竹棉弧形色織提花織物的開發
2011-10-30 01:31:10陳春俠
化纖與紡織技術 2011年4期
關鍵詞:工藝
陳春俠
(鹽城紡織職業技術學院,江蘇 鹽城 224005)
引 言
弧形織物是利用異型鋼筘的上下移動所形成的,鋼筘的上下移動采用液壓驅動,數字電路信號控制脈沖電動機,使鋼筘有規律上下運動[2]。這種織物外觀看來更有立體感,線條更柔和。本產品以棉紗為主,配以少部分竹纖紗交織,這種交織物是一種環保健康的新型面料,它環保、透氣、柔軟舒適、有抑菌作用,采用經向弧形織物的織造技術。成品光澤亮麗,具有柔美的曲線及良好的穿著舒適性能。現將該品種在生產過程中采取的技術措施介紹如下。
1 織物規格
經紗組合:CJ 7.3×2 tex+14.6 tex竹纖紗,緯紗組合:CJ 7.3×2 tex+14.6 tex竹纖紗,成品經密472根/10 cm,緯密315根/10 cm,經向緊度66.7%,緯向緊度44.5%,總緊度81.5%,幅寬:147 cm,克重為118 g/m2,地經根數6888根,筘號: 108,上機筘幅為162 cm。
原紗質量不高,會影響后道工序的生產加工,在織造過程中易造成布面疵點,如粗細結、竹節紗、爛邊等,也易造成紗線斷頭,影響生產效率。對照GB-T-398-2008標準經檢測原紗符合一等品指標[1]。
2 生產工藝技術措施
2.1 組織設計
紋板圖如圖1所示。
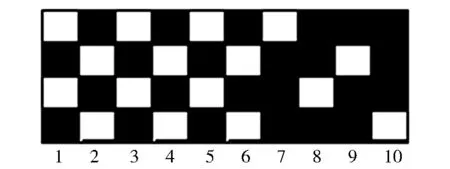
圖1 紋板圖
穿綜法:
共10頁綜,布邊穿1~6頁,左右各70根。
穿筘:地經每筘2入,邊經每筘4入。
每花筘數:50
穿綜法:

工藝過程:
經紗:原料檢驗→染色→色檢→絡筒→整經→漿紗→穿結經→織造
緯紗:原料檢驗→染色→色檢→絡筒→織造
2.2 劈花
經紗:C、D為彎曲的經紗。

緯紗:

A:0003加白;B:灰 (竹纖紗);C:青灰;D:海青。
地經根數:100×68回+尾花88=6888
2.3 生產技術措施
2.3.1 絡筒工藝
為了減少紗線的磨損,提高筒紗質量,兼顧棉和竹纖兩種類型紗,盡量減少接頭、倒頭和絞頭,提高經軸質量。故采用“中車速、中張力”的工藝路線,同時整經張力、排列、卷繞要均勻。
2.3.2 整經工藝
紗線在整經之前,要普查張力裝置,使機器處于最佳工作狀態,同時清潔張力裝置的通道,盡量減少對紗的磨損。采用“中車速,輕張力,低伸長”的工藝原則,而且在整經時要注意使彎曲多的經紗比彎曲少的經紗張力墊圈輕,這樣才能均勻各根經紗的張力使之順利生產。
2.3.3 漿紗工藝
經向弧型織物的經紗由于受到筘齒的擠壓而彎曲,磨損較大,所以經紗上漿的質量尤為重要。竹、棉纖維都屬纖維素纖維,其官能團均為羥基,根據相似相容原理,本工藝以變性淀粉類漿料作主體漿料,做到上漿成本低,效果好,對環境污染少,但為了能有效地貼伏毛羽,保證漿紗的耐磨性,除以變性淀粉為主漿料外,還加適量PVA等。 工藝路線實行“重被覆,重滲透、低速度、小張力、小伸長、慢烘干”采用祖克雙漿槽雙浸雙壓的上漿方式[3],漿液黏度為9 s,回潮率控制在8.5%左右,上漿率控制在12%左右,漿料工藝配方如表1所示[4]。

表1 漿料工藝配方 kg
2.3.4 織造工藝
采用GA747劍桿織機。
(1)后梁高度的確定
織造細特紗高密織物時后梁向前移,經紗張力增加,有利于開清梭口,減小經紗對后梁的包圍角,降低摩擦,降低經紗斷頭,選擇后梁高于胸梁10 mm,形成下層經紗張力大于上層經紗張力的不等張力梭口,有利于打緊緯紗,穩定織口,布面豐滿度也較好。
(2)開口時間
此類劍桿織機開口時間一般采用270°~300°,本產品紗線屬細特紗,可適當提早開口時間,使梭口清晰度好,這里選擇280°。
(3) 上機張力
織制細特紗時的上機張力應小些;上機張力選擇適當時,織物的外觀質量及內在質量均好,上機張力過大或過小均能使織物外觀質量惡化。經紗張力的設定以開口清晰、減少經紗斷頭、提高實物質量為目的。本設計中紗線屬細特紗,選擇單紗上機張力約175 mN。
(4) 緯密齒輪齒數的確定
緯牙:50/2T
2.3.5 后整理
整理的過程要確保前處理中退漿的pH值在4.7~7.5之間,毛效也就是織物潤濕性的衡量指標,要保證在11~16 cm之間, 嚴防降強,確保平整度,而且要確保整理劑對織物的染色牢度影響不大。
工藝過程:下機坯布→坯布檢驗→燒毛→退漿→絲光→水洗→定型柔軟→潮交聯整理→堆置→水洗→定型整理→整緯→軋光→預縮→碼布→成品檢驗→打包。
3 結 語
本產品簡潔,大方,穿著舒適,又結合弧形織物的特點,線條柔和。主色調為白色,結合黑色和灰色,最終得到素色格子面料。組織采用平紋和四枚不規則斜紋,斜紋部分增強了織物的光澤效應。成品手感滑爽,具有免燙的功能,無論從色澤還是質地都比較適合作為高檔的襯衫面料,具有良好的服用性能,市場前景廣闊。
[1] 中國國家標準化管理委員會.GB-T-398-2008 棉本紗線[S].北京:中國標準出版社,2008.
[2] 張國輝.弧形織物的生產原理 [J].上海紡織科技,2010,38(2):3-5.
[3] 張榮華.色格竹棉混紡府綢的開發與生產[J].上海紡織科技,2006,34(6):26-27.
[4] 韓文泉.織造設備與工藝[M].北京:中國紡織出版社,2009.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
