保壓方式對塑件翹曲影響的CAE分析
2011-11-02 01:48:46黃丹彤路遙方瑩松
塑料制造 2011年3期
黃丹彤 路遙 方瑩松
(合肥工業大學 材料科學與工程學院, 安徽 合肥 230009)
保壓方式對塑件翹曲影響的CAE分析
黃丹彤 路遙 方瑩松
(合肥工業大學 材料科學與工程學院, 安徽 合肥 230009)
針對洗衣機底板在注射成型中產生的翹曲問題,利用CAE軟件進行計算機數值模擬。結果表明影響翹曲變形的主要因素為收縮不均,并分別通過二級保壓方式和根據材料的PVT曲線進行等比容保壓來減小翹曲,對比兩種保壓方式,后者得到的塑件的翹曲量更小。
注射成型; 翹曲; 二級保壓; 等比容;
前言
翹曲變形影響了塑件的外觀、質量、裝配以及使用性能,是注射成型中常遇到且較難解決的問題。由于注射成型過程涉及參數眾多,引起翹曲的原因又十分復雜,所以一般情況下僅依靠設計人員的經驗難以準確、快速地解決翹曲問題。在模具設計前進行必要的CAE模擬,預測塑件的翹曲變形,分析主要影響因素并進行優化,從而縮短試模周期,提高經濟效益。在注射成型翹曲變形這方面許多學者應用CAE技術進行了研究:陳宇宏等對大尺寸透明平板注射成型中產生的翹曲變形進行模擬,分析影響因素[1]。周應國等對注塑制品進行CAE分析,研究工藝參數對翹曲的影響[2]。曾亞森等應用CAE技術研究注塑制品影響翹曲變形的最顯著因素[3]。廖秋慧等研究了注射成型中保壓參數對塑件翹曲變形的影響[4]。本文利用CAE技術對洗衣機底板的翹曲變形進行模擬分析,并針對保壓階段設計優化方案,為實際成型中工藝參數的調整提供參考。
1 塑件分析
塑件以及澆注系統的設計如圖1所示,塑件最大外形尺寸326mm×374mm×26mm,主要部分壁厚2.0mm,加強筋厚度為1.0mm,材料為PP,兩端部分結構比中間部分稍復雜,頂出側有加強筋布置。根據成型要求,模具采用一模一腔,四澆口,三板模結構。
2 初始方案
根據CAE軟件中PP材料推薦的成型參數范圍,選擇加工條件為:模具表面溫度:50°C;熔體溫度:230°C;保壓壓力為85MP;注射、保壓、冷卻總時間:30s.采用Flow-Warp 分析流程分析計算,結果如圖2所示。
由圖2初始方案分析結果可知,塑件的總翹曲量為3.166mm,由收縮不均勻、冷卻不均勻、分子取向不一致所造成翹曲的影響程度不同,由收縮不均勻引起的塑件最大翹曲量為3.166mm,由冷卻不均勻引起的最大翹曲量為0.0003mm,而由分子取向不均勻產生的翹曲量為6.985*10-7。由于后兩者引起的翹曲值很小,在本例的討論忽略其影響,主要研究由收縮不均引起的翹曲變形。
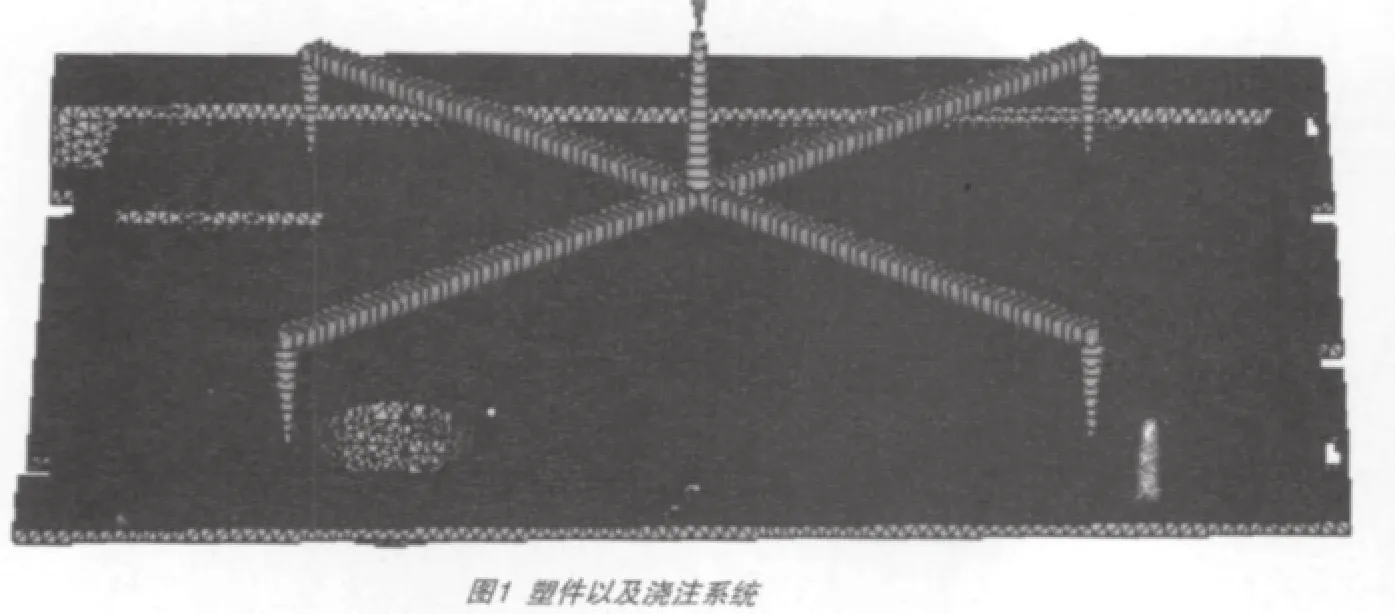
圖1 塑件以及澆注系統
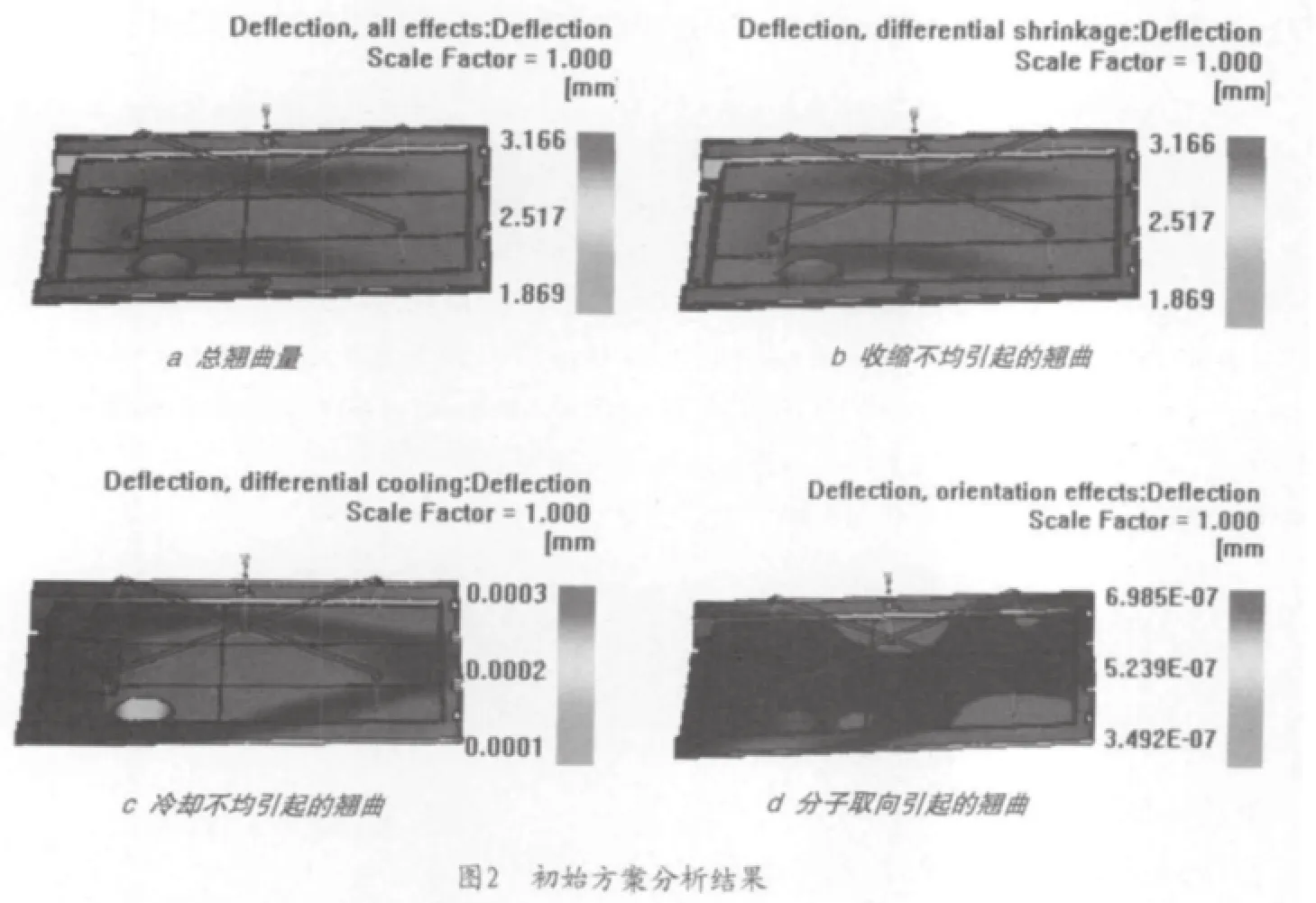
圖2 初始方案分析結果
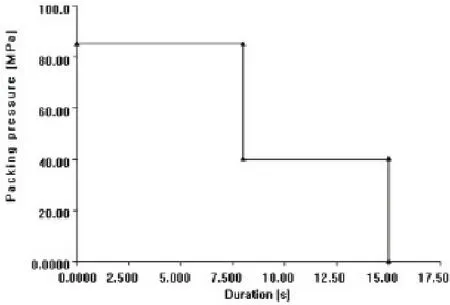
圖3 二級保壓曲線
3 方案改進
3.1 優化方案一
收縮是注射成型過程中固有的,它是塑料從成型溫度逐步冷卻到室溫熔體的密度變化所產生的。在注射成型中,制品收縮變化既有整體性變化,也有沿截面方向的變化,而截面方向的收縮變化將產生內應力,若內應力被凍結在塑件中就形成了殘余應力。當殘余應力較大時,塑件就會在脫模時發生翹曲變形,而塑件結構因素和型腔內壓力分布不均是形成殘余應力,造成不均勻收縮的主要原因。注射成型過程中保壓階段對塑件的體積收縮率和翹曲變形有顯著的影響[5-6]。恒壓保壓時塑件的體積收縮率分布不均勻,澆口位置收縮率很小,而遠端收縮率很大,先恒壓后衰減的分段保壓方式所得到的塑件收縮很均勻[4]。
該方案選用二級階躍保壓方式,期望得到較均勻的型腔壓力分布,具體參數設置如下:在0-8s時設置保壓壓力值為85MPa,在8-15s時設置保壓壓力為40MPa,保壓曲線如圖3所示,其中保壓總時間是通過測量初始方案中澆口處冷卻時間得到的,其他參數與初始方案相同,得到的分析結果如圖4所示。
從圖4可以看到,采用二級階躍保壓方式將最大翹曲量由原來的3.166mm降低到1.932mm,減小了38.9%,由不均勻收縮引起的翹曲量由原來的3.166mm降低到1.787mm,減小了43.6%。表明這種保壓方式較恒壓保壓方式得到的型腔壓力分布更均勻。
3.2優化方案二
對塑件的翹曲進行優化,已經有很多學者進行過研究[1-6],但一般都沒有考慮到利用材料本身的物理屬性來控制塑件的不均勻收縮。這里提出利用材料的物理屬性來優化保壓過程,從而減小此塑件的翹曲。
材料的PVT圖描述了材料的比容、熔體溫度和壓力三者間的關系,利用材料的PVT屬性控制保壓的目的是盡量使此塑件在保壓過程中處于等比容狀態。因為在等比容狀態下,可以獲得最小程度的取向和殘余應力,從而使制品翹曲程度最小。本方案設定的最大保壓壓力仍然為85MPa,在充填結束時間時,由分析結果中測量得到塑件上大多區域的溫度處于230°C左右,結合CAE軟件中給出的此塑件材料PVT曲線如圖5,找到當壓力為85MPa時對應溫度下的比容,以此比容為準,不斷測量隨后時間點的塑件溫度值,找到與以上比容相等時對應的壓力值,一直測量到保壓時間15s結束,為了增加實際應用中的實用性,考慮CAE模擬與實際注塑過程中的誤差,在測量結果中主要選擇出壓力變化明顯的時間點作為依據,得到的總體保壓曲線設置圖如圖6所示。得到的翹曲分析結果如圖7所示。
由圖7可以看出,考慮材料的物理屬性,采用等比容保壓方式將總翹曲量由原來的3.166mm降低到了1.025mm,減小了67.6%,由不均勻收縮引起的翹曲變形量由原來的3.166mm降低到了0.9488mm,減小了70.0%。可見采用等比容保壓比方案一得到的塑件翹曲更小,在控制塑件翹曲方面有更好的效果。
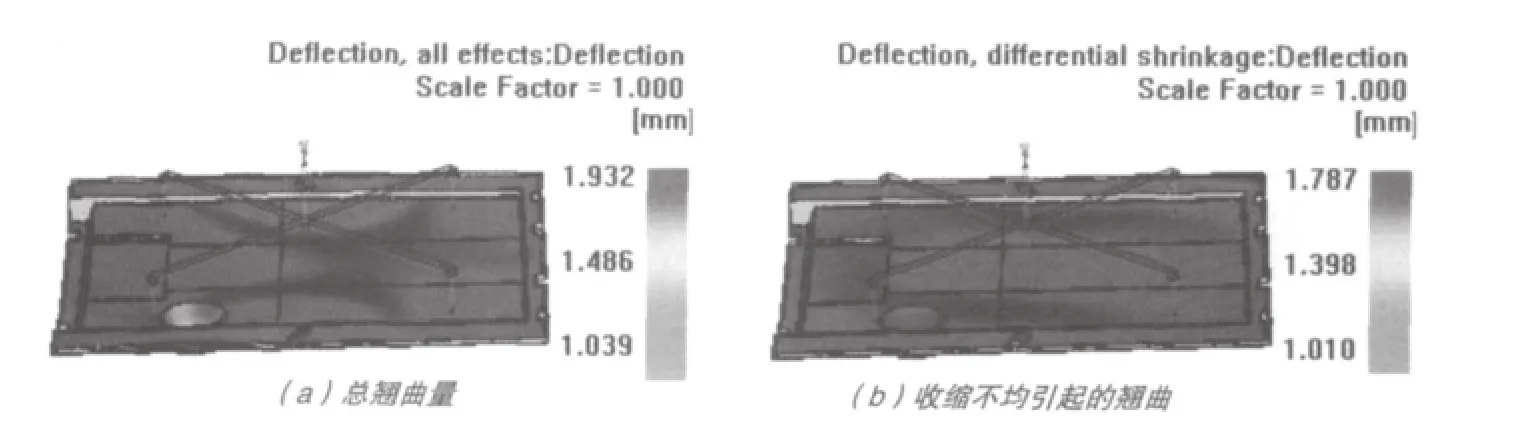
圖4 優化方案一分析結果
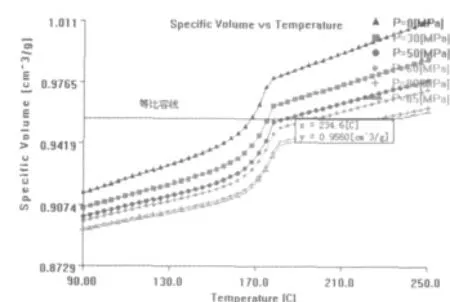
圖5 材料的PVT曲線
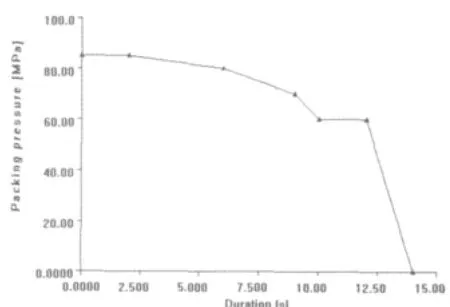
圖6等比容保壓曲線
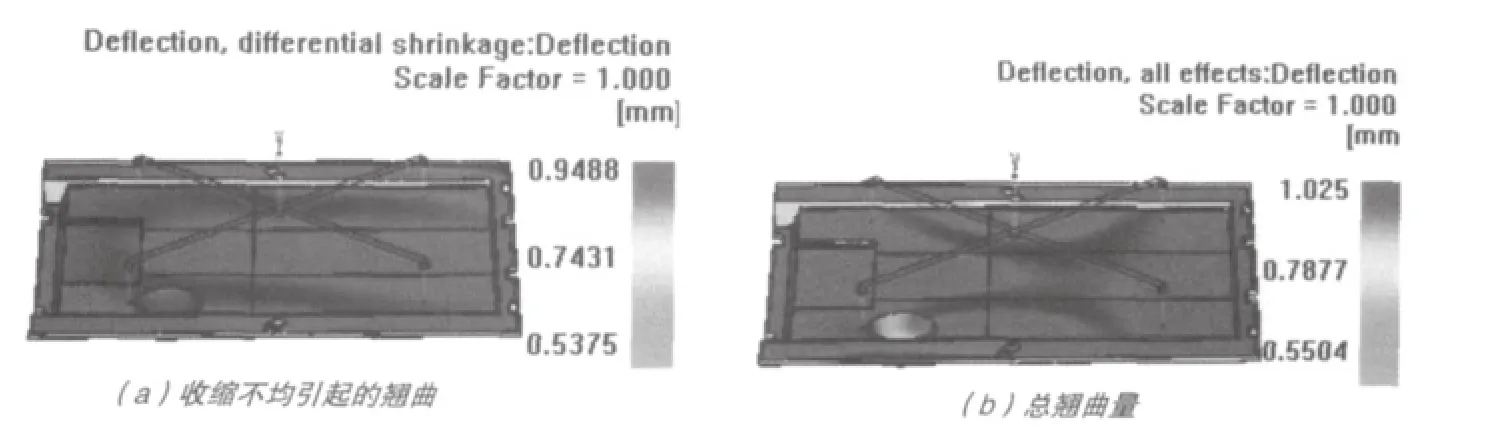
圖7 優化方案二分析結果
4 結論
本文利用CAE技術對洗衣機底板的翹曲進行優化,分別通過二級保壓以及根據材料的PVT曲線進行等比容保壓,將總翹曲量分別減小了38.9%和67.6%。因此本文的研究工作對減少試模次數以提高生產效率具有指導意義和實用價值,對于其他同類的注塑產品的翹曲優化也具有一定的借鑒價值。
[1]陳宇宏,袁淵,等.注射成型大尺寸透明平板的應力、翹曲及收縮分析[J]. 工程塑料應用,2008,36(9):30-33.
[2] 周應國,申長雨,等. 工藝參數對注塑制品翹曲影響的CAE分析[J]. 工程塑料應用,2006,34(11):28-31.
[3]曾亞森,謝小鵬. 注塑制品翹曲變形的最顯著影響因素[J]. 中國塑料,2009,23(6):69-74
[4]廖秋慧,劉淑海.注塑成型保壓參數對塑件翹曲變形的影響[J]. 塑料科技,2009,37(10):67-69
[5]王桂龍,趙國群,等.薄壁注塑制品翹曲影響因素分析與工藝優化[J].中國機械工程,2009,20(4):488-492.
[6]李欣欣, 黃瑤,等.薄壁塑件注射成型工藝參數優化[J].塑料工業,2009, 37(11):25-27.
CAE analysis of the effect of packing ways on the warpage of plastic part
Huang Dantong Lu Yao Fang Yingsong
(School of Materials Science and Engineering, Hefei University of Technology, Hefei, Anhui 230009, China)
In order to minimize the warpage of the bottom plate of washing machine during injection molding, the computer numerical simulation is performed by CAE software. The result revealed that the major factor in fl uenced the warpage was uneven shrinkage. Two packing ways was used to reduce the warpage, that was two level packing and constant speci fi c volume packing based on the PVT curve of the material. Compared of the two ways of packing, the warpage of plastic parts was smaller by the the latter one.
Injection molding ; Warpage ; Two level packing ; Constant speci fi c volume;
黃丹彤(1985),女,漢族,福建福州人,在讀碩士研究生,主要從事塑料注射成型的CAE分析與研究。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
當代陜西(2021年2期)2021-03-29 07:41:24
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36