基于Dynaform的方形盒沖壓成形仿真
2011-10-20 02:02:38寶雞文理學院機電工程系史革盟
河南科技 2011年8期
關鍵詞:變形
寶雞文理學院機電工程系 史革盟
基于Dynaform的方形盒沖壓成形仿真
寶雞文理學院機電工程系 史革盟
盒形件是金屬薄板拉深成形中較為典型的沖壓件,拉深變形時,應力、應變在變形區內沿周邊的分布很不均勻,其變形規律具有一定的典型性。利用傳統方法進行沖壓工藝分析時,為了避免材料成形過程中出現斷裂、起皺、頸縮等不良影響,必須反復修改成形加工的某些參數或修改模具形狀,耗資大、產品開發周期長。
Dynaform軟件是美國ETA公司與LSTC公司合作開發的針對板料成形數值模擬的專業化軟件,該軟件能模擬拉延、多步沖壓、壓邊、彎曲、回彈、液壓成形,進行模具設計等,可以幫助模具設計人員顯著減少模具開發設計時間及試模周期。
一、方形盒沖壓成形工藝
方形盒可以看做由直邊及圓角部分組成,拉深變形時,圓角部分近似圓筒形件的拉深,直邊部分近似板料彎曲,但方形盒的圓角及直邊是聯系在一起的整體,因而變形時必然又相互的作用及影響。在拉深時,圓角部分的材料向直邊部分流動,使直邊部分材料受壓,橫向間距縮小,愈靠角部縮小愈多;縱向間距增大,愈靠轉角處增加愈大。同時,圓角部分的材料也向直邊部分流動,因而直邊部分也增加了橫向壓縮、縱向伸長的變形,又由于直邊區存在金屬的流動,使得圓角部分的變形程度大為減小。設計流程如圖1所示。

二、方形盒沖壓成形仿真
1.模型導入。在Pro/E中建立凹模及板料模型,凹模尺寸102.2mm×102.2mm,凹模圓角尺寸10mm,保存成.igs格式,再導入Dynaform軟件中生成模型。
2.網格劃分。在Preprocess模塊中的Element/Surface Mesh對話框中對坯料和凹模分別設置Max.Size為1.750 0和5.00,并選擇Surface為Displayed Surf,其他保持默認完成網格劃分。劃分好網格后用Preprocess/Model Check/Repair命令對網格進行檢查,主要檢查模面是否完整,是否有重疊、漏洞,網格的法線方向是否一致,并修復有缺陷的單元。
3.模型生成。利用 Dynaform中的 Quick Setup/Draw Die快速建立模型。選擇單動(Single action),下模采用(Upper Tool Available)拉延類型;在Material/Material Library中選擇坯料為DQSK37,Thickness數值為1.00;再依次定義坯料(Blank)、壓邊圈(Binder)、凹模(Die)、拉深筋(Draw Bead),設置材料及工具運動的相關參數。圖2為完成快速設置后的模型,最后提交LS-DYNA進行求解計算。

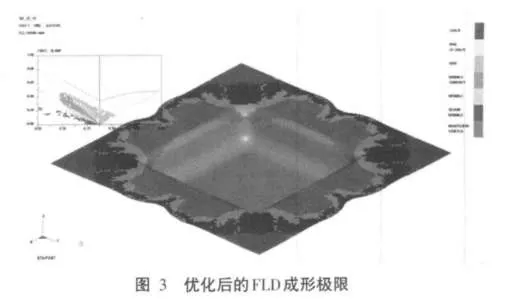
4.仿真結果。在Dynaform的Post Process中,以云圖、等值線等形式顯示數值模擬結果。在FLD成形極限圖用7種顏色來區分7個不同的安全或失效區域,其中圓角處黃色為破裂危險點,藍色表示有起皺趨勢,粉色處為已起皺,洋紅為已嚴重起皺。
經過修改壓邊力、凸模行程、凸模圓角半徑等工藝參數,進行大量的反復模擬試驗,得到當壓邊力大小在180kN~250kN,凸模圓角半徑在12mm左右,拉深行程為25mm時對低碳鋼進行拉深時仿真結果可靠,如圖3所示。
三、結論
1.利用Pro/E軟件進行CAD建模,并導入Dynaform中生成沖壓成形過程中所需的凸凹模、板料和壓邊圈等模型,經過相關設置完成了該方形盒的沖壓成形仿真。
2.通過對仿真結果的分析,并進行大量的模擬試驗,確定了合理的工藝參數,得到了可靠的仿真結果,達到了優化成形的目的,從而可以縮短生產研發周期,降低成本,提高零件質量。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
