能量較小,不能形成細(xì)小致密的枝晶組織,同樣會(huì)造成硬度的下降。
圖1c是激光功率P和掃描速度V保持不變,離焦量L對(duì)熔覆層硬度的影響。由圖可知,離焦量的變化對(duì)于熔覆層的顯微硬度影響不大,隨離焦量的增大,熔覆層硬度略有降低。增大離焦量,光斑直徑變大,激光功率密度減小。不同離焦量時(shí)熔覆層顯微硬度變化很小是因?yàn)?離焦量雖然發(fā)生變化,但光斑直徑?jīng)]什么變化,功率密度的改變就很小,因此對(duì)顯微硬度的影響就較小。
2.2 激光工藝參數(shù)對(duì)熔覆層耐磨性的影響
圖2a、b、c分別為激光功率、掃描速度和離焦量對(duì)熔覆層的耐磨性的影響情況。由圖2a可看出在V=4mm/s,L=20mm時(shí),熔覆層的相對(duì)耐磨性隨P的增加先提高后降低。這是由于P過(guò)小或者過(guò)大都會(huì)導(dǎo)致晶粒變得粗大而又不規(guī)則,從而降低熔覆層的耐磨性。
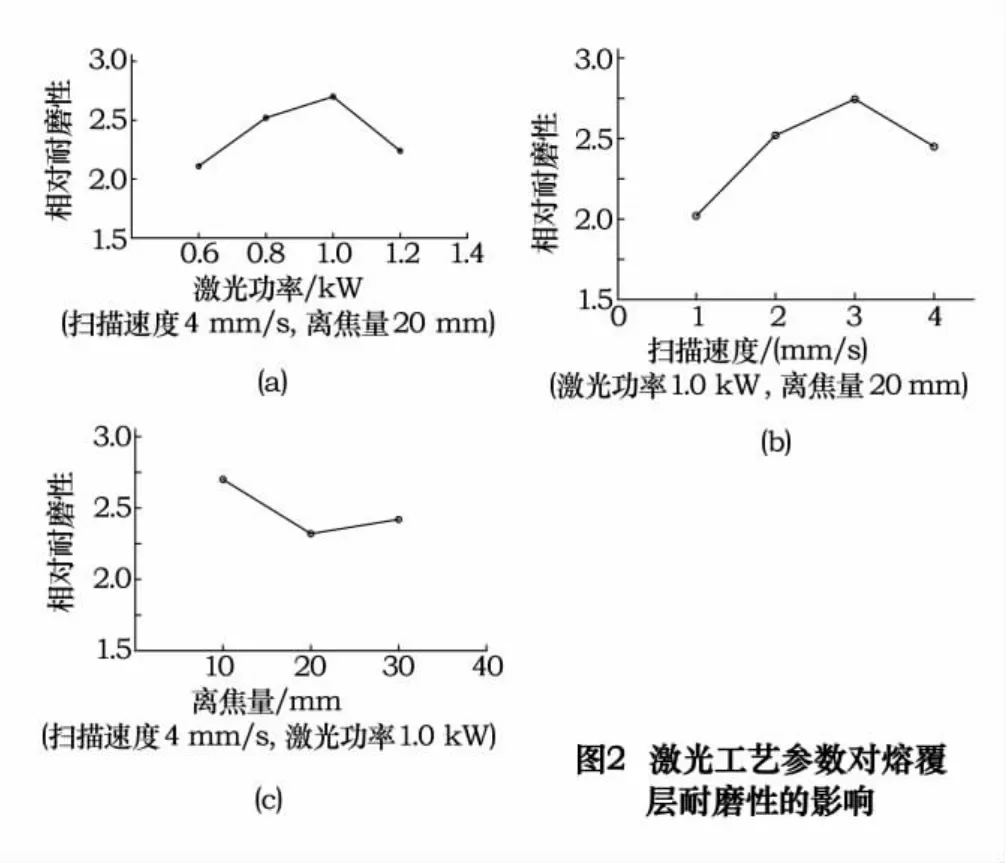
由圖2b可看出,在P=1kW,L=20mm時(shí),熔覆層的相對(duì)耐磨性隨V的增加先提高后降低。這是由于V過(guò)小時(shí)熔覆層會(huì)過(guò)燒,V過(guò)大,熔覆層的受輻照時(shí)間短,使結(jié)晶時(shí)間變長(zhǎng)不易形成細(xì)小晶粒,兩種情況均會(huì)使熔覆層耐磨性降低。
由圖2c可看出,在V=4mm/s,P=1kW時(shí),熔覆層的相對(duì)耐磨性隨L的增加先降低后趨于穩(wěn)定。這是由于L增大使光斑直徑變大,激光功率密度下降,不能形成細(xì)小的胞晶組織,從而降低熔覆層的耐磨性。
3 WC對(duì)35CrMo鋼激光熔覆Ni60合金組織性能的影響
在實(shí)際零部件的使用中,對(duì)熔覆層的硬度和耐磨性提出了更高的要求,為進(jìn)一步提高鎳基合金熔覆層的性能,可在鎳基合金中加入高硬度、高熔點(diǎn)、高耐磨性的WC粉末,形成復(fù)合粉末熔覆層。
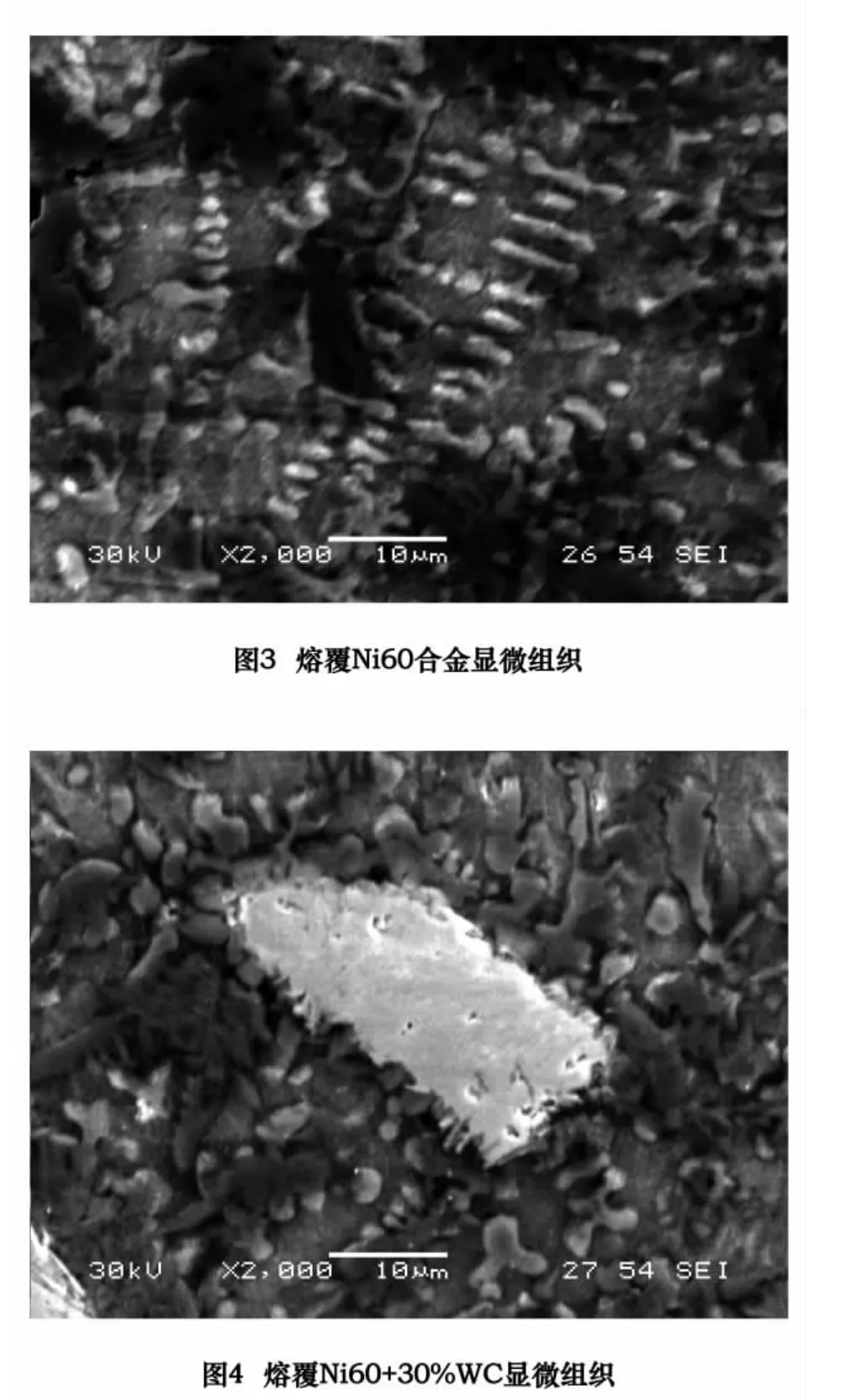
3.1 組織分析
采用激光熔覆合金粉末成分為Ni60+15%WC、Ni60+30%WC時(shí),使用優(yōu)化的激光熔覆工藝參數(shù)進(jìn)行激光熔覆后,熔覆層硬度值相差很小,添加WC合金到Ni60后,由于熔覆層的組織結(jié)構(gòu)沒發(fā)生太大變化,所以熔覆層硬度也沒有什么大的變化。在激光熔覆工藝參數(shù)相同的情況下,熔覆層的顯微結(jié)構(gòu)總體保持不變。從圖3、4中能夠看出,加入WC粉末合金后,熔覆層的顯微結(jié)構(gòu)沒有因此發(fā)生改變,胞狀晶結(jié)構(gòu)仍是其主要形式,只是顯微組織中增加了很多白色塊狀物。用能量分散式分析裝置(EDS)分析,可知白色塊狀物就是未熔的WC硬質(zhì)相。
3.2 硬度及耐磨性分析
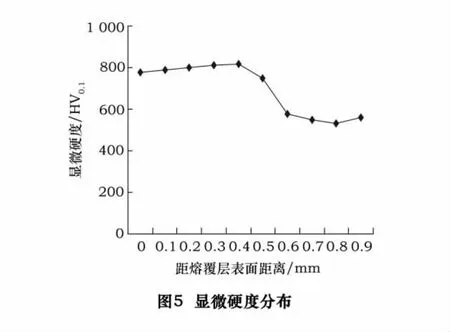
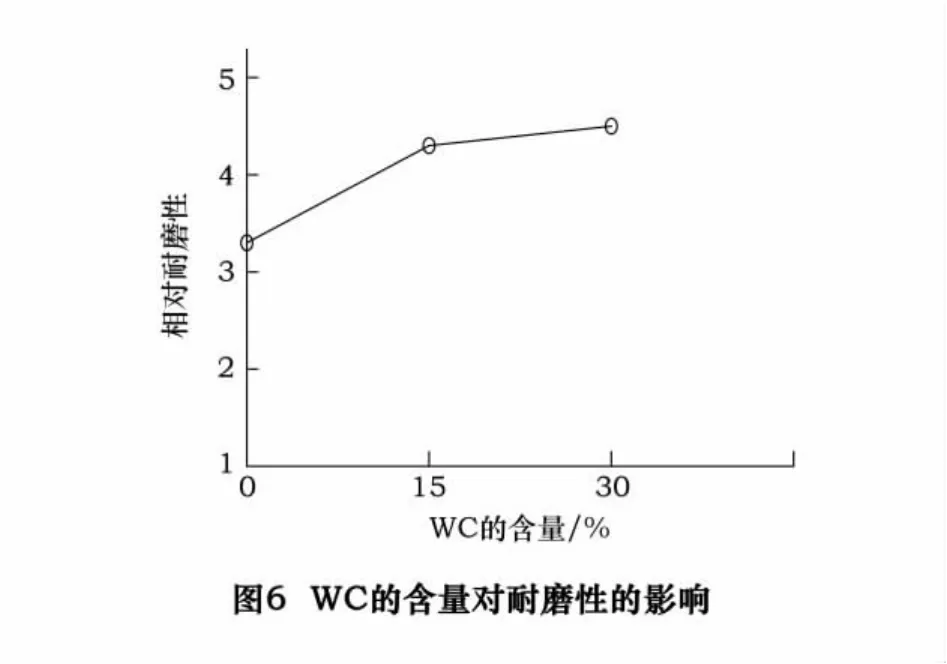
圖5是沿著深度方向熔覆層顯微硬度變化的情況,硬度最高值出現(xiàn)在次表層。由圖5、圖6可知,加入WC后,熔覆層硬度變化不大,但耐磨性卻提高了很多,與不加WC的熔覆層相比,加入30%WC的熔覆層相對(duì)耐磨性提高近40%。其原因?yàn)?當(dāng)激光功率密度較低時(shí),而存在未熔化的WC顆粒硬質(zhì)相,也沒有與周邊組織結(jié)合生成W2C,因此熔覆層的耐磨性優(yōu)異。這對(duì)于耐磨性要求很高的35CrMo鋼零件來(lái)說(shuō),有著重要的意義。因此,在激光熔覆過(guò)程中,只要功率參數(shù)合適,就能夠通過(guò)保留WC硬質(zhì)相來(lái)提高熔覆層的耐磨性。
4 Y2O3對(duì)35CrMo鋼激光熔覆 Ni60/30%WC合金組織性能的影響
4.1 硬度分析
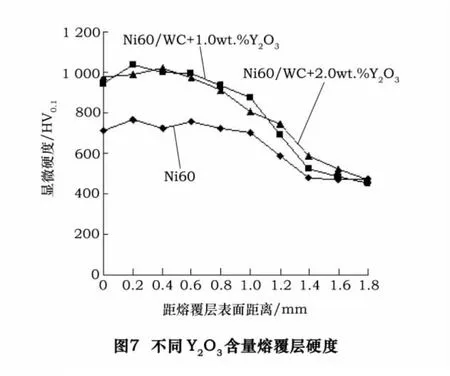
圖7為添加了不同含量Y2O3的熔覆層橫截面上沿深度方向顯微硬度分布圖。可見,加入Y2O3使熔覆層的顯微硬度大大提高,從760 HV0.1左右提高到1 000 HV0.1左右。其原因主要為:
(1)金屬材料的抗變形能力對(duì)熔覆層硬度有很大的影響。金屬材料受外力或內(nèi)力作用產(chǎn)生形變?cè)谖⒂^上表現(xiàn)為受力點(diǎn)的塑性應(yīng)變由一個(gè)晶粒通過(guò)晶界傳遞給另一個(gè)晶粒,如果晶界的阻力越大,則金屬材料的抗變形能力越強(qiáng),其硬度也越高。而熔覆過(guò)程中稀土元素正是由于它的擴(kuò)散作用優(yōu)先在熔覆層晶界處偏聚,減少了雜質(zhì)元素的偏聚,起到凈化晶界,最終強(qiáng)化晶界的作用,達(dá)到提高其顯微硬度的效果。
(2)稀土元素的滲入對(duì)碳化物的形態(tài)、大小、分布、數(shù)量和結(jié)構(gòu)產(chǎn)生了影響,因而影響了熔覆層的性能。
(3)加入稀土對(duì)熔覆層起到細(xì)晶強(qiáng)化和合金化強(qiáng)化,稀土的滲入細(xì)化了組織,晶粒越細(xì),晶界面積越大,塑性形變?cè)嚼щy,因此硬度有所提高。
添加質(zhì)量分?jǐn)?shù)為1.0wt.%Y2O3的熔覆層平均硬度和添加質(zhì)量分?jǐn)?shù)為2.0wt.%Y2O3的平均硬度相差不大。這說(shuō)明:稀土增加了異質(zhì)形核的核心,使晶粒細(xì)化,起到變質(zhì)劑的作用;在熔覆時(shí),大量WC會(huì)被燒損;加入Y2O3后,由于粉末整體吸熱性能得到改變,使大量WC和W2C硬質(zhì)相得到保留,并彌散分布在熔覆層中,同時(shí),由于稀土凈化了顯微組織,使熔覆層中雜質(zhì)的含量降低,因而其硬度值得到了顯著的提高。
4.2 耐磨性分析
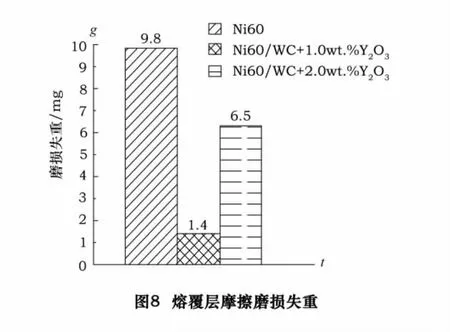
圖8分別是未添加 Y2O3和添加質(zhì)量分?jǐn)?shù)為1.0wt.%Y2O3、2.0wt.%Y2O3的激光熔覆層的磨損失重情況。與沒有添加Y2O3的Ni60熔覆層相比,添加Y2O3后的耐磨性顯著提高。這是由于加入稀土元素后,稀土優(yōu)先偏聚在晶界,使晶界得到強(qiáng)化,晶界附近位錯(cuò)的移動(dòng)性較強(qiáng),晶粒之間的滑移傳遞較容易,這有利于促進(jìn)摩擦過(guò)程中表面微裂紋頂部的應(yīng)力松弛,增大裂紋擴(kuò)展的阻力,從而減輕磨損。同時(shí)晶粒的細(xì)化均勻,WC硬質(zhì)相的更多保留也會(huì)改變?nèi)鄹矊拥哪Σ僚c磨損性能,細(xì)化的共晶組織使得合金韌性得到提高,韌性高導(dǎo)致基體對(duì)硬質(zhì)點(diǎn)的附著力增強(qiáng),同時(shí)由于提高了熔覆層韌性,局部裂紋出現(xiàn)的幾率減小,在磨損作用下,磨損表面不斷地產(chǎn)生塑性變形,延緩了破碎過(guò)程,抗磨性能隨之提高。此外,由圖8可知,質(zhì)量分?jǐn)?shù)為1.0wt.%Y2O3與質(zhì)量分?jǐn)?shù)為2.0wt.%Y2O3相比,其耐磨性更好。從顯微組織圖中可以看到,質(zhì)量分?jǐn)?shù)為1.0wt.%Y2O3熔覆層中,顯微組織中等軸晶大量出現(xiàn),且顯微組織細(xì)小均勻。因此,為了得到耐磨性更好的熔覆層,應(yīng)該加入質(zhì)量分?jǐn)?shù)為1.0wt.%Y2O3。
5 結(jié)語(yǔ)
(1)35CrMo鋼激光熔覆Ni基復(fù)合粉末時(shí),對(duì)熔覆層硬度影響最大的是掃描速度,其次是激光功率,而離焦量的影響最小。對(duì)耐磨性影響最大的是離焦量,其次是掃描速度,最后是激光功率。
(2)為獲得硬度和耐磨性優(yōu)良的熔覆層,可以選擇激光功率P=0.8 kW,離焦量L=20 mm,掃描速度V=3 mm/s作為激光熔覆的工藝參數(shù),其熔覆層硬度為 917.5 HV0.1,相對(duì)耐磨性為 2.76。
(3)使用 Ni60+30wt.%WC+1.0wt.%Y2O3復(fù)合粉末,能夠得到硬度和耐磨性能優(yōu)異的熔覆層。
[1]關(guān)振中.激光加工工藝手冊(cè)[M].北京:中國(guó)計(jì)量出版社,2007.
[2]鄭啟光.激光先進(jìn)制造技術(shù)[M].武漢:華中科技大學(xué)出版社,2002.
[3]曾海云,段怡雄,王平華.35CrMo車軸疲勞裂紋超聲波檢驗(yàn)工藝方法[J].電力機(jī)車與城軌車輛,2005,(6):34 -37.
[4]李剛,夏元良.42CrMo鋼寬帶激光熔覆 NiCrBSi組織和性能[J].金屬熱處理,2001(3):16 -18.
[5]張世宏,李明喜,李輝生,等.納米Y2O3彌散強(qiáng)化Ni基合金激光熔覆層[J].熱加工工藝,2006(6):17-19.
