基于提升模具專業學生綜合能力的應用與探索
2011-10-21 06:05:28湯耀年
大眾科技 2011年5期
湯耀年
(柳州職業技術學院,廣西 柳州 545006)
基于提升模具專業學生綜合能力的應用與探索
湯耀年
(柳州職業技術學院,廣西 柳州 545006)
傳統實踐類課程在實施教學過程中存在簡單套用形式的問題,在注重實踐教學的同時忽略了學生綜合能力的培養與提升。文章在實踐教學中通過對項目教學法的應用與總結,在培養學生綜合能力以及職業素養方面取得了一定的成效,對其他實踐類課程的教學實施具有一定的借鑒性意義。
項目教學;綜合能力;模具
隨著社會主義市場經濟的快速發展,我國正在大力調整產業結構,發展需要具有過硬地職業能力和全面素質的技能人才,能直接從事于生產、技術、管理和服務第一線重要崗位的應用型技能人才。我國的職業教育針對這一目標在不斷的探索各種教育教學模式,在學習現代化國家職業教育理念的同時,融合我國國情,實施了一系列的改革措施,并取得了一定的成效。在職業教育的改革過程中,項目教學法受到了普遍的關注,并逐步得到各高職院校的廣泛運用,在實施教學過程中,存在簡單套用形式的問題,造成項目教學法空有其殼,形同虛設。通過對項目教學法的應用探索,在項目實施過程中注重的不僅僅是實踐能力,而是綜合能力以及職業素養的共同培養。
(一)項目教學法的內含
多年來的實踐證明,采用傳統應試教學很難培養出優秀的應用型技能人才,因為目前的機械生產設備中,各專業技能工作關系之間的相互銜接是日趨密切,一個零件或者一套模具完整加工,就涉及到車、銑、磨、鉆、熱處理異或設備維修等諸多個職業技能工種,何況目前機、電、液一體化的設備應用日益普及化。而實施項目驅動的一體化教學模式,就能避免以上的不足地方,在一個項目實施的過程中,學生分成若干個小組,以六步法為紐帶,貫穿著整個項目順利地完成,主要特點:一是任務驅動,注重實踐;二是在教學過程中,應以學生為中心,而且涉及到各專業知識點比較多,對老師的知識和技能要求較高。項目教學除了要求教師傳授知識和訓練學生獲得職業技能外,還要引導和鼓勵學生積極思考問題,敢問敢講,積極地鼓勵讓他們多提出自己的見解,重點教給學生解決問題的方法和思路。
(二)項目的設計與實施
目標任務的明確,對于今后的學習和任務的最終完成起著至關重要的作用。實施項目教學前, 由師生共同討論或學生根據自身需求自主提出,項目的研發定性,開始時可以啟用相對比較簡單、容易入手的;后期能力目標必須是有較強崗位針對性的學習訓練。通過創建的項目任務,把所要學習的知識和技能,巧妙地涵蓋于在項目任務當中,使學生在完成任務的過程中,輕松融入到專業知識中,最終能達到預期的教學目的,使學生切實、全面地懂得一套模具甚至更小的零、部件等一系列加工過程在企業里是如何運制完成的。以多用夾具為例,任務功能:為后續模具的制作和職業技能考證進行前期鋪墊,夯實基礎。見下表1。

表1 項目要素的一覽表
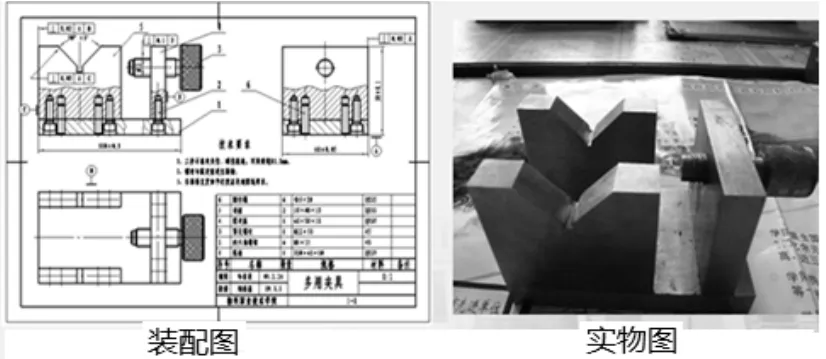
圖1 多用夾具裝配及實物圖
1.資訊。首先,由教師確定教學組織形式,學生劃分小組及其組成員,播放《多用夾具》的加工視頻錄像等教學資料;并提出此類加工應注意的問題;分析項目的結構(由邊板、固定板、底板和頂桿)組成,討論如何獲得毛坯,如何劃分工作任務;怎樣滿足單件和裝配的精度方面要求,預想在項目完成中會遇到哪些問題以及尋求如何解決的。通過對工程實踐的前期準備,可以鍛煉學生的信息收集能力和看圖能力。2計劃。緊接下來是各項目小組充分討論與分析:能根據裝配圖和明細欄的要求,明白相關加工零件所需的設備及使用,相關的刀具、量具、工具等;擬定多用夾具中的各單件的組裝工藝和順序;擬訂單項零件的編寫加工工藝和各零件的加工步驟。比如,某組邊板零件的工藝計劃如下:(1)精修垂直基準邊,劃線;(2)加工外形尺寸高度留0.1mm左右余量;(3)使用夾具同時裝夾2塊邊板,切割90°的V型及工藝槽,一起粗、精銼削加工90°的V型。(4)去毛刺、檢查。但是同樣的零件加工,某些組也提出不同的工藝方案,他們也在考慮機床的加工精度因素下,擬將兩塊邊板粘接一起后,將第3步的工藝改為采用數控線切割機床完成90°V型及工藝槽;而頂桿零件擬用普通車床加工完成,關于該零件某些學生曾提議采用數控車床加工,經過大家分析后,在數控車床完成滾花有一定的不確定性,故最后也否定該方案。個人服從整體的協調,學生經過實戰體會到團隊形成的結論要遠勝于個人的作用,從而鍛煉了學生的溝通與協調能力以及團隊合作意識的精神。3.決策。計劃完成后,以文件形式:最終確定總裝的工藝;各單件的加工方案及其選用的加工設備。各組在獲取板類毛坯中,都采用效率高,尺寸準的金屬帶鋸床,摒棄手鋸完成下料工序;非常清楚板料的大平面如果不采用平面磨床加工板料,就很難達到尺寸精度和Ra值的要求;之后利用普通銑床初步加工完成板料的四邊等等這些的前期工作。通過營造企業零件加工的職場氛圍,學生自身參與、報告的撰寫,鍛煉了學生的寫作能力。4.實施。各小組按照決策的加工方案進行,在這種情況下,教師的角色是企業的技師師傅,成為學生學習的組織者與引導者,現場接受學生答疑和指導學生遇到的問題;第一時間了解各組工作方案的落實情況和每個加工環節的實操情況;以企業的標準,要求學生在工作崗位上就養成愛護設備及精密量具的習慣。通過項目實施的反饋,使用采用數控線切割機床完成邊板 V型工藝槽的項目組,其加工精度都是比較高的且形狀誤差非常小,僅僅是Ra值方面超標一級而已,當然主要還是受限于機床本身精度的影響,及時解釋今后若有更好的設備就能避免這些方面的不利影響。通過實踐操作,提高了合作完成工作的實效,鍛煉了學生的動手能力、組織能力和實干精神。5.檢查。本環節學生和教師角色非常重要,但是仍然以學生動手為主,教師質量監控為輔,以及學生能否在零件加工時遵循5S管理的標準,主要從兩方面進行:(1)加工時的檢查如設備檢查、加工方案和加工步驟檢查、安全檢查。(2)加工后單件的尺寸、形位精度的質量檢查。通過實踐結果的分析與答辯,鍛煉學生的口頭表達能力。6.評價。最后是師生之間互相交流項目的學習效果情況。學生上交項目作品并進行總結和收獲感言,以自我評價或相互評價方式進行,指出在完成項目過程中,是怎樣解決問題的,為今后提供經驗的參考;而教師點評時,應幫助學生有效地進行歸納與總結,側面指出不足之處。通過工程實踐優化與探索,培養學生開動腦筋、及時總結工作后續問題的實際能力。
(三)項目的評價方案與標準
采用量化評價,即采用組級之間交叉評價、教師評價的兩級方式,如下表2。
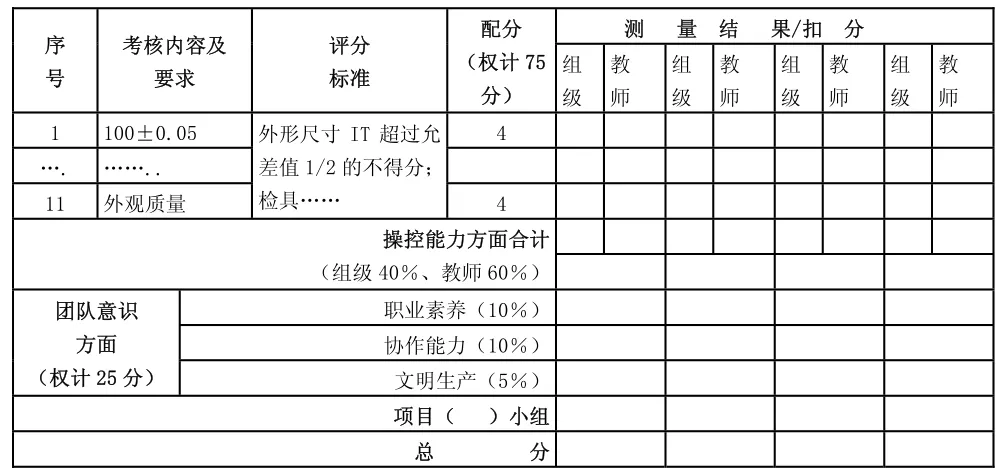
表2 多用夾具的質量評價記錄表
通過項目的最終落實,學生掌握了組合件的裝配方法、精度要求和各機床設備同等工藝的加工方法。學生由從前單一的專項訓練改變為多元的訓練,圍繞從高效率、高質量、低成本的角度出發,運用多種設備完成項目的工作過程,既可以照顧到學生的個性和興趣點,又能根據自己內在的需要去探索和學習,在崗位上便于發揮內在的積極性、主動性和創造性。
設計精巧的任務能極大地調動了學生的學習熱情和求知欲望,在融洽與和諧的學習氛圍中,獲得滿意的教學效果,不斷地提高了學生分析問題、解決問題的能力,激發了學生蘊藏的潛能,團隊協作意識也逐步地得到了加強。當今模具制造技術,特別是對于精度要求高的模具產品,大都實現了數控化的精密數控設備的靈活運用,構建形成了精密加工的主要手段和技術含量,為保證模具制造精度和品質提高強大的硬件設施。因此,以復合、多元化的項目方式開展教學,為學生今后的復雜產品項目加工和就業條件打下堅定的能力基礎。同時課程的教學改革仍然需要在實踐中進行堅持不懈地努力和探索。
[1] 虞未章.“以學生為中心”的職業技術教育——英國BTEC教學的實踐[J].中國職業技術教育,2001,(9).
[2] 曹勇.高職高專畢業生就業難原因分析[J].高教論壇,2005,(3).
[3] 劉邦祥,吳全全.德國職業教育行動導向的教學組織研究[J].中國職業技術教育,2007,(5) .
[4] 袁三梅,周堅.論行動導向教學與職業能力的培養[J].中國成人教育.2008,(12).
G424.1
A
1008-1151(2011)05-0156-02
2011-02-20
湯耀年(1970-),男,廣西柳州人,柳州職業技術學院講師,高級技師,研究方向為數控、模具技術制造、CAE等方面。
猜你喜歡
發明與創新(2022年30期)2022-10-03 08:40:56
甘肅教育(2020年14期)2020-09-11 07:57:50
作文世界(小學版)(2018年4期)2018-10-16 17:13:34
人大建設(2018年6期)2018-08-16 07:23:10
文理導航·科普童話(2017年5期)2018-02-10 19:42:14
東方教育(2017年19期)2017-12-05 15:14:48
唐山文學(2016年2期)2017-01-15 14:03:59
快樂作文·低年級(2016年12期)2017-01-03 20:52:44
快樂作文·低年級(2016年6期)2016-06-24 18:58:40
小星星·閱讀100分(低年級)(2015年10期)2015-10-22 08:30:04
