棉錦彈力府綢染整工藝探討
2011-11-02 02:29:03田麗
山東紡織科技 2011年2期
田 麗
(安徽職業技術學院,安徽合肥230011)
棉錦彈力府綢染整工藝探討
田 麗
(安徽職業技術學院,安徽合肥230011)
文章介紹了寬幅細號棉錦彈力府綢的染整工藝,以及前處理、定型、絲光、染色和后整理工藝特點和生產注意事項,經過染整加工的產品手感柔軟,富有棉質感。
棉錦彈力;府綢;染整工藝;棉質感
1 前言
棉錦彈力府綢作為襯衫面料已被廣泛運用,產品除了具有棉質感強,吸濕性好等棉的特性外,由于錦綸的存在增加了織物的耐磨性,布面平挺,改善了全棉細號面料易皺的缺點,且手感柔軟,服用性能好,性價比高。本文根據棉和錦綸不同的纖維特性以及成品棉質感的要求,結合工廠設備特點,制訂出相應的染整工藝。
2 織物規格
CJ 9.7tex/(N4.4tex+Spandex2.2tex)414/394 208cm 1/1。
3 工藝流程選擇
在面料的試制過程中對以下工藝流程進行了比較:
(1)前處理→絲光→染色→定型→柔軟
該工藝流程較短,但存在兩個問題:
①染色后進行高溫定型容易造成色光變化、色牢度降低。
②由于織物緊度低,門幅收縮大,前處理后門幅只有130cm,在浸軋堿液后氨綸膨脹緯向變寬,絲光車速快,容易造成縐印。
(2)前處理→絲光→定型→染色→柔軟
該工藝流程在染色前定型,解決了上述①問題,但②問題仍然存在。
(3)前處理→定型→絲光→染色→柔軟
該工藝流程在前處理后、絲光前定型,通過預定型,降低了氨綸的彈性和膨脹度,不易產生縐印。同時克服了上述兩個問題。
因此,確定工藝流程為:坯檢→翻布→縫頭→前處理→預定型→絲光→染色→柔軟拉幅→預縮→成品
4 染整工藝分析
由于9.7tex長絨棉毛羽較長,織物表面有不規則茸毛,但由于面料較薄,緯向錦綸耐熱性差,燒毛容易過燒,面料手感發硬,甚至脆損,影響強力,因此前處理不燒毛,而在后工序中采用酶處理來消毛。
4.1 前處理
前處理采用冷軋堆、復漂清洗工藝,選用集分散、乳化、精練、凈洗、滲透功能于一體的高效精練劑,利用堆置時燒堿和雙氧水的共同作用,使布面雜質充分膨化、溶脹、降解,經高溫短蒸水洗,一步完成退煮漂,節能節水,且保持了面料原有的彈性。工廠結合實際情況在原高效平洗機上加裝了L H901還原蒸箱,使半制品質量達到要求。
冷軋堆:NaOH 40~45g/L
H2O28~10g/L
高效精練劑 6g/L
雙氧水穩定劑 10~12g/L
耐堿滲透劑 1~2g/L
螯合劑 1~2g/L
復漂清洗:
第一格:溫水清洗
第二格:95~98 ℃清洗(蒸洗箱)
第三格:汽蒸復漂H2O22~4g/L
套路化、統一化、模式化,使老師產生職業倦怠,學生產生厭學情緒,長此以往,語文將不成語文!要正視文體的存在,要強化文體意識,因“文”制宜,循“體”而教。
雙氧水穩定劑 4~5g/L
溫度:102 ℃
第四、五、六格:95~98 ℃清洗(蒸洗箱)
第七格:70℃清洗(蒸洗箱)
第八格:冷水清洗→烘干
4.2 預定型
面料緯向為錦綸包氨綸,緯向縮水率主要通過高溫定型控制,與絲光關系不大,同時錦綸定型后在后道加工中不易產生縐印。預定型時根據成品門幅和縮水率的要求控制定型溫度和時間。
溫度:195 ℃
時間:35s
車速:35m/min
門幅:150cm
設備:7節烘房熱定型機
4.3 絲光
絲光主要是提高纖維素纖維的染色性能和織物的表面光澤,選用NH18-2000直輥絲光機,直輥槽燒堿濃度為190g/L,浸堿時間為40~45s。直輥絲光經向張力較小,緯向不擴幅對氨綸纖維的影響較小。為避免堿蒸水洗不充分,布面殘留燒堿對染色加工產生不良影響,通常在最后一道冷水槽進行醋酸中和,控制醋酸的濃度,確保絲光落布pH值在7~8。
4.4 染色
由于棉和錦綸染色性能不同,采用兩浴法染色,并根據批量大小和要求采用兩種工藝流程:
①冷軋堆染色染棉→噴射溢流染色機套染錦綸。
②卷染機染錦或棉→噴射溢流染色機套染棉或錦(根據不同的顏色而定)。
如果需要表面有微縐的效果,兩次染色可以都在溢流機中進行。選用LMH836-2000冷軋堆染色機、HR500噴射溢流染色機和 SMD1200-2000常溫常壓卷染機。
4.4.1 棉冷軋堆染色工藝
軋液處方: 活性染液∶堿液=4∶1
堿液:燒堿(38Be) 20~40g/L
硅酸鈉(38Be) 95g/L
軋液溫度:20~30 ℃
軋余率:80%
車速 :55~60m/min
室溫堆置:10~12h
4.4.2 卷染工藝
(1)棉染色
室溫進布→升溫到60℃→加六偏磷酸鈉、勻染劑、加堿250g,運轉2道→加染料,運轉2道→第5、6道各加1/2元明粉,運轉2道→第9、10道各加1/2純堿,運轉4~6道→排液
染前加堿可以減少活性染料對錦綸的沾色。
(2)錦綸染色
一般選用中性染料染錦綸,色牢度好,在套活性染色時在堿性條件下也不易變化。由于受中性染料色譜不全的影響,有些顏色采用先染棉后染錦(如大紅色、寶藍色等)。由于藍色活性染料(如B-RV、KN-R蘭等)染棉時,上色幾乎都在錦綸上,所以我們選用了韓國京仁的 K-RL藍。
室溫加助劑(六偏磷酸鈉1g/L、硫酸銨1g/L、勻染劑1~2g/L),運轉2道→第3、4道頭上分加染料→以1℃/min逐漸升溫到98℃,第8道→98℃保溫6道→排液
4.4.3 溢流染色工藝
(1)棉染色
30 ℃始染→加堿200g、勻染劑、軟水劑,運轉5min→加染料,運轉10min→加1/3元明粉,運轉10min→加2/3元明粉,運轉20min→1℃/min升溫到60 ℃,保溫20min→加1/3純堿,運轉10min→加2/3純堿,運轉30~60min→排液
(2)錦綸染色
室溫加助劑(六偏磷酸鈉1g/L、硫酸銨1g/L、勻染劑1~2g/L),運轉10min→加酸性染料,運轉10min→以1℃/min升溫至98℃,保溫30~45min→排液
①藏青:
M-2R黃(o.w.f.) 0.07%
M-BR藏青(o.w.f.) 0.37% (杭州卡樂)
六偏磷酸鈉 1g/L
硫酸銨 1g/L
勻染劑 1g/L
BES紅(o.w.f.) 0.26%
BES黃(o.w.f.) 0.25%
B-2GLN蘭(o.w.f.) 2.0% (上海萬德)
勻染劑 1g/L(上海萬德)
六偏磷酸鈉 1g/L
元明粉 40g/L
純堿 20g/L
(卷染染錦綸、溢流套棉)
②紅色:
B-4BD紅(o.w.f.) 1.4%
BES黃(o.w.f.) 0.58%
B-2GLN蘭(o.w.f.) 0.008%
勻染劑 1g/L(上海萬德)
六偏磷酸鈉 1g/L
元明粉 40g/L
純堿 20g/L
N-GS大紅(o.w.f.) 0.25%
M-B紅(o.w.f.) 0.007%
六偏磷酸鈉 1g/L
硫酸銨 1g/L
勻染劑 220g/L(杭州華榮)
(卷染染棉、溢流套錦綸)
4.4.4 噴射溢流染色機染色主要解決問題
(1)在溢流套色前進行輕度的纖維素酶處理,通過纖維素酶的降解作用,結合機械力,使表面的毛羽去除,面料的手感更加柔軟。酶處理選用丹麥諾維信的纖維素拋光酶939,在酸性條件下進行。拋光后,通過提高溫度至80℃或添加1~2g/L純堿提高pH值使酶失活,不再影響纖維的強力。
酶處理工藝:酶用量(o.w.f.) 0.5%
溫度 50℃
時間 30min
pH 4.5~5.5
浴比 1∶10
(2)由于棉錦彈力府綢通過高溫定型以及絲光后,布面更光亮,化纖感強,而通過溢流染色使棉纖維更蓬松,降低布面的亮度,使成品風格具有棉質感。
(3)溢流染色同時也減少了邊中差的產生,對于大色位運用了雙頭進布,降低缸差的產生。
4.5 后整理
4.5.1 柔軟拉幅
親水柔軟劑 30g/L(根據要求調整)
溫度 130~140℃
車速 50~60m/min(以烘干為準)
門幅 149cm
4.5.2 預縮整理
采用常規機械橡毯預縮整理,控制超喂量,使織物達到更好的手感和懸垂性,提高經向縮水率。
5 物理技術指標
5.1 纖維素酶處理前后強力對比
使用纖維素酶處理,控制好強力是關鍵,經測試各項指標均符合標準要求,具體測試指數如表1所示。
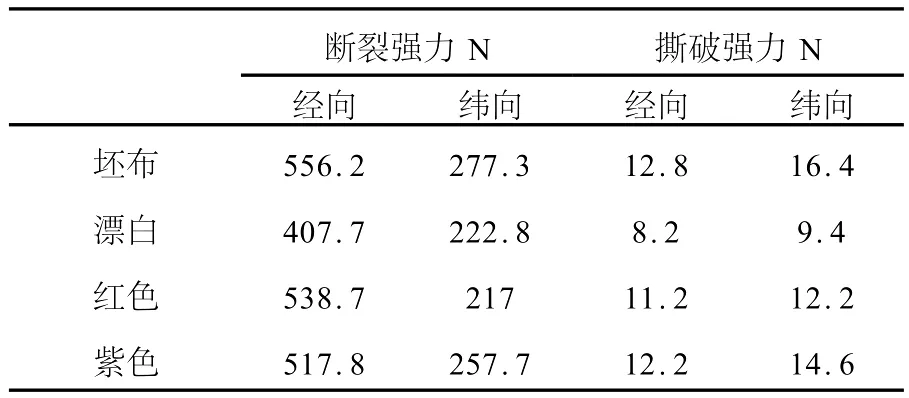
表1 纖維素酶處理前后強力對比
5.2 成品物理技術指標(見表2)
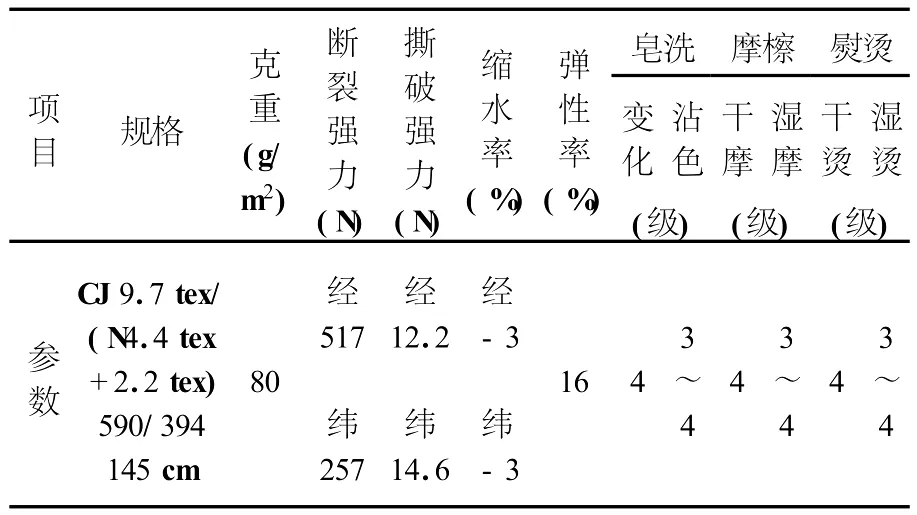
表2 成品物理技術指標
6 結語
6.1 考慮錦綸纖維的耐熱性,染整加工過程不進行燒毛,而通過后續的酶拋光處理使布面達到光潔。
6.2 前處理采用冷軋堆、復漂清洗工藝,選用高效精煉劑,利用堆置時燒堿和雙氧水的共同作用,一步完成退煮漂,且節能節水。
6.3 通過定型去除前處理過程產生的皺條,提高面料的平整度,同時避免在后工序產生皺條,定型條件選擇195 ℃、35s。
6.4 選用低堿直輥絲光,不擴幅,減少對氨綸彈性的損傷,選擇直輥槽燒堿濃度為190g/L,浸堿時間為40~45s。
6.5 根據顏色和批量大小,分別選用冷軋堆染色、溢流染色和卷染染色工藝,采用活性染料、中性染料、酸性染料染色。為提高面料的光潔度,在溢流套色前進行纖維素酶處理,使面料具有很好的棉質感。產品顏色飽滿,色牢度好、無邊中差,手感蓬松、柔軟。
Discuss Process of Dyeing and Finishing Cotton/Nylon Elastic Poplin
Tian Li
(Anhui Vocational&Technical College,Hefei 230011,China)
Process of dyeing and finishing Cotton/nylon elastic poplin was introduced.Charateristics and points needing attention in pretreatment,stabilized finish,mercerizing,dyeing and finishing process were analysed.The end products feels as soft as cotton fabric.
cotton/nylon elastic;poplin;dyeing process;cotton fabric feel
TS190.646
:B
:1009-3028(2011)02-0027-04
2011-02-18
田 麗(1965—),女,河北灤南人,副教授。
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
求學·理科版(2016年1期)2016-02-29 15:34:46
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
中國工程咨詢(2014年12期)2014-02-16 06:18:34