DANIELI線材軋機輥環縮緊裝置故障分析
2011-10-21 11:54:52孫海新
中國設備工程 2011年12期
孫海新
(福田雷沃重工農裝事業本部設備能源科,山東 濰坊 261206)
DANIELI公司生產的線材軋機速度可達140m/s,其軋機輥環鎖緊裝置獨具特色,與其同型號軋機相比有精度高、壽命長的優點。但在國內高線廠使用過程中由于軋制速度高及對其性能了解不深等原因也出現過不少問題。
一、常見故障
線材的高速軋制引起碳化鎢輥槽的老化,需頻繁更換軋輥或軋槽、頻繁拆裝輥環鎖緊裝置。輥環鎖緊裝置的主要故障有松套、斷套、裂輥、碎輥、軸頭脫絲。
二、故障原因分析
1.輥環鎖緊裝置結構及受力分析
DANIELI軋機輥環鎖緊裝置裝配圖見圖1。
輥環以軋輥軸軸肩為基準,下部由下滑環和上滑環定位,上部由錐套定位,靠M68×2的螺帽鎖緊,錐套靠碟簧(五個疊加)產生的彈力定位。
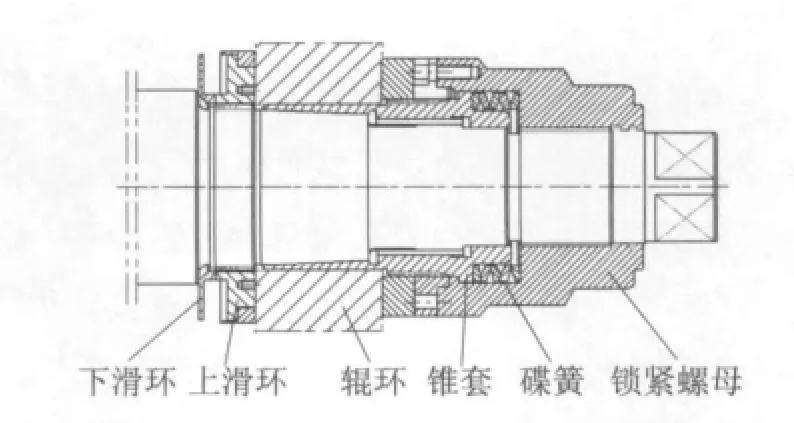
圖1
輥環的軋制力矩的來源:錐套傳遞約30%軋制力矩、軸向鎖緊傳遞約70%的軋制力矩,軸向鎖緊力來自于鎖緊螺母M68×2的螺紋產生的鎖緊力。
2.常見故障原因
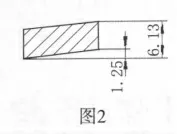
(1)碟簧失效引起的問題及處理方法輥環鎖緊裝置所用碟簧見圖2。碟簧的自然厚度為6.13mm,合計五片,共30.65mm。輥環鎖緊后碟簧的標準總厚度為27.5±0.4mm。碟簧壓縮量為30.65-27.5=3.15±0.4mm。
當輥環鎖緊裝置反復多次拆裝后,碟簧的失效在所難免,此時造成錐套定位不到位,錐套與輥軸錐面間無法承受30%的軋制力矩,出現松套現象。所以要定期測量碟簧厚度。當碟簧周邊出現裂紋或塑性變形過大時該碟簧報廢,當碟簧厚度超出6.13±0.1mm的公差范圍時應更換新的碟簧。
(2)錐套引起的問題及處理方法
①生銹
錐套材質為銅合金,由于軋鋼過程中輥環使用循環濁環水冷卻,錐套在使用過程中易生銹,當錐套內外表面生銹過多時易產生接觸面不均勻,軋制力作用在銅銹上也很容易產生轉動、松套。因此,在換輥換槽時應該用細砂紙打磨錐套內外表面,將銅銹清除。
②變形
錐套內外表面與輥環和輥軸錐面間為過盈配合。錐套材質較軟,錐套反復使用易產生擠壓變形,反復使用后在螺紋鎖緊的情況下,錐套內表面和輥軸及輥環內表面形成間隙,徑向定位不到位,在軋制力作用下錐套產生轉動。松套同時在輥軸接觸面產生磨損,由于軋制速度較高對輥軸多是破壞性損壞。因此,要對錐套定期下線用標準量規、塞規檢查。為避免兩套徑向力不一樣,盡量配對使用。當錐套內外表面尺寸變小時應及時更換錐套。
(3)軋輥軸頭螺紋變形引起的問題及處理方法
該部位產生設備故障的原因除螺紋的正常磨損失效外,主要是由于裝配人員的不良操作習慣引起的。
不良的操作習慣:M68×2鎖緊螺母用液壓扭矩扳手完成鎖緊,設計要求M68×2螺紋鎖緊力為5 630N·m,對應液壓泵的壓力為35MPa,操作工人在操作時習慣于將打壓壓力提高(如提高至40MPa)以避免脫套。
不良操作的后果:打壓壓力過高,鎖緊力超出了M68×2螺紋的受力強度,易引起螺紋的軸向拉伸,最終造成螺紋的破壞性損壞(脫絲);鎖緊螺母松開時操作困難,換輥時打開螺紋所需的力量約為輥環鎖緊時的1.5倍,鎖緊力過高,使螺母松開困難,操作工人被迫用銅錘敲擊螺帽,類似不良操作會對螺帽、錐套甚至軸承造成損害。同時會因應力集中,導致斷套現象的發生。因此,要加大技能培訓力度,嚴格規定輥環鎖緊的打壓壓力。
(4)鎖緊裝置零部件在國產化過程中存在的問題
因輥環鎖緊裝置使用頻繁、需求量較大,目前該零部件已完全實現國產化。由零部件的尺寸不標準(主要以錐套為主)引起了一系列問題。
首先,錐套外徑尺寸不標準,若錐套與輥環過盈配合稍大,會造成錐套軸向劃傷且難于拆卸;若兩者間隙稍大,則會造成錐套徑向劃傷且銹蝕嚴重,甚至錐套接觸面過小,軋制應力過大使輥環和錐套表面發生旋轉,造成輥環發熱、裂輥等。
其次,錐套內錐面配合也是保證裝配質量的關鍵,按設計要求兩錐面配合面的接觸精度不小于90%。錐套接觸面過小時軋制力作用面過小,將會在錐套接觸面上產生過大的軋制應力,使錐套相對輥軸發生轉動。軋輥軸錐面磨損,產生破壞性損壞,會有輥環發熱、裂輥、斷套故障發生。因此,輥環鎖緊裝置裝配前要用環規和錐規對錐套進行檢測。
檢測時,若錐套內錐面公差偏小時,錐套由于下行空間限制受軸向力太大擠壓,在軸向軋制力作用下在錐套薄弱處形成應力集中,在軋制力作用下容易導致斷套和軋輥發熱。
此時按如下方法處理:用量規環規和卡尺測量,當量規伸出端面高度超過5.35mm,應在裝配時在鎖緊螺母與輥環上的壓蓋加墊片調整,墊片厚度不應超過1.5mm。