PLC在傳統龍門銑床中的應用
2011-10-26 03:27:52陳菡菡湄洲灣職業技術學院機械工程系351200
中國科技信息 2011年8期
關鍵詞:信號
陳菡菡 湄洲灣職業技術學院機械工程系 351200
PLC在傳統龍門銑床中的應用
陳菡菡 湄洲灣職業技術學院機械工程系 351200
本文介紹一種通過伺服驅動器的零點箝位功能進行伺服箝位,并結合PLC程序以實現整個機臺箝位的方法。
伺服驅動器;PLC;零點箝位
1、前言
現有5軸龍門銑床如圖1所示。控制部分采用PLC,并配以光柵數顯,可對五軸運動狀態進行監控。X、Y軸均為全數字交流伺服系統,各軸伺服電機通過聯軸器帶動滾珠絲杠,以移動配有直線導軌的工作臺和主軸銑頭,其定位準確,速度快。立銑主軸上下、側銑主軸上下,左右進給速度由變頻器控制,根據工件大小和加工方位,來設置主軸合理的位置及進給速度,實現同時對工件水平及垂直方向進行銑削、鏜削、鉆削等一機多用功能加工。
本系統PLC選用力揚EX2N-32MT及EX1S-08EX系列。編程軟件采用三菱Gx-developer梯形圖編程軟件,其編輯、監視、除錯等操作非常方便。X、Y軸伺服系統均選用相同的,均采用日立ADA2系列交流伺服器。

圖1 五軸龍門銑床
2、故障及解決方案
2.1 故障現象
電源ON時,通過操作面板選擇X軸以自動方式往任意方向運行,并調整電位器,使X軸以不高于2000r/min任意速度運行。當X軸的行程擋塊碰到限位開關時,X軸出現“偷跑”現象。在X軸的光柵數顯上可以監控到當X軸碰到限位開關時,開始反向緩慢運行,當運行到一定距離時,又正向行駛,直至再次碰到限位開關,軸向再次反向行駛。如此往復運動使得X軸一直處于持續反復碰撞限位開關,迫使整個機臺一直處于劇烈振動中。從而影響到整個機臺的裝配精度、剛度及使用壽命,并有可能導致安全性的問題。
Y軸的故障現象與X軸一樣。

圖2 為龍門銑床系統X軸伺服連接圖
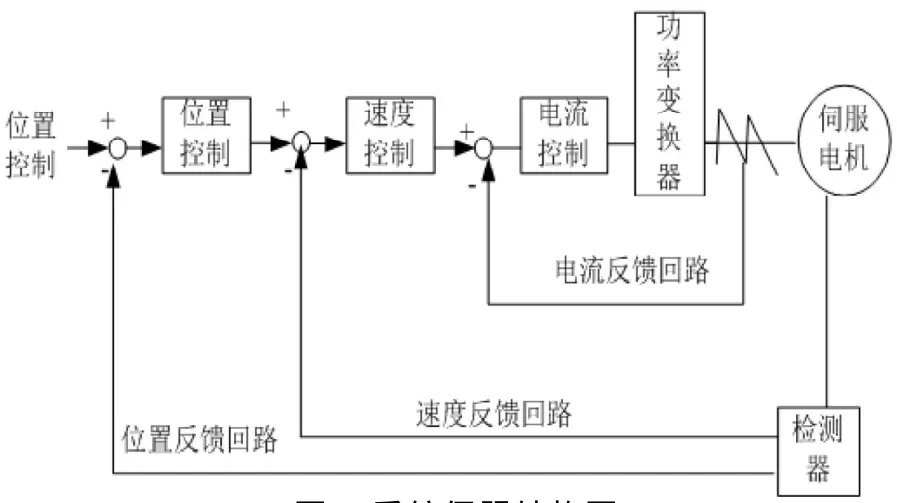
圖3 系統伺服結構圖
2.2 電路原理分析
軸向運動碰到限位后,X軸速度處于振蕩中。檢查伺服系統電氣控制部分,線路圖如圖2所示。
ADA2系列交流伺服驅動器上共有9個強電接線端子和3個信號電纜插座I/O、ENC、PC。AC220V三相電源進線R、S、T經過電抗器后進入伺服三相主電路L1、L2、L3。信號電源PC用于連接個人PC機的串行口,作為伺服驅動單元的運行參數設定及運行狀態監控;ENC從伺服軸編碼器向驅動單元傳遞當前速度/位置反饋信號;I/O用來接受PLC發送的當前指令并完成對伺服軸的動作控制及狀態監控。
I/O插座中的AL1與L為模擬信號輸入端,用來接收來自外部定位器VR1(2K Ω)的模擬電壓指令(±10V),當模擬電壓為正時,伺服軸正轉。模擬電壓為負時,伺服軸反轉。R3、R1為兩組繼電器觸點,主要用來切換X軸正反轉調速。SON,CM1用來傳送伺服ON信號,使伺服電機處于受控狀態。MOD、CM1為控制模式開關,用來切換手動及自動控制。手動控制時為手輪脈沖控制,自動控制時為速度控制方式。FOT、SOT分別為伺服軸電動機的運行提供正轉行程極限及反轉行程極限,以CM1為信號的公共點,伺服正常運行時Y14、Y15觸點閉合,觸點斷開時,伺服正轉限禁或反轉限禁。
注:由于X,Y軸的伺服連線方式相似,在此不再對Y軸做特別說明。
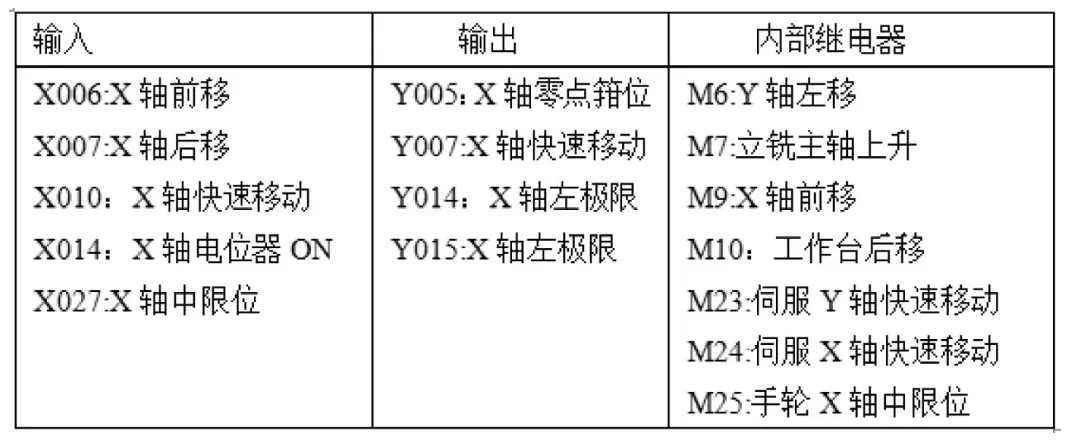
表1 PLC輸入/輸出及內部繼電器地址分配
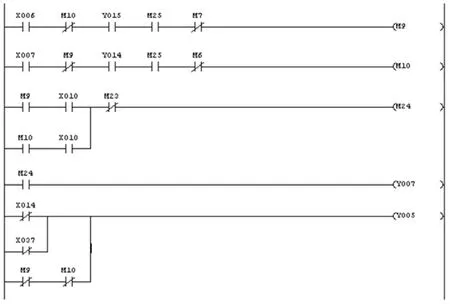
圖4 PLC程序圖
2.3 解決方案
當軸向運動碰到外部硬件限位時,驅動禁止(FOT,ROT)端子有輸入信號時,無論輸入為何值,速度指令都將變為0。但如圖3所示,若系統零點漂移或者由于碰到限位時有干擾信號誤輸入時,在負反饋情況下,也會使電機以微小的速度反轉。
要使機臺在碰到硬位時,系統沒有零點漂移或干擾信號輸入,須把軸向速度箝位。若把外部電位器換成開關式電位器并結合PLC程序就可實現零點箝位。當開關旋開時,電位器可進行模擬速度調整,開關閉合時,電位器無模擬指令輸出,相當于速度調到0。把開關接到I/O中的SRZ、CM1上,用來零點箝位。當開關閉合時,則速度指令的輸入電壓為0,伺服單元內部配置位置環,使伺服電機緊急停止以進入伺服鎖定狀態。伺服電機在零箝位生效的位置上被箝位在±1脈沖以內,即使通過外力轉動,也會返回零箝位位置。其接線已包含在圖1上。當X或Y軸正向或反向行使碰到正、負限位開關時,利用PLC邏輯控制得SRZ有信號輸入,伺服反向箝位。
[1]日立交流伺服器ADA2/ADAX4系列使用手冊
[2]力揚PLC EX2N/EX2S系列使用手冊
2.4 程序設計
PLC內部輸入輸出點及內部繼電器地址分配見表1。
伺服軸碰到硬限位時偷跑現象PLC解決程序如圖4所示。當X006、X010有信號輸入時,即X軸正向快速移動時,PLC內部線圈M9得電M10線圈失電(M9、M10互鎖以防止外部動作誤操作,保護機臺運動正常化),M9常閉觸點變成常開,Y005無信號輸出,伺服軸不零點箝位,M24線圈得電使得Y007有信號輸出,機臺快速移動。當碰到正限位時,M9線圈失電,Y005信號輸出,X軸強制零點箝位。同理當X007有信號輸入時,M6線圈得電,M6常閉觸點變成常開觸點,Y005信號斷開,零點箝位功能斷開,伺服軸向反方向運動。這樣就可以成功得解決了伺服軸碰到限位開關時,由于系統零點漂移或機臺的微震動,使得有干擾信號誤輸入,伺服軸誤動作的問題。3、結論
利用PLC 及開關式電位器可以很好地解決伺服軸碰到硬極位時偷跑現象。它可以充分發揮PLC 高可靠性、高抗干擾,維修量少、查找外部線路簡單的特點。同時采用開關式電位器可降低成本,為企業創造較好的經濟效益。
PLC Aply To The Traditional Gantry Mill Machine
Chen HanHan
This paper will introduce a method which use the Zero Strangulation fuction of the sevro amplifer,combined PLC program to realize the whole machine Zero Strangulation
Sevro Amplifer;Plograme Logical Controll;Zero Strangulaiton
10.3969/j.issn.1001-8972.2011.08.092
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06